40 000 DWT散货船锚台围板通用加工样箱设计
2023-11-17周瑜
周瑜
摘 要:介绍了40000DWT散货船圆锥台形锚台围板通用加工样箱的优化设计方法。通过研究圆锥台形锚台围板结构的几何特征,确定锚台围板通用加工样箱的中心线、内圆弧样板和基面样板的位置,利用Tribon M3三维建模软件辅助设计和放样。
关键词:锚台围板;通用加工样箱;优化设计
中图分类号:U667.9 文献标识码:A
Design of General Processing Templet for 40 000 DWT
Bulk Carrier Hawse Coaming
ZHOU Yu
( Jiangmen Nanyang Ship Engineering Co., Ltd., Jiangmen 529145 )
Abstract: This paper introduces the improvement design method of the general processing templet for conical hawse coaming for 40 000 DWT bulk carrier. The main scheme is to design the centerline of general processing templet, inner arc templet and reference plane templet by studying the geometrical features of conical hawse coaming. Tribon M3 3D modeling software is used to assist the design and lofting.
Key words: hawse coaming; general processing templet; design improvement
1 前言
我司在建的40 000 DWT系列散货船锚台结构围板零件共计12件,每一个零件放样展开后的外形和尺寸都不相同,需要单独设计和制作加工检查样箱,不仅所用木工板材较多,而且设计制作周期较长,材料和工时成本较高。由于锚台围板加工样箱不通用,每个样箱制作存在一定的误差,每件锚台围板在油压机冷加工轧制成型过程也会有误差,累积误差导致锚台围板成型精度难以控制,需要重复装配调整曲面线型和多次修割余量,装配精度和焊接质量难以控制,影响分段建造和报验周期。
下面介绍40 000 DWT系列散货船圆锥台形锚台围板通用加工样箱的优化设计和制作方法,将所有的锚台围板零件加工样箱设计成通用的加工样箱,減少现场制作样箱的数量,节约材料和工时,缩短设计制作周期,提高锚台围板加工成型精度。
2 通用加工样箱设计
2.1 概况
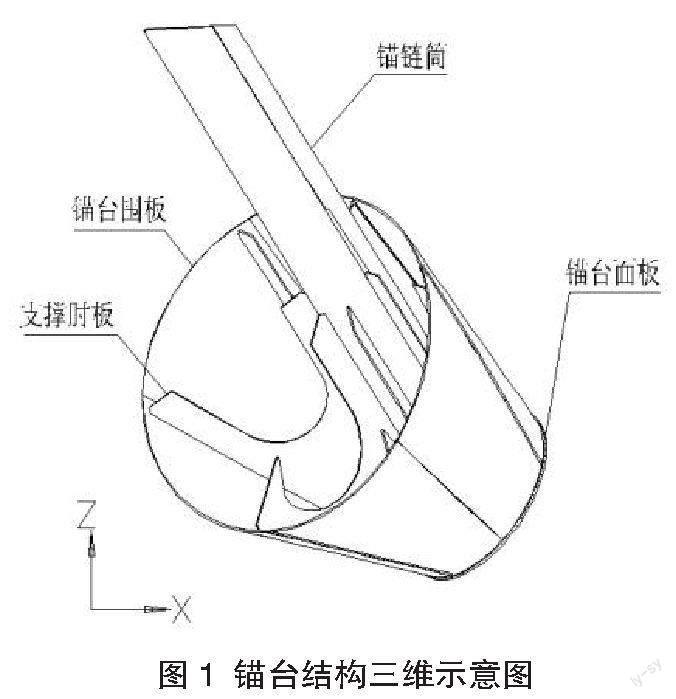
锚台是为了防止船舶在起抛锚时锚爪与船体艏部外板碰撞,在船体艏部舷侧外板和锚链筒出口处安装的凸台结构,是锚链收放时通过锚链筒出口的主要受力支撑构件,一般采用圆锥台形设计,由锚链筒、支撑肘板、锚台面板、锚台围板和锚唇组成。我司40000 DWT散货船锚台围板设计时,根据采购钢板原材料规格和车间油压机加工能力,结合锚台内部结构特点,将其划分为6个零件进行放样、下料和加工。锚台围板曲面零件放样展开成平面后呈不规则的扇形,零件周边一般加放100 mm加工余量,零件下料后通过油压机冷加工成型的方式将其加工成曲面形状,用样板或样箱检查零件轧制成型状态,符合要求后转运至下一道工序,切割周边加工余量,然后进行装配和焊接。
