双丝气电立焊技术在大型集装箱船中的应用研究
2023-12-04陈庆城
陈庆城
(广船国际有限公司,广州 511462)
随着世界经济的飞速发展,集装箱船作为集装箱的现代物流运输载体,正向着大型化、高速化和多用途方向发展。由于大型集装箱船设计的货舱开口大,没有内部甲板,为保证船体强度,同时提高抗扭强度,在双层舷侧顶部设计了抗扭箱结构,均采用高强度钢E40、超高强度钢E47 及止裂钢,厚度60 ~85 mm。鉴于大型集装箱船超厚板的特点,开展超厚板的高效焊接技术研究。
气电立焊(Electrogas Welding,EGW)作为一种大输入的高效焊接方法,具有单面焊双面成形、熔敷效率高、焊接速度快、焊接过程稳定、焊缝成形美观及质量高等优点,已广泛应用于国内外船舶、钢结构焊接中。气电立焊工艺一般只能焊接厚度不超过40 mm 的板材[1-2],双丝气电立焊是气电立焊的延伸,可应用于40 mm 以上厚度板材的焊接。但是,双丝气电立焊焊接热输入量较大,通常为300 kJ·cm-1及以上,60 mm 的厚板甚至达到400 kJ·cm-1,而焊接接头的冲击韧性会随着线能量的增大而急剧降低。因此,从板材、焊材、坡口角度及间隙、焊接参数的选择方面研究双丝气电立焊工艺技术的接头力学性能及焊接性能,对于保证大型集装箱船超厚板的焊接质量尤为重要。
1 双丝气电立焊机理
双丝气电立焊利用专用焊接辅助小车夹住两把焊枪,采用1.6 mm 药芯焊丝,以CO2气体为保护层,沿焊缝旁固定的齿轮轨道由下向上进行焊接。在焊接过程中,两根焊丝的焊接电弧为双电弧。单熔池金属将整个坡口填满,焊接时在V 形坡口接缝背面粘贴带有U 形凹槽的陶质衬垫,在坡口的正面用水冷滑块托住熔池强制成形,以达到双丝气电立焊单面焊双面一次成形的效果。焊接熔池原理,如图1 所示。

图1 焊接熔池原理
2 钢板材料与焊接材料选择
2.1 钢板材料选择
在钢板材料选择方面,由于E40 级钢材焊接接头需要进行-20 ℃温度下的冲击试验,在400 kJ·cm-1表1、表2 所示。焊接线能量下,其热影响区的冲击急剧下降,需要采用专门的大线能量钢板。通过焊接试验及理化试验验证,改善钢板的化学成分及轧制工艺,最终完成挪威船级社(Det Norske Veritas,DNV)、英国劳氏船级社(Lloyd’s Register,LR)、法国船级社(Bureau Veritas,BV)对钢板的大线能量焊接试验认证,力学性能特别是-40 ℃的冲击性能均满足规范要求。根据大型集装箱船抗扭箱舷顶列板所需的材质,钢板选择南京钢铁集团有限公司(以下简称南钢)生产的E40-W600 大线能量焊接用钢。60 mm 厚大线能量钢板E40-W600 化学成分及力学性能测试结果,分别如

表1 南钢E40-W600 大线能量钢板的化学成分

表2 南钢E40-W600 大线能量钢板的力学性能测试结果
2.2 焊接材料选择
大型集装箱船抗扭箱舷顶列板采用E40 级材质,因此焊接材料不能选择常规船用钢板所用的3Y 级焊材[3]。结合DNV 的规范要求,通过等强匹配的原则选择焊接材料,采用VY40 级双丝气电立焊DWS50GTF、DW-S50GTR 型号焊丝,其化学成分和力学性能分别如表3 和表4 所示。衬垫选择双丝气电立焊专用FAMIARC 的KL-4 型号陶瓷衬垫。通过针对性的焊材选择,减少厚板焊接应力冷裂纹的产生。

