焊接设备校准标准方法现状分析
2023-11-30李智才陈兆玲
李智才,陈兆玲,古 越
(中车株洲电力机车有限公司基础研究与试验中心,湖南 株洲 412001)
随着焊接工艺的不断发展,焊接水平的逐渐提高,保证焊接设备的工作性能正常稳定是严格保证焊接工艺要求的必要条件。在一段周期内对焊接设备进行校准、确认,是检查焊接设备的工作性能是否正常稳定的必要操作,对焊接设备的研究方向从最初的电路设计可靠性问题转变为量值溯源性问题。
通过对焊接设备校准标准进行分析,文章归纳了截至2023 年3 月的标准方法,共引用7 项国际、国家或行业(地方)标准,对弧焊设备的校准和测试技术进重点剖析。
1 焊接设备校准标准方法概况
校准标准方法共7 项,其中国际标准2 项,国内标准5 项。校准对象涵盖了电弧焊机、电阻焊机、直流焊接电源、交直流焊接电源等设备,各标准的适用范围不同,校准项点也各不相同。表1 列出了7 项标准方法。

表1 电焊机校准国际、国家或行业(地方)标准
以下对各个校准方法进行详细分析说明。
1.1 JJG124-2005
焊接设备的输出电压和焊接电流通过指示表进行监控显示,采取对焊接设备上装设的电流表和电压表进行校准的方式,间接实现焊接设备的量值溯源。将电流表、电压表拆卸后单独校准,合格标准多为各使用单位自行定义,指示表校准合格即视为焊接设备校准合格。
1.2 JJF(津)02-2020
适用范围:标准适用于用于输出电压不高于400 V、输出电流不高于1 000 A 的交流(50 Hz/60 Hz)的直流电焊机焊接电源焊接电流、输出电压的校准,不适用于输出电流为脉冲式焊机焊接电源的校准。
校准方法:将焊接电源与标准负载电阻连接,在输出焊接电流10%~100%量程内均匀选取不少于5个校准点,电压校准点选择开路状态时的空载电压值和校准焊接电流值的负载电压。通过直接测量法测电压,采用直接测量(专用设备)或间接测量法(标准电阻)测电流。
标准设备:标准电阻、数字多用表、交直流电焊机校准装置引入的校准误差应不大于被校准电焊机最大允许误差的五分之一,其中标准负载电阻的阻值是固定的。
1.3 JJF(机械)1025-2019
适用范围:适用于对电弧焊机的电压、电流、功率参数进行校准,对电阻焊机的电流、功率、电极力、时间参数进行校准。标准中明确提出电弧焊机校准时,应满足不同焊接方法所要求的输出特性,即对负载电阻装置有为焊接电源提供适合该焊接方法所要求的输出特性的要求,负载电阻装置的阻值需是可调节的。表2 列出了校准项目、范围、标准设备(允许误差)和焊机允许误差,表3 为焊接工艺和约定负载电压值。

表2 校准项目、范围、标准设备和允许误差

表3 焊接工艺和约定负载电压值
1.4 JJF1985-2022
