基于PLC 的玻璃磨边开孔工作站控制系统设计
2023-12-04薛枫
薛 枫
(江苏省常州技师学院,常州 213000)
近年来,随着电子计算机技术的飞速发展,电气设备自动化应用范围越来越广泛。可编程逻辑控制器(Programmable Logic Controller,PLC)作为自动控制领域的核心,在当下智能制造领域中占据着越来越重要的地位。为提高玻璃磨边开孔效率,全面提高生产效率,降低人工制造造成的孔位误差及人力劳动强度,通过优化设计基于PLC 的玻璃磨边开孔工作站控制系统,能够更好地管控玻璃磨边生产流程,提高系统运行稳定性,实现企业提质降本的发展目标。
1 基于PLC 的玻璃磨边开孔工作站控制系统方案设计
1.1 现场工作环境分析
某玻璃厂位于我国东南地区,夏季天气炎热潮湿,冬季寒冷干燥。玻璃生产为全封闭的室内环境,厂区通风较差,尤其在夏季气温偏高时,需考虑室内散热及自动化控制系统的散热问题。厂区冬季温度较低,但一般不会达到结冰的程度,对自动化控制系统影响较小。由于湿度较大,需要做好防锈处理,避免机器生锈老化,缩短使用寿命[1]。
1.2 控制系统的总体要求
目前,切割、钢化、曲面成型等工序已经基本实现机械化、自动化生产,正在逐步向智能化生产过渡。但是,玻璃磨边开孔工序依旧以人工方式为主,相比自动化生产存在较大误差,而且部分应用在建筑装饰中的玻璃质量较重,人工劳动强度极大,生产效率较低。在此背景下,国内学者对玻璃磨边开孔等工艺与机械化加工展开了大量研究。基于PLC 的玻璃磨边开孔工作站控制系统是用机械代替手工生产,从而实现提质增效的产业发展目标。
2 系统硬件设计
2.1 元件选型
玻璃磨边开孔工作站控制系统由PLC、传感器、伺服电机、伺服驱动器和上位机等元件组成。PLC是整个系统的核心控制部件,通过计算机和自动化控制技术控制整个生产流程,其输入/输出(Input/Output,I/O)形式分为自动输入和手动输入信号两种,输入点为I0.0 ~I0.7、I1.0 ~I1.7。玻璃磨边开孔工作站的具体工作流程是利用气动卡爪对玻璃进行定位,然后利用气动吸盘吸住玻璃,再将成型后的玻璃经输送机送到待加工位置。玻璃磨边开孔工作站主要元件包括主轴电机、气动吸盘、输送带减速电机以及X轴、Y轴、Z轴的机械手[2]。
2.2 电路设计
电路设计包括输入口和输出口,其接线原理图如图1 所示。输入口电路设计应满足系统稳定高效运行的功能要求,方便操作及调试设备,并采用定位精确、反应灵敏的开关传感器监测生产流程,以便很好地控制生产流程。输出口电路设计应保证伺服电机的脉冲控速与方向信号,做好输送机启停控制。伺服驱动系统需要安装一个传感开关,如果自动装置运行方向错误,系统会发出警报,此时PLC 会读取打孔机的运行状态。
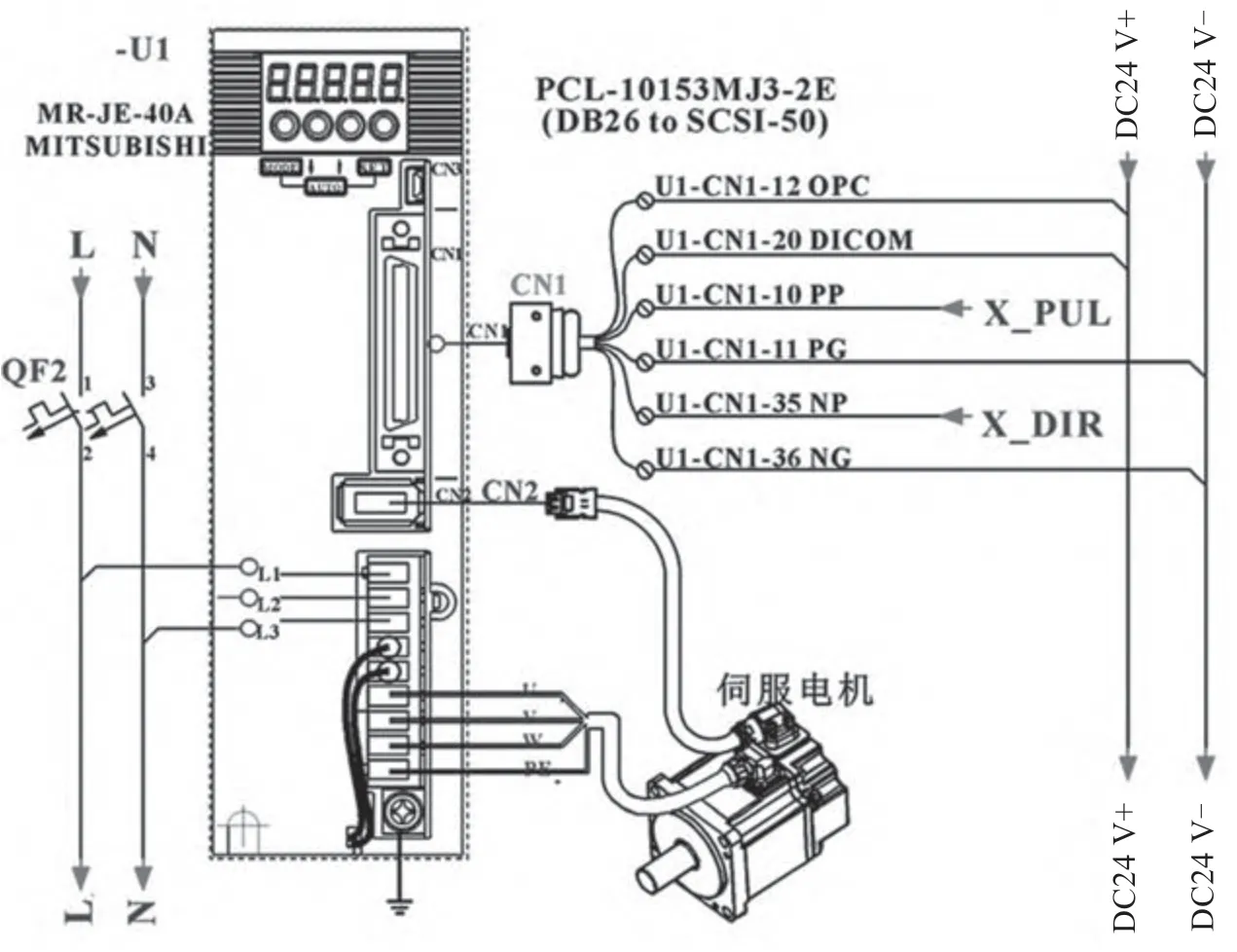
图1 电路的接线原理图
2.3 气动控制系统设计
气动控制系统设计要求实现抗干扰性强、结构简单、成本低廉的生产目标,具体是指将压缩空气作为传递动力,与机械、电气、PLC 等全部综合构成的控制回路对整个自动化系统进行功能上的补充,气路原理图如图2 所示。基于某玻璃厂的玻璃磨边打孔工况实际情况,通过优化设计气动控制系统,强化气动吸盘的抓取能力,能够改善玻璃抓取不稳定的问题。通过安装一个小型消音器,能够降低接触玻璃时产生的噪声[3]。

