基于PLC、变频器、触摸屏的全自动工业洗衣机控制系统的设计
2023-11-29罗定职业技术学院曾繁玲
罗定职业技术学院 曾繁玲
针对工业洗衣机的控制要求和控制原理,提出一种以基于PLC、变频器、触摸屏的控制系统设计,对控制系统进行了软、硬件设计。本控制系统以三菱FX3U-48MR 系列PLC 为核心控制器,通过三菱FR-E740 系列变频器参数设置和外部端子与PLC 连接实现三段调速及斜波增、减速的效果;PLC 程序采用基本指令和功能指令编程,容易理解和使用方便;液位传感器检测高低水位,实现程序自动转换;嵌入式TPC7062K 触摸屏与PLC 连接进行数据传送和交换,实现人机交互。通过PLC、变频器、触摸屏三者相互配合,实现了洗衣机的全自动控制,大大提高了洗衣机的工作效率。
洗衣机是日常生活中常见的家电之一,工业洗衣机广泛应用于酒店、学校、工矿企业、医院等洗衣量大、洗衣频繁的场所,它的使用过程与家用全自动洗衣机相同,所不同的是要求具有较强的承载能力和抗干扰能力。本文工业洗衣机控制系统的设计是以可编程控制器(PLC)控制,具有运行可靠、抗干扰能力强等特点;采用变频器实现电机调速,具有高效节能、节水、功耗低等优点;利用触摸屏实现人机交互界面,具有用户操作方便、界面简单直观等优点。通过PLC、变频器、触摸屏实现洗衣机的全智能化控制,从而提高了洗衣的工作效率。
1 控制要求和控制原理
按下工业洗衣机启动按钮,其自动完成“进水→洗涤正转→暂停→洗涤反转→暂停→排水→脱水→报警→停止”九个工作流程。进水由进水电磁阀执行,排水由排水电磁阀执行。进水时,电气控制系统自动打开进水电磁阀,经进水管道排入洗衣桶;排水时,电气系统自动打开排水电磁阀,经排水管道将水排出机外。洗衣机从进水至脱水环节共执行3 次大循环,大循环够3 次,洗衣机发出报警信号,自动停机,完成工作任务。洗衣机由四个工作流程(洗涤正转→暂停→洗涤反转→暂停)构成一个小循环,小循环执行3 次,洗衣机进入排水环节。洗衣机的水位通过液位传感器进行自动检测,当检测到高水位时停止进水;当检测到低电位时开始脱水并排水[1]。
工业洗衣机控制系统主要控制部件由PLC、触摸屏、变频器、传感器等构成。控制系统的核心部分是PLC,其对输入状态进行扫描,可将触摸屏和传感器发出的请求信号送到输入映像寄存器,然后执行PLC 程序,将程序执行结果写入输出映像寄存器,送到输出锁存电路,驱动变频器、电磁阀和指示灯等输出设备。变频器控制三相异步电动机实现正反转和调速,洗衣机洗涤的正转和反转分别采用三段变频调速,脱水时采用工频输出。触摸屏设定启动按钮、停止按钮,显示正、反转运行时间和循环次数等参数,实现人机交互界面,完成数据的采集、监测与处理等。
