基于工业机器人的夹取报告书执行器设计*
2023-11-12广州城市理工学院机械工程学院林子皓杨嘉明李杰赖伟杰刘思莉
广州城市理工学院机械工程学院 林子皓 杨嘉明 李杰 赖伟杰 刘思莉
为解决纸质报告的整理消耗人力的问题,利用工业机器人操作专门的夹取执行器,实现纸质报告的搬运工作。项目针对报告特性进行夹取工艺与执行器结构设计,为实现机器人对夹取执行器的控制:机械结构使用多个非标零件,实现执行器连接机器人法兰盘与执行器整体装配;使用两组步进电机单线导轨作为执行器主体,利用真空吸盘抓取,以PLC 为夹取执行器核心进行驱动执行器活动与执行器和机器人通讯,联合PLC 与机器人进行搬运程序设计完成相应功能。
运用工业机器人代替人力来完成繁琐且简单的物品整理工作[1]。近年来,随着高校招生数量增长,纸质报告材料的数量增加,使这些纸质报告成了老师们头痛的问题。为了代替人力完成纸质报告的整理工作,工业机器人将使用夹具进行纸质报告的搬运作业,针对纸质报告的特性设计高精度夹具由工业机器人使用[2,3],夹具模块以PLC 为核心进行设计,由机器人对PLC 进行指令控制[4,5],将大幅度地提高工作效率与降低人力成本,因此,机器人能够很好地代替人力劳动满足整理大量报告的需求。
1 抓取工艺设计
根据本项目的作业对象来针对性地去设计抓取方式。项目现阶段的作业对象为高校学生所产出的纸质报告,报告的材料为纸质,长297mm,宽210mm,厚度为1 ~3mm,其定装方式在报告的同一侧使用订书机进行固定,如图1 所示中的样式2,摆放方式为叠加摆放如图1所示中的样式1。
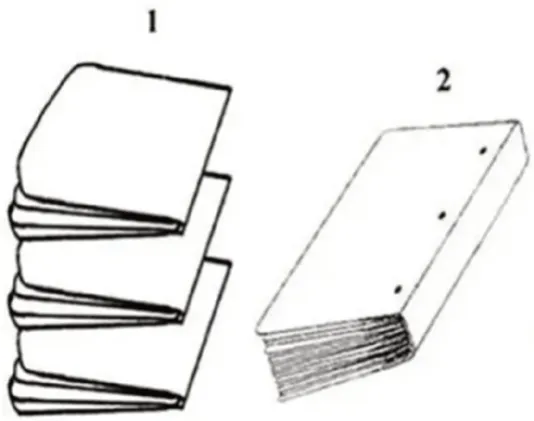
图1 报告堆叠与定装Fig.1 Report stacking and fixing
项目采用吸盘的方式用于夹具与作业报告书进行物理接触,接触位置为图1 中报告装订一侧,项目采用带有弹簧缓冲装置的小型吸盘,利用依靠真空吸力吸附零件进行对目标的抓取,操纵气阀控制气流的进出达到工件的吸附和释放。
由于报告的摆放方式为叠加摆放,且为当边订装,因此,在抓起方式的选择上就难以以多个吸盘通过吸附报告整个平面的方式进行固定与搬运。在抓起的方式上我们选择通过吸附报告订合的这一个部分进行抓起,同时设计可以对报告进行盛放与收纳的垫板,如图2 所示,利用吸盘将报告吸起然后向着夹具内部进行拖拉收纳的动作,而在吸盘将报告向内部收纳的同时,工业机械臂将配合夹具的收纳动作,作出一个向前推送的动作,使得报告保持在原本的位置,将报告收纳进在夹具垫板内后,将其进行搬运,再以同样的方式将其放置。

图2 报告抓取示意Fig.2 Schematic diagram of report capture
2 夹具结构设计
用于搬运纸质报告的工业机器人夹爪,总体结构如图3 所示,包括L 型连接块法兰盘(1)、L 型托盘连接块(2)、承物板(3)、T 型连接块(4)、真空吸盘安装块(5)、U 型连接块(6)、单程丝杆滑轨(7)、单轴丝杆滑轨(8)。
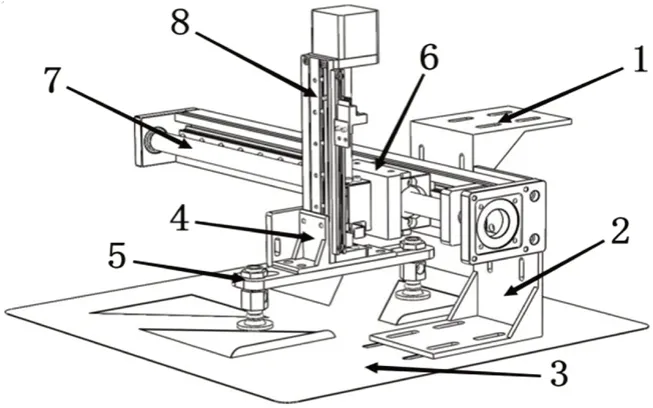
图3 夹具总结构图Fig.3 General structure diagram of fixture
工业机器人夹爪采用两组长度分别为的300mm 与150mm 单程丝杆滑轨作为末端执行器夹具的主体,其装配方式使用U 型连接块(6)进行衔接,单程丝杆滑轨(7)的移动滑块装有U 型连接块(6),所述U 型连接块(6)同时与单轴丝杆滑轨(8)连接,如图4 所示。

