自动中央厨房多处理器群控调度网络实现
2023-11-22余志鹏张志强
余志鹏,张志强,万 强
(1.顺德职业技术学院,广东 佛山 528300;2.华南理工大学 计算机科学与工程学院,广东 广州 510000)
0 引 言
中央厨房因有着高卫生标准、规范化生产流程、企业化的质量监控,加之近年来越来越广泛地使用自动化生产设备、数字化管控模式,使其能高效、安全、统一地生产多种菜品。对食物质量非常敏感的单位,如政府部门、医院、学校、事业单位等对中央厨房的产品倍加青睐。近年来,随着预制菜的热度兴起,数字化的中央厨房的建设更受重视。
为了更高效、品质统一地处理菜品,中央厨房在物料出入库、配送、前菜处理、烹饪、打包等工序中使用自动化设备或机器人处理,里面涉及到大量标准化设备和非标设备的应用,控制器的使用也是五花八门,这形成了大规模的工业互联网络。如何组成一个传输速度快、稳定性强、兼容性好、容错率高的工业现场控制器网络,是本项目研究的焦点。
目前,非常多的研究着眼于特殊场景下的工业网络,如确定性工业网络架构[1-3],通过构建灵活统一的技术架构并融合相关新技术实现组网;文献[4-7]分别通过UART和OPC等网络接口使现场设备实现联网;文献[8-9]将工业互联网标识解析体系的创新广泛用于整个食品行业产业链中;文献[10-11]通过对无线传感器的聚类算法研究和分析,实现对无线传感器网络的节能优化。上述文献都在不同的层面和维度,对工业互联网应用于自动中央厨房有一定的参考价值。
但本项目所涉及到的场景有着多控制器、多种入网方式、有线无线连接形式混合等要求,且在复杂的网联条件中设备之间需要稳定投送信息以保证烹饪流程能稳定进行。因此,本文的研究在自动中央厨房多处理器群控调度实现方向上有特定的价值和意义。
1 自动中央厨房的设备构成
智能中央厨房包括基础数据模块、计划(订单)模块、库存管理模块、设备管理模块、生产模块和质量管理模块。自动中央厨房的流程框架如图1所示,具体步骤如下:
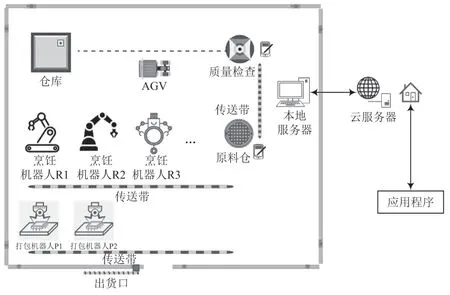
图1 自动中央厨房全集成流程框图
(1)本项目中央厨房针对的是toB客户,每个客户每次饭餐订餐数在100份以上。客户可通过APP或小程序在线下单,小程序上可以看到菜品内容、数量、价格等细节。在用餐前2小时,系统会关闭进行结算。例如,饭餐出库的时间是11:30,则9:30会关闭订单。
(2)订单关闭后,云服务器会对订单关联的原材料进行结算,将需要的原材料发送到仓库。仓库根据订单进行原材料出库,原材料通过AGV小车配送到质量检测点,对原材料进行抽样检测,检测结果能回溯到供应商。
(3)检测后原材料通过输送带进入原料仓,每个菜品标准化为4种以下的原料组成,原料仓按菜品所需原料对原料进行匹配和暂存。
(4)通过若干个烹饪机器人对菜品进行烹饪。烹饪机器人内置盐、糖、水、油、酱油等基本调味料,中央系统下发烹饪菜品之后,能按照预置的烹调工艺、烹调时间,对给定的原料进行烹制,并以100标准人份出菜。
(5)出菜后,经历半自动分拣工序,将每人份的菜和饭一起装到打包盒中。
2 自动中央厨房信息化实现方案
2.1 订单电子化
以小程序为唯一入口,用户通过小程序进行下单管理。客户通过扫码登录小程序后可以选择菜品和数量。因为是toB的中央厨房,客户下单量最少100份,并至少以50份的增量调整订单数。另外小程序也提供权限管理,管理公司的内部人员也有权限下单。所有订单必须在规定用餐时间前2小时内完成,预留时间给系统处理原材料供应、烹饪等工序。
2.2 原材料电子标签化管理
为提高中央厨房出品的安全系数,保证客户订单的质量,本项目特别加强了对原材料的管理。
(1)成为入库供应商的条件之一是:食材必须按照规定重量打包并贴上有供应商资料、食材时间资料的标签。