2 控制系统的硬件设计
2.1 I/O 分配表
对工业洗衣机的控制要求进行分析,由2 个按钮开关(启动按钮和停止按钮)和2 个液位传感器(高水位传感器和低水位传感器)组成PLC 输入设备,由3 个电磁阀、1 个报警指示灯、2 个控制变频器运行信号组成PLC 输出设备、3 个控制变频器调速信号(变频器高、中、低速)组成。其I/O 具体分配如表1 所示。
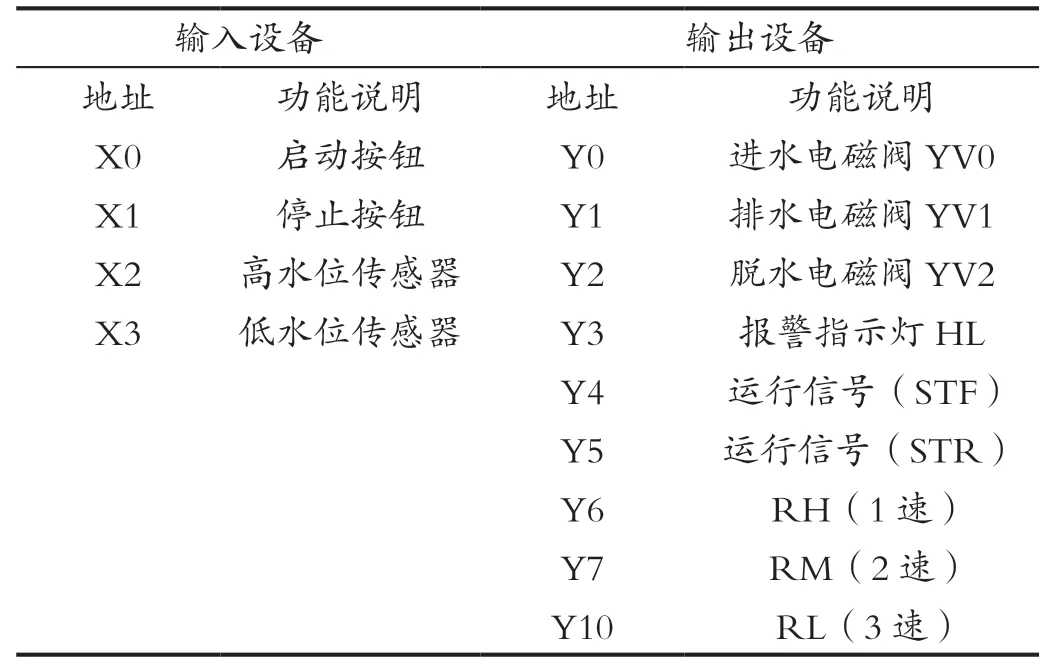
表1 I/O 分配表Tab.1 I/O allocation table
2.2 PLC 选型
根据I/O 分配表,控制系统的PLC 控制输入输出点共需13 个,其中输入点5 个、输出点9 个。为了控制系统留有20%的扩展裕量,本控制系统实际输入、输出点分别为输入点5 个、输出点11 个,选用三菱品牌FX3U-48MR 系列PLC 完全满足控制系统要求。
2.3 变频器选型
为了实现洗衣机控制系统的三相异步电动机的正、反转控制及三段调速控制,因此选用型号为FR-E740-1.5K 变频器。
2.4 触摸屏选型
触摸屏(TPC)选用北京昆仑通态公司嵌入式TPC 7062K 触摸屏,液晶显示屏为7 英寸高亮度TFT,四线电阻式,是一款嵌入式一体化触摸屏,以低功耗CPU 为核心。
2.5 控制系统接线图
PLC、变频器、触摸屏系统接线图如图1 所示,主电路由三相交流电源、刀开关、熔断器、变频器和三相异步电动机组成。接通三相电源,使用变频器外部端子控制三相异步电动机,带动工业洗衣机实现正反转控制;触摸屏、PLC、按钮、液位传感器、电磁阀和指示灯构成洗衣机控制电路。PLC 的进水、排水和脱水电磁阀分别由Y0、Y1、Y2 驱动;报警指示灯由Y3 驱动;变频器正转端子(STF)、反转转子(STR)分别由Y4、Y5 控制,可实现工业洗衣机的洗涤正反转、暂停及停止功能;变频器高、中、低速端子(RH、RM、RL)分别由Y6 ~Y7、Y10控制,通过PLC 程序和变频器调速参数的设定,可驱动电动机实现三段调速;TPC7062K 触摸屏通过RS-232通讯线与PLC 通讯口连接,实现联机运行[2,3]。
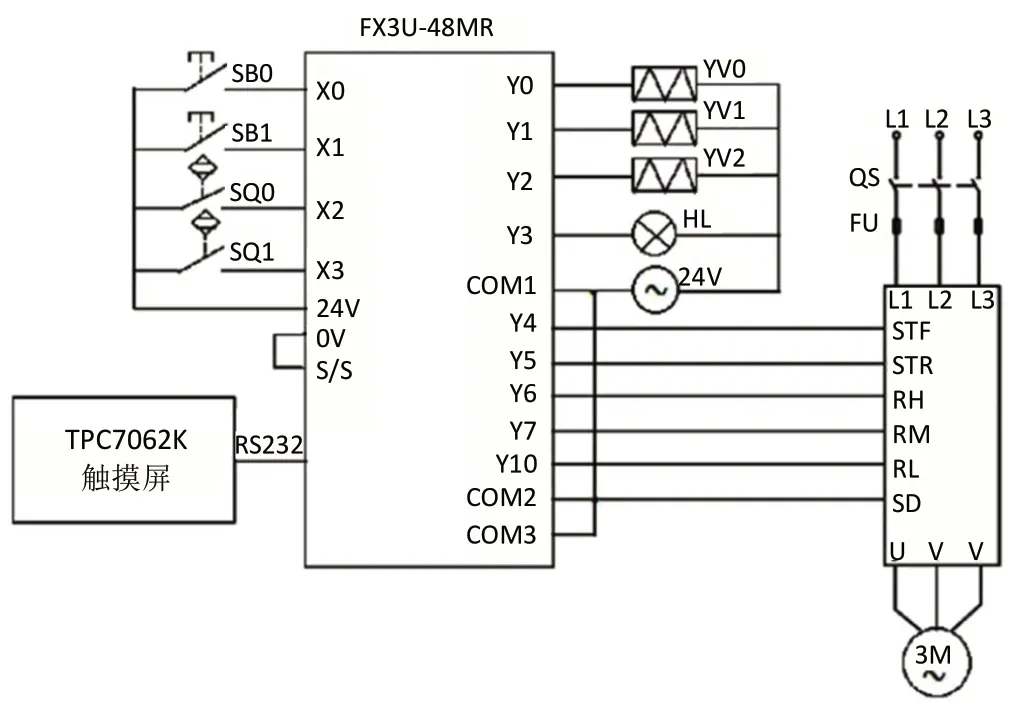