图2 总气路图
3 系统软件设计
3.1 控制系统软件设计
玻璃磨边开孔控制工作站控制系统软件的核心元件是PLC、中央处理器(Central Processing Unit,CPU)和主板。输入控制程序对整个系统进行调试控制。PLC 控制程序设计采用模块化设计方法,程序主体框架有主程序模块、中断控制程序模块、手动控制模块,附属框架有高速脉冲输出子程序模块。通过调控启停程序确定系统软件的运行情况,执行步骤分为以下3 步:第一,执行初始化操作;第二,将PLC输出点复位;第三,在有启动信号的情况下,按顺序输出多段动力输出(Power Take Off,PTO)。
3.2 上位机监控系统设计
上位机监控系统负责控制设备状态的人机交互页面,主要是让操作人员全方位了解生产线上玻璃的位置。主界面程序简单,依靠TIA 软件实现可视化,包括玻璃磨边操作参数调试入口、系统设置入口、故障诊断入口和历史数据。触摸屏设有固定的玻璃型号加工尺寸,可根据生产需要自定义调试参数。触摸屏专用功能与PLC 系统功能相辅相成,实现上下位机的交互,手动界面由时间显示、报警显示、手自动切换几个部分组成,简单易学,运行稳定,为玻璃磨边打孔工序展开提供了巨大便利。对于参数设置界面,伺服参数主要包括工作台取片位置、下片位置、运行速度和运行功率等部分[4]。
3.3 系统通信设计
基于PLC 的玻璃磨边开孔工作站控制系统包括各种自动化设备、计算机数控技术(Computerized Numerical Control,CNC)、伺服系统以及输送机等,在设计过程中必须保证系统通信良好,具有较强的交互性,从而为工作人员监控自动化生产流程提供方便。一旦设备运行出现故障,要能够及时发现,并进行相应的调试。传统的玻璃磨边打孔生产程序由于串行通信方式使用线路少,通信连接十分不便,而PLC 控制器通信与其他智能设备直接连接,只要有满足通信的网络,就能够及时交换信息[5]。
4 系统的校核优化与实际运行
基于PLC 的玻璃磨边开孔工作站控制系统硬件和软件优化设计后,还应经过现场的校核优化,对硬件和软件设计结果进行检验。首先,检查各硬件配置情况,完成硬件接线后系统安全上电,确定驱动器配置情况,进行参数设置。其次,根据硬件设计内容确定可视化组态情况,通过TIA Portal 组态好各硬件,利用计算机在线检查系统各个硬件运行情况。最后,进行系统调试,确定工作站主轴运行是否存在故障,限位信号是否可靠,校核检验存在问题时仔细分析PLC程序自动逻辑,定位解决问题,保证自动化程序有序执行。
5 结语
目前,全球制造业发生深层次变化,国内生产制造产业处于重要的转型时期,现有制造设备的自动化与智能化亟待改造升级,提高控制能力。玻璃制造在智能制造领域占有重要地位,因其透光性好、质量轻等优势,如今正广泛应用于建筑、家居装修等领域。磨边开孔处理在玻璃制造中的作用是提高玻璃性能的稳定性,降低玻璃破损风险,基于PLC 的玻璃磨边开孔工作站控制系统,从硬件设计和软件设计两个方面展开控制系统的升级,有效提高玻璃磨边生产效率,保障玻璃生产质量。该系统运行十分稳定,满足了当下智能制造的发展要求。