(2)供应商将食材送到后,扫码入库,每50 kg的原材料需抽样检查,入库工作站生成抽样检查二维码,贴到被抽样品上。若抽样不及格,所有原料退回。
(3)每场用餐订单数确认后,从仓库出库原材料,每个单位重量原材料出库扫码;扫码时,该单位重量原材料即与订单绑定;若原材料不够,从入库优质供应商处紧急下单原材料。
2.3 送料盘RFID管理
2.3.1 原材料传送带
订单开始制作后,原材料从仓库出仓(某些原材料经预处理),放于送料盘上经传送带传送到原料立体仓,此过程中原料已经处于拆包状态,难以通过扫二维码获取信息。所以项目组采用了内嵌RFID的原料盘,每只原料盘的边缘内嵌了RFID电路。原材料转移前,传输来的原料盘先进行RFID扫码,并和订单进行绑定,操作人员将系统给定的原材料放到当前原料盘上,然后原料盘在传输带上按照先进先出(FIFO)原则进行传输。
2.3.2 成品传送带
烹饪机器人完成烹饪后,向中央系统发出咨询指令,得到确认回复后,向成品输送带上送料盘输出成品菜。送料盘内嵌RFID电路,经过传送带出口时会进行扫描,将此批成品菜和订单关联起来,打包工作人员对每个饭盒盛装前会对饭盒扫码,饭盒就与订单、原材料进行一致性绑定。
3 自动中央厨房多控制器群控网络实现
本项目自动中央厨房全集成系统架构如图2所示。本网络拓扑从底层到顶层分别为现场总线层、控制总线层、现场管理网络、数据管理层,不同类型的设备分布在不同的层次,通过相应的网络进行数据连接和互通,实现多控制器群控。

图2 自动中央厨房全集成系统架构
3.1 现场总线层
本层主要包含单片机主控设备。烹饪机器人由于IO口众多,功能比较复杂,以STM32系列MCU为主控进行开发。单片机的通信也在本通信层实现。
3.2 控制总线层
本层主要通过ModBus-TCP,将ModBus协议内化到工业TCP协议中,使本层设备与主系统通信。
(1)传送带PLC。本项目原材料经过前处理后需要传送带将原材料进行传送;烹饪机器人完成烹饪后需要将烹饪好的菜品用传送带传送到打包区,将烹饪好的饭菜依次打包到饭盒;完成针对客户的打包后,再通过传送带传输到取货口。传送带的直流电机的运转和停止、物料到位检测传感器等都需要现场PLC进行管理。
(2)原料仓立体仓库主控PLC。原料仓以立体仓库的形式,以5*6的阵列,对传输过来的原材料进行暂存和等待;待原材料量和种类满足要求之后,输出端设有一台出料工业机器人,将符合要求的仓位的料取出,并放到对应烹饪机器人中。此过程中,原料仓主控PLC需要频繁地与主系统通信对接原材料缺库状况,主系统根据情况向原料仓库下单。
(3)AGV小车。在原料仓库和原材料前处理工作站之间采用AGV小车进行原材料的传送。由于AGV行驶路线比较固定,采取地面贴码导航。由于路径比较远,AGV在行进的过程中用4G信号与AGV主控云系统进行通信,AGV主控云系统再将AGV的运行参数、状态等同步给主系统。这样主系统就可以准确掌握AGV实时位置和工作状态。
3.3 现场管理网络
本系统涉及到仓储管理(ERP)、制造执行管理(MES)、设备管理(EQS)等现场系统,需要使用现场工作站,工作站配有扫码枪、二维码打印机、RFID读写器、工业相机等外设。工作站能稳定流畅地运行Windows10专业版系统,并装有中央厨房管理系统配套的中间件客户端。客户端大致包含的功能为:(1)二维码扫码入库、扫码出库;(2)对餐盒二维码扫码,关联订单(成品菜送料盘RFID先与订单号关联);(3)生成抽检二维码;(4)对于使用RFID送料盘的地方,需要RFID读写器来对送料盘的ID进行读写;(5)通过工业相机检测对客户的饭菜打包是否完整。
4 网络实施和群控调度稳定性保障
4.1 主要设备通信逻辑范式
