无指向性声源指向性指数自动校准方法
2023-12-05杨易宁邓峥安兆亮陈文王上海市计量测试技术研究院
杨易宁 邓峥 安兆亮 陈文王 / 上海市计量测试技术研究院
0 引言
无指向性声源是指能向各个方向发出相同幅值声波的一类声源,主要用于隔声量、厅堂音质、混响时间、吸声系数等声学特性的测量。国内进行无指向性声源校准依据的是JJF 1468—2014《无指向性声源校准规范》[1],该文本对用于校准无指向性声源的校准设备、校准流程进行了规范,但是对具体的细节部分没作特别的规定,这使得具体操作时存在一定的困难[2-6]。
无指向性声源校准的核心问题在于解决指向性指数的校准问题,对此,Ibarra D 等学者[7]将声源通过三脚架安装在转台上对指向性进行测试,但是其研究的准确度要求不高,因此,没有考虑中心对准问题,最终得到的测量结果准确度也比较低。姜波等学者[8]在测量扬声器指向性时通过CLIO10 和EASERA 软件完成了对转台转动和数据采集的一体化控制,同样没有考虑中心对准问题,同时扬声器与无指向性声源在声学特性上也有较大区别。本文设计了一种无指向性声源自动校准的解决方案,采用激光定位的方式解决了中心对准问题,提高了指向性指数的校准准确度,且提升了校准的效率。
1 指向性的校准方法
如图1 所示,根据校准规范的要求,在消声室内,将无指向性声源固定在转台上,由粉红噪声激励声源,在距离声源的声中心1.5 m 处位置使用传声器测量频带声压级,每测量一组数据,转台转动5°,从而在整个测量平面的360°范围内采集得到72 组不同角度下的声压级数据。将所有测点声压级的能量平均值减去每个30°弧形区域内的7 个点声压级的能量平均值,即可得到该区域的指向性指数。
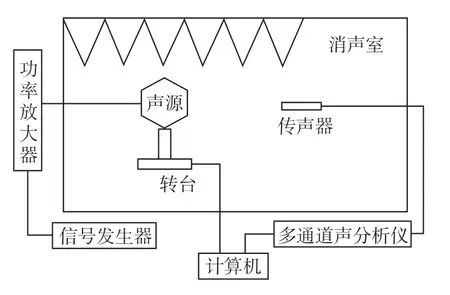
图1 无指向性声源指向性校准方法
以60°位置为例,声源在60°位置的指向性指数为
θ——测点位置,θ=0°,5°,10°,…,355°;
Lθ——在角度为θ处测得的声压级,dB;
τ——测点位置,τ=45°,50°,55°,60°,65°,70°,75°
指向性指数的大小反映了声源的指向性,对于无指向性声源,指向性指数越小说明声源的性能越好。表1 列出了1/3 倍频程下指向性指数的最大允许误差。