表3 焊丝化学成分 单位:%

表4 焊丝力学性能
3 装配坡口及工艺参数选择
3.1 装配坡口选择
坡口角度和间隙的设计直接影响焊接填充量,进而影响焊接效率、焊接变形及焊接线能量,因此坡口的选择应在确保焊接质量的前提下减少焊接填充量和焊接线能量。为实现大型集装箱船抗扭箱舷顶列板单面焊双面成形的目标,本试验选择60 mm 厚的大线能量钢板E40-W600,坡口形式设计为单边V 形坡口,坡口角度为20°,间隙为6 ~8 mm,钝边为0 ~1 mm,如图2 所示。
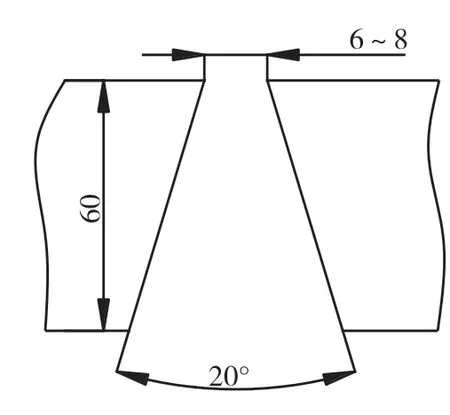
图2 坡口形式(单位:mm)
3.2 工艺参数选择
根据双丝气电立焊的机理,坡口背面粘贴陶瓷衬垫,坡口正面安装水冷滑块。为保证焊接双电弧单熔池的稳定性及焊缝正反面成形,焊接电源后丝R 为直流正接法,前丝F 为直流反接法。60 mm 厚的大线能量钢板E40-W600 双丝气电立焊前后两根焊丝的干伸长为32 mm,焊枪角度为8°~12°。后丝R 到衬垫的距离为20 mm,两根焊丝的间距为15 mm,如图3 所示。焊接时,后丝R 固定不摆动,前丝F 的摆动宽度为15 ~20 mm。试验焊接参数选定如表5所示。