适用范围:标准适用于焊接电流≤2 000 A 直流电弧焊机焊接电源和交直流弧焊机焊接电源直流特性的校准,不适用于交流、脉冲、等离子弧焊接的校准。标准定义的项目、测量范围、允许误差见表4。
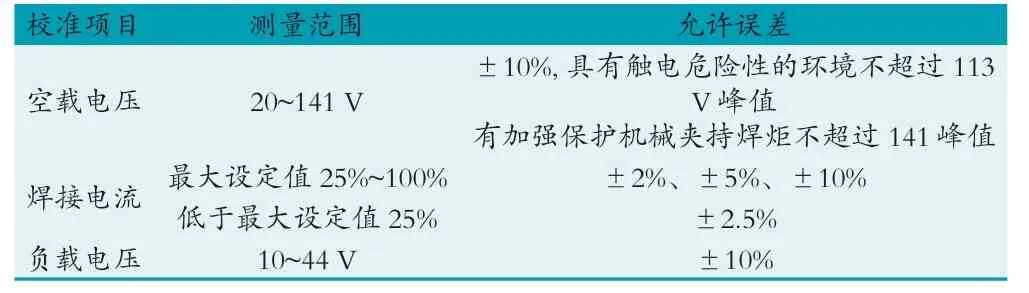
表4 校准项目、测量范围及允许误差
校准方法:选取额定空载电压作为校准点,将空载电压测量模块可调电阻接入焊接回路,记录下调节电阻过程中并联在电阻两端电压表的最大电压值,与焊接电源空载电压显示值差值为空载电压示值误差。焊接电流和负载电压示值误差则是在额定输出焊接电流全量程内均匀选取3~5 个校准点,选取电流校准点对应负载电压的最大值与最小值作为校准点,负载电压与焊接电流校准同时进行。其中焊接电流示值相对误差的定义较特殊,焊接电流在最大设定值25%~100%区间时,为电流示值差值与电流测试仪测量值的比值,低于最大设定值25%区间时,为电流示值差值与额定最大焊接电流值的比值,计算方法不同。
标准设备:直流电压表、电流测试仪、负载装置,标准设备引入的扩展不确定度应不大于被校准焊接电源最大允许误差的三分之一,其中负载装置明确要求采用恒阻负载装置。
1.5 GB/T 15579.14
GB/T 15579.14 于2022 年7 月1 日 实 施,等 同 采 用IEC 60974-14:2018《Arc welding equipment-Part 14:Calibration,validation and consistency testing》。具体分析可见下文1.6。
1.6 IEC 60974-14
目前国际上针对焊接设备校准的主要标准是IEC 60974-14 和BS EN 50504:2008。BS EN 50504:2008 于2021 年11 月23 日撤消并完全被IEC 60974-14 取代,文章不再对BS EN 50504:2008 进行分析。
适用范围:IEC 60974-14 已被国家标准化管理委员会等同采用,适用于弧焊设备的校准、确认,不适用于用于切割、气刨的等离子焊接系统和依据IEC 60974-6《弧焊设备:第6 部分 限制负荷设备》设计的弧焊设备,可实现对电弧焊机的电压、电流、送丝速度进行校准。
该标准对焊接设备送丝装置的送丝速度提出校准要求,对弧焊设备引入标准级和精确级两个准确度等级。设备指示仪和仪表的精度经验证后满足IEC 60974-1 或IEC 60974-5 的要求为标准级,经验证后高于IEC 60974-1 或IEC 60974-5 的要求为精确级。测量对象、项目和允许误差见表5。
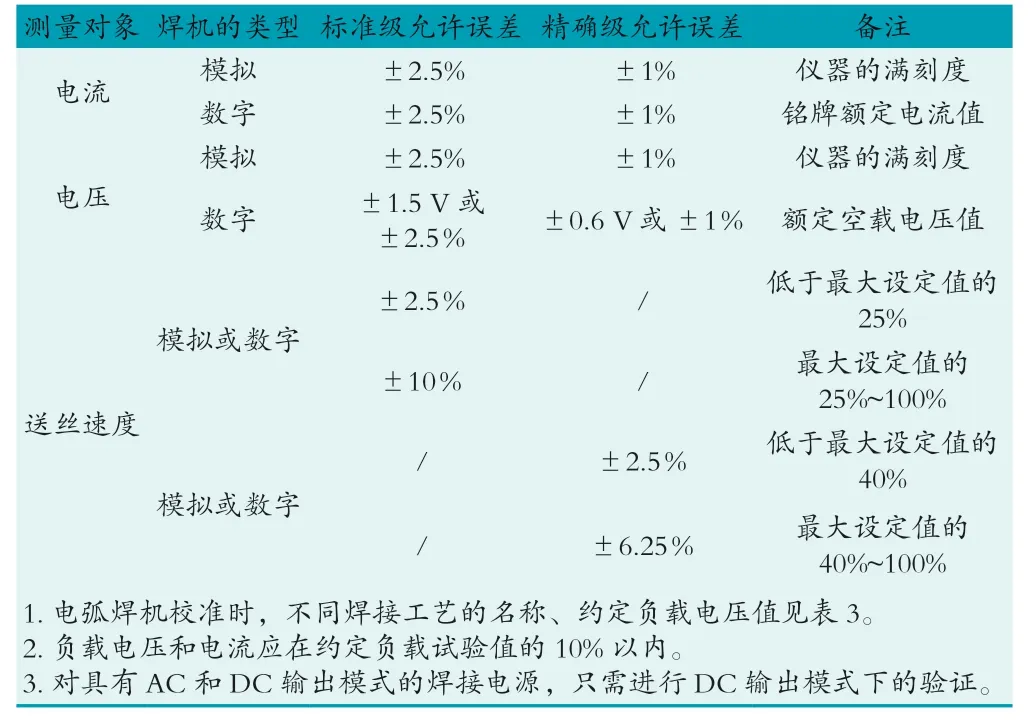
表5 测量对象和允许误差
校准方法:均匀选取不少于5 个校准点,计算出每个校准点对应的设定值,调节负载装置电阻,满足约定负载要求。分别记录输出示值和校准装置实测值,记录3 次测量数据,以3 次测量算术平均值作为测量结果。