图1 PLC、变频器、触摸屏系统接线图Fig.1 Wiring diagram of PLC, inverter and touch screen system
3 控制系统的软件设计
3.1 触摸屏组态设计
3.1.1 触摸屏组态界面设计
工业洗衣机运行与组态监控界面设计如图2 所示。组态界面左边为监控区,可实时动画显示进、排水电磁阀,高、低水位传感器,洗衣机正、反转情况。组态界面的凹平面的最上方为指示灯区,分别为进水、排水、脱水、报警指示灯。凹平面的中间部分为三段速运行时间区,分别为洗涤正、反转1、2、3 三种速度运行时间构成。凹平面的最下方为循环次数和频率显示区,循环次数显示区分别为小循环和大循环的次数组成,频率区由正、反转频率和脱水频率组成。组态界面右下方为按钮区,分别为启动按钮和停止按钮[4]。
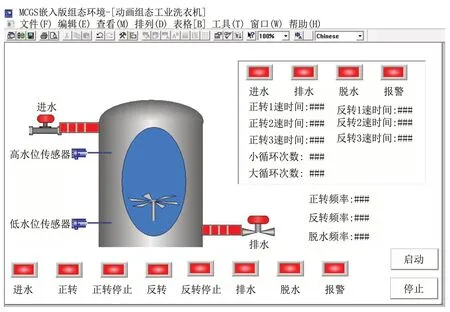
图2 工业洗衣机的组态界面Fig.2 Configuration interface of industrial washing machine
在MCGS 嵌入式组态软件工作台的用户窗口分别制作标题、洗衣桶、高低液位传感器、进排水电磁阀、流动块、转轴、按钮(启动按钮、停止按钮)、指示灯(进水、排水、脱水、报警指示灯)、正反转三段速时间(正转1、2、3 速时间和反转1、2、3 速时间)、循环次数(小循环和大循环次数)、频率(正转、反转和脱水频率)。
在组态界面设有工业洗衣机的模拟实时状态的动画,当控制系统发出进水指令信号,进水电磁阀自动打开,流动块会从左向右流动,模拟水流进,洗衣桶的水位随之会上升,当达到高水位设定值时,进水停止;当发出排水或脱水指令信号时,自动打开排水电磁阀,流动块会从左向右流动,模拟水排出外面,洗衣桶的水位会随之下降,当达到低水位时,洗衣机开始脱水和排水,转轴的正反转模拟洗衣机洗涤正反转。
3.1.2 触摸屏设备窗口组态的设定
为了触摸屏与PLC 进行通信,需将MCGS 的数据对象与PLC 内部变量进行数据的连接。在MCGS 嵌入式组态软件工作台窗口打开设备窗口,然后在设备工具箱添加通用串口父设备和三菱_FX 系列编程口,再在通用串口父设备0--[通用串口父设备]设置参数和设备0--[三菱_FX 系列编程口]设置添加Y0000 ~Y0007和Y0010、M0001 ~M0012、DWUB0000 ~DWUB0004、DWUB0020 ~DWUB0025 共30 个设备通道,最后在设备编辑窗口打开快速连接,完成变量连接。
3.1.3 触摸屏数据对象的定义