表5 试验焊接参数

图3 前后焊丝距离(单位:mm)
3.3 质量检测
焊接结束后进行外观检测,常温放置48 h 进行无损探伤。由于E40-W600 大线能量钢板为60 mm厚,无法进行X 光拍片。如果按照常规超声检测(Ultrasonic Testing,UT)双面双测的方法进行检测,过厚的板在焊缝区域会存在UT 探伤盲区,导致焊接质量问题。根据DNV 规范要求并综合各方面因素,推荐高精度超声波衍射时差法(Time Of Flight Diffraction,TOFD)+UT+ 磁粉检测(Magnetic Particle Testing,MT)的100%探伤检测。经检测,该试验焊缝接头外观及探伤结果均满足规范要求。
4 理化性能试验与工艺评定
4.1 冲击试验
根据船级社相关规范的特别规定,对焊接接头进行冲击试验。该试验在母材上表面下2 mm、下根部上2 mm 及中间板厚3 个位置的焊缝中心位置进行取样,分别记作WM(Cap)、WM(Root)和WM(t/2)。同时,在熔合线(Fusion Line,FL)、FL+2 mm、FL+5 mm的上表面、下根部和中间位置,以及FL+10 mm 的上表面位置进行取样,所有试样均进行-40 ℃温度下的冲击试验。为充分验证对背面的冲击,增补-20 ℃下根部FL+2 mm 的冲击试验,试验数据均高于DNV 规范最低值39 J 的冲击要求[4-5]。试验结果如表6 所示。
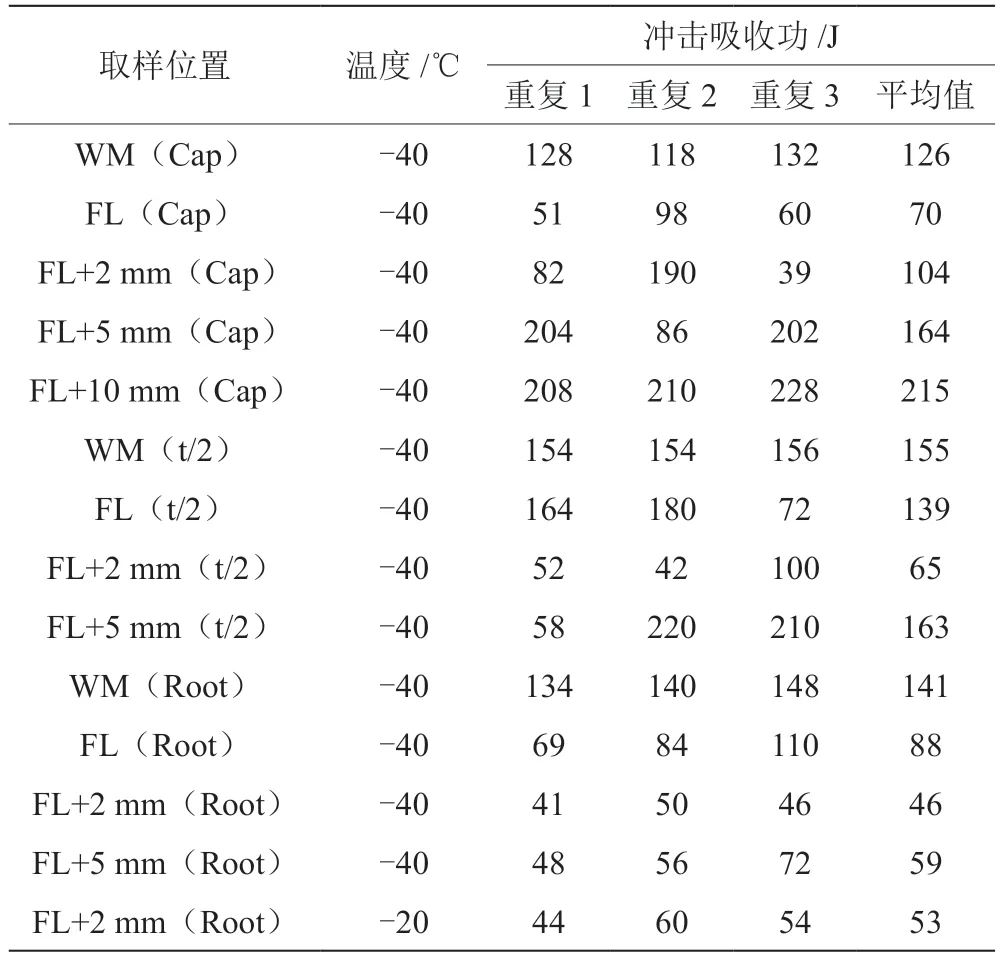
表6 焊缝不同位置冲击韧性值
4.2 拉伸和弯曲试验
根据DNV 规范中E40 钢最小抗拉强度490 MPa的要求,对焊缝进行横向拉伸和弯曲试验。由横向拉伸试验结果可知,断裂位置在母材一侧,抗拉强度平均值为541 MPa,符合规范要求。弯曲试验为对焊接接头进行侧向弯曲,试验结果符合规范要求。焊缝横向拉伸与弯曲试验结果如表7 所示。
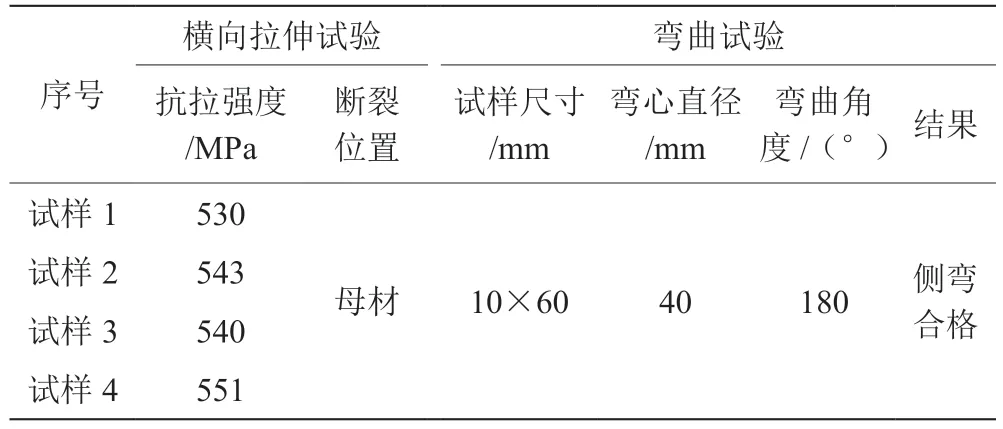
表7 焊缝横向拉伸与弯曲试验
4.3 接头金相试验
4.3.1 宏观检测
截面显示焊缝、熔合区和热影响区清晰、熔合良好,未发现未熔合、裂纹、气孔等明显焊接缺陷,如图4 所示。