锚台围板通用加工样箱,是为圆锥台形锚台结构外围的曲面零件冷加工成型检查使用。由于每一件锚台围板曲面零件放样展开成平面后,零件的形状和尺寸均不相同,在锚台围板通用加工样箱优化设计之前,每一件锚台围板零件都需要单独设计加工样箱图纸,左右舷零件还需要对称设计制作样箱,左右舷锚台围板共12个零件,需要设计制作12套尺寸1:1的加工检查样箱。为了缩短制作样箱周期,节约制作样箱材料,对锚台围板加工样箱进行优化设计,将多个锚台围板加工样箱统一成通用的加工样箱,从而达到节约成本、缩短设计和制作周期的目的。
40 000 DWT散货船锚台结构三维示意图,如图1所示。
2.2 样箱中心线
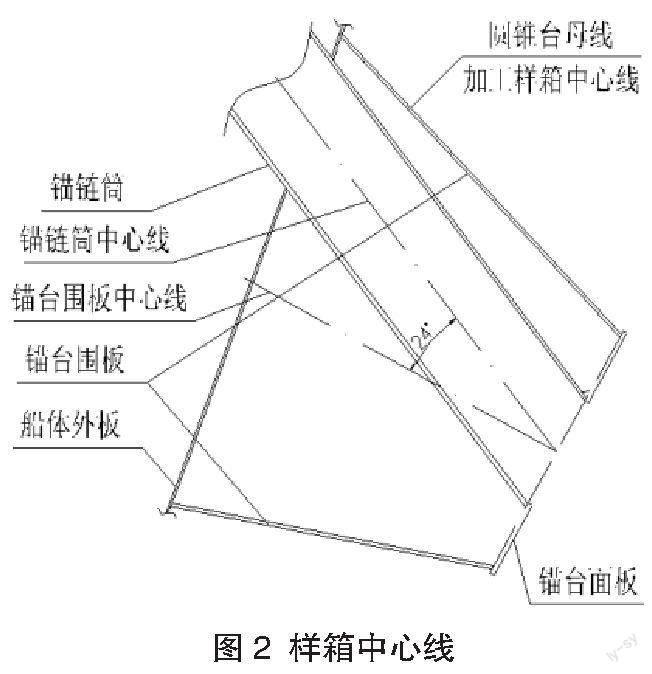
设计锚台围板通用加工样箱的关键是要找到样箱的中心线,让外形尺寸不同的锚台围板零件共用一个加工样箱,此中心线是锚台围板零件加工检查对位的基准。通过研究圆锥台形锚台围板结构外形的几何特征,找出所有锚台围板零件加工样箱的共同点,研究通用加工样箱的可行性。
40 000 DWT散货船锚台围板艏端面为正圆锥台,艉端面与主船体艏部曲面外板相交,形成三维空间曲线。锚台围板所在的圆锥台中心线与锚台结构内部的锚链筒中心线不重合,它们之间有一个24°的夹角;锚台围板内部支撑肘板,是沿锚链筒垂直断面八等分圆而布置,由于锚台围板所在的圆锥台中心线与锚台结构内部的锚链筒中心线之间存在24°的夹角,锚台内部支撑肘板与锚台围板内表面形成的相交线与锚台围板所在的圆锥台的母线是不平行的,它们之间存在一个夹角,而锚台围板拼接缝需要平行内部支撑肘板所在的平面设计,这就导致了锚台围板零件的拼接缝不能沿母线划分,每一件锚台围板零件外形尺寸都不相同,虽然每一个零件外形尺寸不相同,但所有锚台围板零件都是同一个圆锥台的一部分,所以每一个零件都有相同的母线。因此,我们可以选取锚台围板所形成的圆锥台的母线作为锚台围板零件通用加工样箱的中心线,如图2所示。
2.3 样箱内圆弧半径和弧长
正圆锥台的上下两端面是由半径大小不相同的两个圆组成,侧面是由一条倾斜的母线围绕轴心旋转360°形成的曲面。由于正圆锥台上端面圆的半径是固定的,那么每一件锚台围板沿样箱中心线平行艏端面剖切所得到加工内圆弧样板的半径是相同的,只是每一件锚台围板的内圆弧样板弧长和中心线的位置不相同。由于锚台围板大小不相同,需要选取外形尺寸最大的一件围板来设计制作通用加工样箱,这件通用加工样箱可以用于检查其它较小的锚台围板。虽然左右舷零件形状不相同,但是它们的外形是对称的,在设计样箱时,选取内圆弧样板弧长距样箱中心线较长的一侧数据,将样箱的两侧沿加工中心线对称设计,这样就解决了左右舷的锚台围板零件需要分别制作对称加工样箱的问题,就可以左右舷零件共用了。
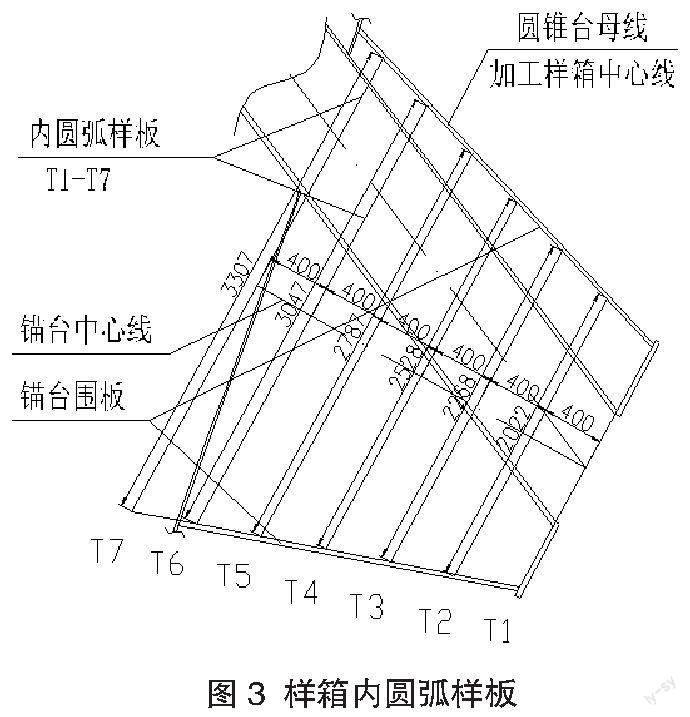
40 000 DWT散货船锚台围板形成的圆锥台轴心高度约2.4 m,沿这个圆锥台轴心垂直中心线剖切平面,通常以200~400 mm的间距进行剖切,本船以400 mm的间距平行圆锥台上端面剖切出7件内圆弧加工样板。利用Tribon M3三维建模软件建立内圆弧样板模型,方便内圆板样板零件放样和生成锚台围板加工检查划线图。
锚台围板通用加工样箱内圆弧样板,见图3所示。
2.4 样箱基面