以立体仓库为例,列举自动中央厨房主要设备与其他设备的通信方式,如图3所示。当还有订单需要完成时,系统会根据原材料的缺少量,敦促仓库出库原材料。原材料经过预处理后,通过传送带送到立体仓库,立体仓库暂存并记录原材料。立体仓库通过系统咨询是否有烹饪机器人处于空闲状态,如果有,则驱使工业机器人将相应原材料出库并抓取到烹饪机器人;对应原材料出仓完毕后,更新库存并通知系统更新订单进程。

图3 自动中央厨房立体仓库通信流程
4.2 网络化I/O通信方式
网络化I/O通信方式是一种结合PLC和工业以太网通信协议的共享I/O通信方式,它能使不同PLC通过地址共享存储块相互控制I/O。
多个PLC通过工业以太网(如ModBus TCP/IP)组成网络,每台PLC设置了同网段但不同的IP,这样它们虽然使用了相同的内部地址块作为链接区且链接区的大小一样,但通过IP解析后就能区分各个PLC的I/O口。某个PLC通过广播携带目标IP方式发出指令,相应地址的PLC就能收到该指令。例如,PLC A向网络广播地址I1.0的数据,PLC B、PLC C接收到该广播数据,并将其存放于各自的I1.0地址中;PLC B向网络广播地址I2.0数据,PLC A、PLC C接收到该广播数据,存放到各自的I2.0地址中;PLC C向网络广播地址I3.0数据,PLC A、PLC B接收到该数据,存放到各自的I3.0地址中。在上面的通信过程中,PLC A、PLC B、PLC C因共享地址而收到的数据是相同的,所以称为等值化过程。在PLC共享网内,每台PLC都预设了大小相同的、地址对齐的共享区域,所以无论是接收的数据还是发送的数据,等值化过程都使共享网内PLC共享区中的数据保持一致。
共享数据区的等值化过程可以采用异步方式刷新或者同步方式刷新。异步方式刷新通过网内各个PLC的通信处理器按顺序进行广播,实现共享数据区的等值化,PLC编程人员不需要干预;同步方式刷新需要PLC编程人员通过程序主动启动刷新指令,这种方式下只有当共享数据区数据发生变化时才会刷新。
全局I/O通信方式中,PLC直接用读写指令对链接区进行读写操纵,简单、方便、快速,为了保护每台PLC自身数据的安全,当一台PLC中对某地址的写操作时在其它PLC中对该地址只能进行读操作。
4.3 主从总线通信方式
主从总线通信方式又称为1对N通信方式,在总线上只有1个PLC是主站,其他N台PLC是从站。
在主从通信方式中,总线是核心资源,所以采用集中式存取控制技术分配总线使用权。轮询表是常用的方式,它是一张从机PLC编号排列顺序表,主站PLC中存放有该表,主站按照轮询表的排列顺序对从站进行询问,视从站的回复判断其是否要使用总线,实现分配总线使用权的效果。
某些从站对实时性要求较高,可以在轮询表中使该站的地址多出现几次,这样能提高它的通信优先级;还可以将轮询表法和中断法结合起来使用,某些信号的优先级极高,如核心故障、安全出发等,能触发中断获得处理优先权。
在1对N的通信方式中,当从站获得总线使用权后有两种数据传送方式:一种是通信只在总线激活期间对应的主站和从站间进行,从站与从站是不能直接通信的,从站间的通信只能通过主站间接式进行;另一种是从站既能与主站通信,也能实现从站间直接通信,但主从通信优先级较高,从从通信优先级较低。
5 结 语
本文通过完成一个自动中央厨房的设计,实现从仓储、物流、预处理、立体仓库储存、烹饪机器人处理到打包等环节的自动化。整个过程涉及到多个处理器和复杂的系统通信流程,本文通过现场总线层、控制总线层、现场管理网络、数据管理层等分层网络拓扑,特别使用ModBus现场总线和工业以太网为主体的工业互联网,解决多处理器间的通信问题。实践证明,多处理器在本网络中有良好的运行效果,解决了多处理器间高速、稳定的通信问题。