图4 宏观检测截面
4.3.2 微观金相检测
试样经过粗、细磨后放在抛光机上抛光,若表面没有明显划痕则用4%的硝酸酒精溶液进行腐蚀[6]。腐蚀后,在金相显微镜下观察焊缝区、热影响区的显微组织,如图5 所示。图5(a)焊缝区主要组织为粒状贝氏体和铁素体,强度较高。图5(b)热影响区粗晶区为沿晶界分布的片状铁素体、晶内生长的针状铁素体以及少量魏氏组织。图5(c)热影响区细晶区由珠光体、铁素体组成。经微观金相检测可知,焊缝区、热影响区均满足大线能量焊缝DNV 规范的力学性能。

图5 焊缝区、热影响区的微观组织检测
4.4 工艺评定
根据DNV 规范要求,选用南钢E40-W600 大线能量钢板,尺寸为1 200 mm×300 mm×60 mm。采用现场生产焊接试验(Welding Production Test,WPT)焊接方式进行工艺评定性能验证,在现场单独装配WPT 试板,按双丝气电立焊试验方法进行工艺评定焊接,焊接工艺严格采用试验工艺范围内的参数。WPT 焊接完成48 h 后,进行MT、UT 及TOFD 探伤及理化试验。WPT 焊接试验工艺评定的整个过程都在专业人员的见证下进行,其各项检测结果均合格。
5 双丝气电立焊技术的应用效果
现场WPT 焊接试验工艺评定认可后编制了焊接工艺规程,并在G2124 大型集装箱船抗扭箱舷顶列板大线能量钢板E40-W600 中试用,对板材、焊材、坡口角度及间隙等方面严格按照工艺评定试验执行,尽量控制坡口角度及间隙下限值,减少焊接填充量,进而降低焊接热输入量,满足焊接正反面的成形,保证焊缝内部质量。经过对比之前采用的多层多道焊的二氧化碳气体保护焊后发现,同为60 mm 厚钢板,二氧化碳气体保护焊约需2.5 d 完成焊接;采用双丝气电立焊技术进行焊接,约1.5 h即可完成,焊接效率提高10~12倍。同时,抗扭箱舷顶列板大线能量钢板E40-W600 双丝气电立焊经UT+TOFD 无损探伤为100%合格。
6 结语
通过对国内南钢E40-W600 大线能量钢板进行双丝气电立焊的焊接工艺研究可知,在大型集装箱船抗扭箱舷顶列板中应用双丝气电立焊,严格控制坡口角度及间隙等工艺参数下限值,能够减少焊接填充量,降低焊接热输入,进而获得良好的力学性能。双丝气电立焊技术焊接质量稳定,与传统二氧化碳气体保护焊对比,其焊接效率提高10 ~12 倍。双丝气电立焊技术的成功应用,丰富了大型集装箱船厚板的关键焊接核心技术,有效带动大线能量钢板国产化的配套行业进入国际船配高端市场,为国产配套行业的发展提供了高质量的发展平台,为我国成为世界造船大国、强国夯实了基础。