样箱中心线、内圆弧加工样板半径和弧长确定后,设计锚台通用加工样箱的基面样板。本船锚台上端面直径1.8 m,下端面直径约3.3 m,轴心高度约2.4 m,由于锚台外形尺寸较大,选取合适的基面有助于减小样箱的外形尺寸,节约材料,同时减轻样箱的重量。参考最大的锚台围板艏艉端面圆弧的弦高,以平行圆锥台母线400 mm处定出加工样箱的基面,即可确定内圆弧样板安装角度,本船内圆弧样板安装角度为72°。
锚台围板通用加工样箱基面位置和内圆弧样板安装角度,见图4所示。
锚台通用加工样箱基面确定后,利用Tribon M3三维建模软件剖切出基面样板平面图,在基面样板平面图上建立基面样板零件模型,方便基面样板零件放样和生成样箱装配定位划线图。
锚台通用加工样箱基面样板,见图5所示。
2.5 零件加工检查划线图和样箱零件放样
利用Tribon M3三维建模软件建立锚台围板加工样箱内圆弧样板和基面样板后,通过软件的零件拆分功能生成所需的样板零件图和锚台围板零件展开图,在锚台围板零件展开图上标注尺寸用于零件加工检查划线。图6中内圆弧样板检查线即为样箱纵向检查控制线,中心线即为样箱弧长方向检查控制线。由于样箱中心线和零件划线检查图上的中心线均为样箱设计过程中的假想曲线,要在零件划线图上显示,需要在Tribon M3的曲面模塊中为每一个锚台围板零件手工添加曲线,具体方法如下:(1)选取工程;(2)打开曲面模块Curved Hull;(3)调取锚台围板结构模型;(4)创建锚台艏端面平面图;(5)采用两点剖切法,沿圆锥台母线剖切平面图;(6)在锚台曲面内沿圆锥台母线创建曲线,此曲线即为样箱中心线;(7)重复上述第(5)、(6)步骤,为每一件锚台围板零件创建一条中心线;(8)拆分锚台围板曲面板架,生成锚台围板零件展开图;(9)在锚台围板展开零件图上标记出中心线。
图6为某一件零件加工检查划线图示意。
2.6 打印样箱图纸
将设计好的加工样箱图纸1:1打印出来,便于现场制作加工样箱。根据1:1打印加工样箱图纸面积测算,40 000 DWT散货船锚台围板通用加工样箱优化设计前,需要木工板面积约50 m2,优化后只需要约8 m2,可节约木工板约42 m2。
40 000 DWT散货船锚台围板通用加工样箱完工实物图,见图7所示。
3 应用效果
3.1 设计图纸数量大幅减少
优化设计前, 1:1打印纸版图纸共12套,优化设计后只需要1套,既减少了设计加工样箱图纸的时间,降低了绘制加工样箱图的出错率,也节约了打印样箱图纸所用的纸张。
3.2 样箱制作数量大幅减少
由于采用通用加工样箱设计,大幅减少了设计和制作加工样箱的数量,不仅大量地节约了制作样箱所用的材料和工时,而且极大地缩短了制作样箱的周期,避免了制作多个样箱而产生的样箱精度问题。
3.3 加工成型精度大幅提高
所有锚台围板使用一件通用加工样箱检查零件加工成型状态,减少了因样箱制作误差引起的加工成型累积误差,提高了锚台围板成型精度,为降低锚台装配难度,提高锚台外观质量和缩短建造报验周期奠定了良好的基础。
4 结束语
锚台围板通用加工样箱在40 000 DWT系列散货船上设计应用,大幅减少了设计制作的工时和周期,节约了加工样箱的制作成本,提高了加工成型精度,降低了锚台围板安装难度,减少了调整和切割锚台围板余量的时间,使其与锚台内部结构的贴合间隙更小,装配和焊接质量显著提高,大大缩短了分段建造和报验周期。采用圆锥台形的锚台结构,不同船型锚台大小尺寸有所不同,锚台围板零件划分也会有所区别,可参考本文设计制作锚台围板通用加工样箱。