表1 1/3 倍频程下指向性指数的最大允许误差[1]
2 指向性指数自动校准的实现
2.1 中心对准
声源指向性校准实验过程中,要尽可能避免测量本身引入的误差,其中声中心偏离引入的误差影响尤为显著。声中心的偏离主要由两个因素引起,其一是无指向性声源的旋转中心与声中心存在同轴度偏差,随着旋转角度的变化,声中心会发生偏移;其二是传声器没有对准声源的声中心,传统的人工定位方法通过三维测距进行定位,可以保证传声器的头部定位在准确的位置,但是由于传声器的头部是一个平面,其本身也存在指向性,信号是否垂直入射到平面上会使得测得的声压级值有明显差异,故传声器的对准定位误差会使测得的声压级值产生测量误差。
为了保证旋转中心与声中心重合,关键在于声源的固定装置。如图2 所示,将固定架的底盘与转台用螺栓完全固定连接在一起,底盘再带动上方的连杆和声源旋转。比起传统使用三脚架固定声源的方式,这样既可以从固定装置入手解决声源旋转中心同轴问题,也在承重安全方面提供了保障。

图2 无指向性声源固定装置
针对传声器的对准问题,采用激光定位设备来进行传声器的定位,在固定装置的底盘上设计了一个激光器固定装置,如图3 所示。该固定装置可以在竖直平面自由旋转,使安装在固定装置上的激光器可以将激光射向竖直平面内的每个位置。选用的“一字线”激光器可以投射出一条直线,因此,当激光器向下时,发出的激光可以与底盘上的半径分度线进行对齐;当激光器向上时,发出的激光可以投影到传声器上,当激光在传声器上的投影也呈一条直线时,就说明传声器与声源在同一竖直平面内。对于水平平面,在消声室的远处布置一个水平激光仪,当水平激光仪的激光同时投影到传声器和声源的中心线上时,就能确保传声器与声源在同一水平平面内。如图4 所示,传声器与声源既处于同一竖直平面又处于同一水平平面,因此,它们处于同一直线上,通过这种激光对准方法解决了传声器对准声源声中心的同轴问题。图5 为实际测试的场况。
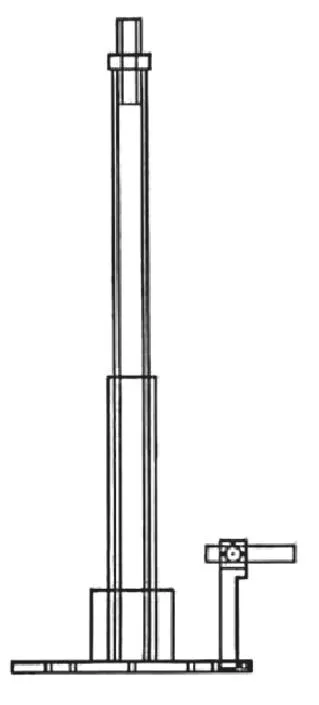
图3 声源固定装置与激光器
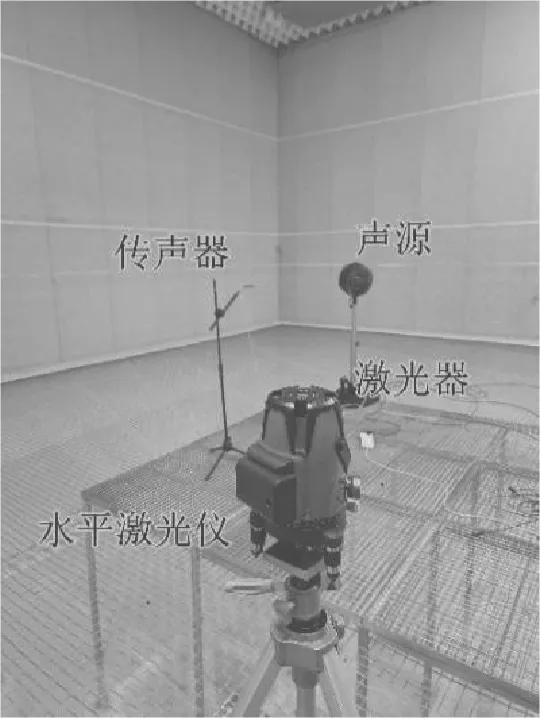
图5 激光定位实测图
2.2 自动控制