根据控制系统的控制要求,触摸屏MCGS 定义实时数据表,共设计开关型数据对象21 个(M0001-M0004、M0010、M0012;X0000-X0003;Y0000-Y0007、Y0010;旋转度),数值型数据对象12 个(DWUB0000-DWUB0004、DWUB0020-DWUB0025)。
3.1.4 触摸屏脚本程序的编写
控制系统采用MCGS 组态脚本程序完成洗衣机液位增减和正反转旋转的功能,输入脚本程序如下:
IF 设备0_读写Y0000=1 THEN
液位=液位+1
ENDIF
IF 设备0_读写Y0001=1 THEN
液位=液位-1
ENDIF
IF 设备0_读写Y0001=1 AND 设备0_读写Y0002=1 THEN
液位=0
ENDIF
IF 设备0_读写Y0004=1 OR 设备0_读写Y0005=1 THEN
旋转度=1-旋转度
ENDIF
3.2 变频器参数设置
分析工业洗衣机的控制系统要求,设定变频器参数。变频器具体参数设置如下:
上限频率pr.1 参数设定值=50Hz
下限频率(pr.2)参数设定值=0Hz
基准频率(pr.3)参数设定值=50Hz
第一速度(pr.4)参数设定值=30Hz
第二速度(pr.5)参数设定值=45Hz
第三速度(pr.6)参数设定值=25Hz
加速时间(pr.7)参数设定值=2s
减速时间(pr.8)参数设定值=2s
电子过电流保护(pr.9)参数设定值=电动机额定电流
操作模式选择(pr.79)参数设定值=3
3.3 PLC 程序设计
PLC 程序设计主要采用基本指令和功能指令进行编写,功能指令应用MOV 传送指令和区间复位指令ZRST。控制系统上电或按下停止按钮时,区间复位指令ZRST对洗衣机系统的数据进行初始化,对Y0000 ~Y0010、C0 ~C1、D0 ~D4、D20 ~D25 批量复位;传送指令MOV实现控制系统时间的计时、循环的次数、频率数值显示。
4 结论
本文在对工业洗衣机的控制要求和控制原理进行分析的基础上,对控制系统进行了软、硬件设计,通过PLC、变频器、触摸屏三者相互配合,从而实现洗衣机自动控制。通过变频器参数设置和外部端子与PLC 连接实现三段调速及斜波增、减速的效果,消除了传统电机制动对工业洗衣机的损害;采用基本指令和功能指令编程,容易理解和使用方便;使用液位传感器检测高、低水位,实现程序自动转换;触摸屏完成现场数据的采集与监测、处理与控制,实现人机交互。通过运行控制系统进行模拟调试,满足控制要求,达到预期的效果,大大提高了洗衣机的工作效率。