标准设备:数字多用表、电流传感器、送丝速度测速装置、试验负载,测量用标准设备引入的测量误差应不大于被校电弧焊机最大允许误差绝对值的2/5,试验负载装置应电阻可调,能承载焊接电源输出功率,保证负载电压和电流在约定负载试验值的10%以内,具有良好的散热和温度稳定性。
现今焊接设备向着数字化、功能化、智能化发展,一台焊接设备常有多种操作模式,不同模式下又有多种焊接工艺和程序模块。智能化焊机内置的焊接工艺模块已实现通过设定焊接电流自动匹配输出电压和送丝速度、设定输出电压自动匹配焊接电流和送丝速度、设定送丝速度自动匹配输出电压和焊接电流的功能并广泛用于实际生产。在上述工况下,使用恒阻负载装置的校准方法测得的电流、电压值并不能真实反映智能焊机的输出性能。通过上述标准的分析,在满足焊接设备不同焊接工艺约定负载电压值的情况下进行校准测试将是必然趋势。此外,送丝机构送丝速度对焊接工艺的影响不可忽略,宜对送丝速度进行校准。
2 弧焊设备校准和测试技术
弧焊设备是利用电弧热量融化金属进行焊接的设备,其校准和测试技术具有广泛意义。下文对一种可行的弧焊设备校准和测试技术方法进行简述和分析。
焊接回路中包含焊接电源、焊把线和夹具,实际焊接作业和校准试验中回路中都存在一定的内阻。为保证焊接设备校准结果的准确性,校准过程中必须考虑回路电阻。校准过程中焊接回路的内阻与负载装置电阻的和为实际的负载值,校准操作中实际负载值很难实现与约定负载要求的负载装置电阻理论值一致,可约定保证输出电流与负载电压满足约定偏差不超过10%,校准时,输出电流、输出电压的设定值应根据实际电阻值进行相应的调整。如何确定并调节负载装置的电阻,如何确定焊接电源的电压、电流设定值是开展校准工作的难点。
以某型号的MIG/MAG 电弧焊机为示例,电流输出范围为0~500 A,测得焊接回路内阻r 为11.3 mΩ,依据GB/T 15579.14 和IEC 60974-14,输出电流、输出电压校准的设定值导出可见下表6。
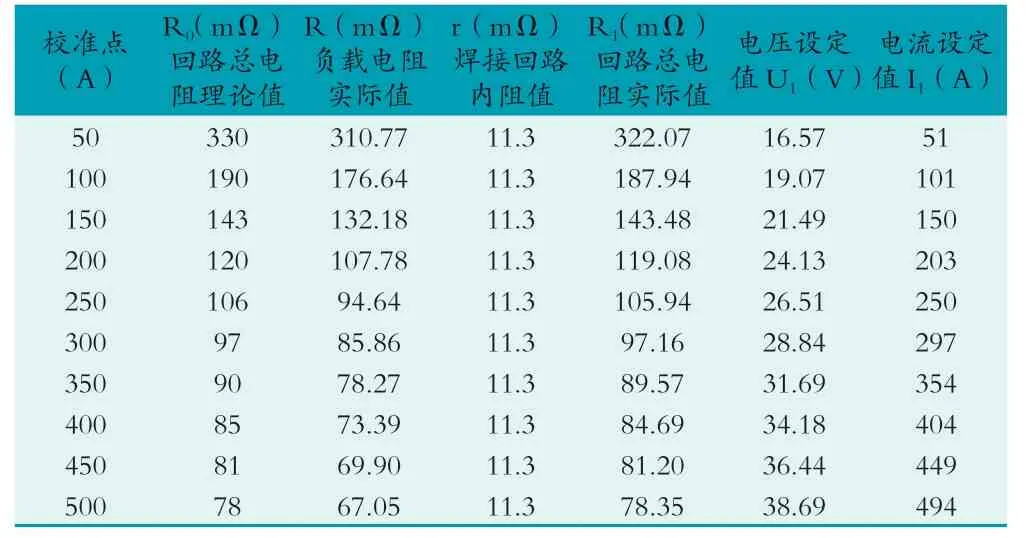
表6 输出电流、电压设定值
通过带夹具的线缆将焊枪导电嘴与负载装置联接,取下负极线,通过线缆将焊接电源的负极与负载装置另一端联接。接线方法见图1。在焊接电源使用范围内选取不少于5 个校准点,按照表6 导出的输出电流、电压设定值进行设定,进而进行校准测试工作。

图1 接线图
3 结语
在焊接校准测试的研究中,先后出台实施了一批地方、行业、国家的焊机校准规范,确保了焊接设备的有效溯源,助力了焊接工艺质量和水平的提升。但随着焊接设备的发展,现行的校准方法已不能完全满足实际需求,需要与国际标准接轨,对测试技术和方法进一步更新和完善。