测量指向性指数需要每隔5°进行一次测量。由于测量的点位很多,如果转台与测试进程均手动控制,不仅会耗费大量的时间,而且存在人为操作引入误差的可能性,因此,需要设计一套自动控制的程序来控制整个校准过程。
控制程序使用MATLAB 进行编写,算法流程如图6 所示,主要分为三个步骤:第一步是测量过程,计算机通过控制程序,向多通道声分析仪发出指令,让其提供的粉红噪声信号通过功率放大器激励无指向性声源,使声源发声,同时收集传声器采集到的声压级数据,并储存在计算机中;第二步是转台转动过程,当完成一次测量过程后,计算机给转台发出指令,让它旋转5°,并且让转台返回一个当前角度的数值至计算机,供操作者随时监控;第三步则是一个状态判断过程,从0°起始位置开始,每次转台旋转完毕后,判断是否已经转完一圈。如果没转完则回到第一步,如果转完了则结束测量进行后续数据处理与计算。自动控制程序的存在大幅提高了工作效率,也使得整个工作进程变得更加合理。
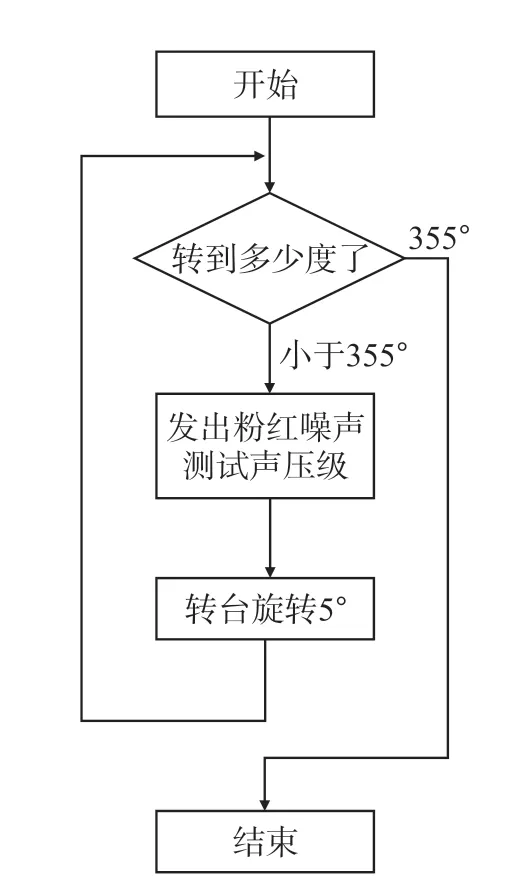
图6 自动校准流程
3 测试结果分析
为了验证激光定位的引入对指向性指数校准结果的影响,在上海市计量测试技术研究院的全消声室对杭州某公司生产的AWA5510 型无指向性声源进行校准。根据校准规范对测量指向性指数的要求,测试频率为100 ~5 000 Hz。对同一台无指向性声源,分别采用激光定位和手动定位的方式对指向性指数进行重复性测试,各测试六次,然后对标准偏差进行分别计算,标准偏差结果如图7 所示。从图中可以看出,经过激光定位后,六次测量的标准偏差要明显小于手动定位的结果,其标准偏差最大不超过0.3 dB,可以满足无指向性声源指向性指数校准的要求,而手动定位的结果其标准偏差最大超过了0.7 dB。标准偏差的对比结果表明,通过激光定位后的无指向性声源指向性校准具有较好的复现性。
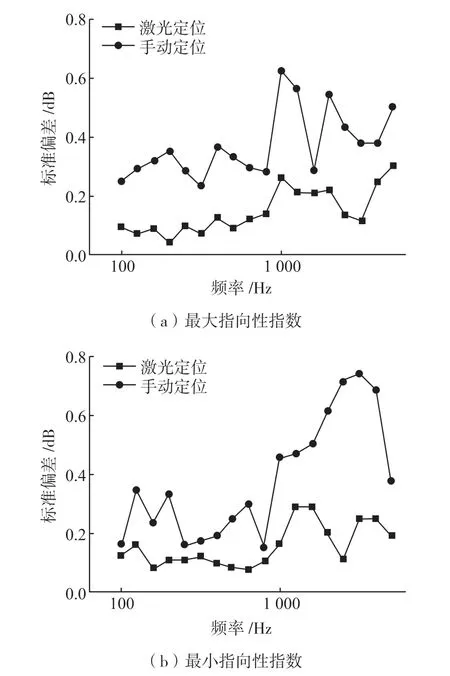
图7 激光定位与手动定位标准偏差的对比
4 结语
本文介绍了一种自动校准无指向性声源的指向性指数的解决方案,包括设计固定装置、设计对准方法、编制控制程序这三个组成部分,该方法具有准确、便捷、快速、易复现等优点。该方案的建立解决了无指向性声源指向性校准问题,完善了无指向性声源校准溯源体系,提升了指向性指数的校准准确度,为保障无指向性声源指向性指数的量值统一提供技术支撑。