图4 Y 轴丝杆零件装配图Fig.4 Assembly drawing of Y-axis screw rod parts
夹爪作为机械臂的末端执行器,执行器采用专门设计的L 型连接块法兰盘(1)装配于机械臂第六轴末端,L 型连接块法兰盘(1)另一端连接单程丝杆滑轨(7),利用底部的凹槽,通过螺丝进行安装固定,同时所述的单程丝杆滑轨(7)的侧面装有L 型板连接块(2),所述L 型板连接块(2)与承物板(3)连接如图4 所示。
T 型连接块(4)通过螺丝装配在单轴丝杆滑轨(8)的前端;T 型连接块(4)的底部与真空吸盘安装块(5)连接;所述真空吸盘安装块(5)两端将装配两个真空吸盘连接,中间设有竖立平面安装红外传感器,如图5所示。
3 程序设计
程序设计包括西门子PLC 程序设计与ABB 工业机器人程序设计。
项目选择的是西门子PLC 的型号是s7-1200,夹取执行器逻辑程序的编写以梯形图形式进行,使用SFC 的程序编写逻辑,将整个自动化程序分为五大部分,分别为:
(1)主副轴初始原点回归;(2)运动指令等待区间;(3)复位程序;(4)抓取工件并收纳程序;(5)放置工件程序。如图6 所示为PLC 抓取程序流程。同时,通过工业机器人配合PLC 抓取流程调用抓取位置与报告放置位置。

图6 PLC 抓取程序流程Fig.6 PLC grab program flow
使用PLC 对步进电机进行脉冲控制,利用PLC 输出端输出脉冲信号给步进电机,通过控制脉冲数来控制电机旋转度数与速度,从而控制滑轨滑块的移动位置与移动速度。控制指令以PLC 输入输出IO 端口与工业机器人外置延展IO 端口进行,输入输出各取3 个字节,以二进制的方式,由工业机器人输出十进制信号指令,通过IO 口转换为二进制数据发送至PLC 的IO 端。其中PLC 输入端I2.0 为首位,I2.1 为第二位I2.2 为末尾;输出端Q2.0 为首位,Q2.1 第二,Q2.2 为末位;当机器人输出十进制信号1 时,PLC 接收到二进制信号001。IO 分配标如图7所示。

图7 西门子PLC I/O 分配表Fig.7 Siemens PLC I/O allocation table
工业机器人码垛程序主要为运行位置计算程序,通过分拣程序进行标注,标注好这个序号的文件属于第几组第几号位置,再执行抓取与放置程序对位置数据进行调用。运行位置计算子程序如下:
PROC WZJS()
FOR A1 FROM 1 TO 3 DO
FOR B1 FROM 1 TO 50 DO
YLWZ{A1,B1} := offs(CS,0,347*(A1-1),B1);
ENDFOR
ENDFOR
FOR A1 FROM 4 TO 6 DO
FOR B1 FROM 1 TO 50 DO
YLWZ{A1,B1} := offs(CS,385,347*(A1-4),B1);
ENDFOR
ENDFOR
ENDPROC
运动位置程序在每一次执行项目分拣程序前都将执行一次生成所有目标点位置姿态,本项目程序将分为6大组位置,以CS 即文件初始放置的待分拣区为第一组,而二组与第三组分别为以位置CS 为参照做y轴相对偏移的位置。
当A1=1 时为第一组,即初始位置CS,此时x轴与y轴为初始位置不做偏移,但z轴根据B1 的重复逐渐递增,对应着同一个位置逐渐堆叠的文件高度;当A1=2 时为第二组,以位置CS 为参照做y相对偏移347mm,z轴同样原理;当A1=3 时为第三组,y相对偏移347×2mm。当A1=5 或6 时y轴做同样原理的相对偏移,但A1 ≥4时x轴以位置CS 为参照相对偏移385mm。每一次位置生成后对应生成位置时A1 与B1 的数值,将位置存储到相应的YLWZ{A1,B1}记忆位置。
4 结语
在工业机器人纸质报告整理作业项目中,针对纸质报告的特性设计夹爪,达到能抓取纸质报告的效果。对夹爪和工业机器人的信号通讯进行调试使工业机器人能够控制夹爪抓取报告并对其进行搬运,本项目可以应用于工业机器人的实践教学和对报告进行抓取的工作中,实现解放人力劳动与高效排序整合。
引用
[1] 张洪森,赵玉红,刘添,等.ABB工业机器人码垛实现[J].工业控制计算机,2019,32(12):62-63.
[2] 司震鹏,曹西京.机器人气动手爪的设计与研究[J].液压与气动,2009(9):28-30.
[3] 张艳朋,胡建,葛丽敏,等.一种铅锭搬运机器人真空吸附夹具的设计与分析[J].机床与液压,2016,44(05):142-145.
[4] 江华生,李鸣,高素萍,等.基于PLC的步进电机控制技术[J].自动化技术与应用,2006(10):54-56+65.
[5] 黄峥,古鹏.基于S7系列PLC通讯方式与设计研究[J].机电工程技术,2010,39(6):45-48+166.
