一种基于3D打印的遥感相机次镜遮光罩的制造技术
2023-11-10孟洪涛殷永霞李皓鹏孙建邱泉水郭志松刘阳同
孟洪涛 殷永霞 李皓鹏 孙建 邱泉水 郭志松 刘阳同
一种基于3D打印的遥感相机次镜遮光罩的制造技术
孟洪涛 殷永霞 李皓鹏 孙建 邱泉水 郭志松 刘阳同
(北京空间机电研究所,北京 100094)
针对遥感相机多光阑次镜遮光罩结构采用传统复合材料成型工艺制造时存在的工艺难、周期长、成本高的问题,文章提出了一种基于3D打印的非金属次镜遮光罩制造技术。首先分析了该型次镜遮光罩的结构特点,然后介绍了其制造工艺方案并与传统方案进行了对比,最后对研制结果进行了讨论,并从产品力学试验及在轨应用效果方面进行了分析,结果显示该遮光罩制造技术将传统复杂的制造工艺程序化,不需要模具,成本低,制造周期短,在轨各项性能指标满足设计要求。
聚醚醚酮 次镜遮光罩 3D打印 空间遥感相机
0 引言
遮光罩是空间遥感相机的重要部件,主要用于阻挡和消除入射到光学系统或在系统内产生的非成像光束,避免引起传递函数的退化和信噪比的降低,提高光学系统的成像品质或者探测性能[1-2]。遮光罩除了承担消光功能外,作为结构件还要经受卫星运输和发射过程严酷的力学环境,如静力过载、动载荷冲击、随机振动等,因此对遮光罩的材料和工艺具有较高的要求。
为了实现遥感相机上遮光罩的“功能化”和“轻量化”[3],目前多选用纤维(碳纤维、芳纶纤维)增强树脂基复合材料。但是,此种材料由于采用真空袋-热压罐法成型工艺,模具形式复杂,制作时铺层工序多,产品后续脱模困难,且成本高、周期长。3D打印技术作为一种采用逐层堆积直接进行零件成形的数字化增材制造工艺,可以弥补传统成型方法的劣势,与传统减材或增材制造相比,该技术消除了加工过程对中间模具的需求,能够快速响应需求,具有单件、小批量、定制化、快速制造的优势[4]。
本文中研究的某空间遥感相机的次镜遮光罩尺寸小、结构复杂,利用传统的复合材料成型技术制造困难,研制周期长,成本高。因此在本文中提出了利用3D打印技术来实现该产品的制作生产。
1 结构特点及技术要求
该型次镜遮光罩为某遥感相机的4个次镜配置。为阻挡和消除杂散光,在每个次镜入光口安装有1件次镜遮光罩。该次镜遮光罩尺寸小,结构形式复杂,形状呈多层套筒结构,其最大外形尺寸25.8 mm(直径)×80.9 mm(高度),具体形状见图1,在轴侧图中向左为向,向外为向,向上为向。罩体上方设计有3块耳片用于与相机次镜三爪支撑框接口连接。罩体部分呈左右对称,兼顾遮光比及安装空间,从俯视方向看,罩体左右侧光阑共6层,上侧光阑共4层,下侧光阑共3层。光阑与光阑之间通过立筋连接,其最内侧光阑直径为53 mm。相邻光阑之间间距小,最小间距仅0.7 mm。除耳片外,罩体部分壁厚0.8 mm。
次镜遮光罩装星后会经受卫星运输、发射过程的动载荷冲击、随机振动等环境。由于光学遥感器本身的特殊性,对产品的刚度、强度、在轨运行期间尺寸稳定性等都有较高要求。本文中的次镜遮光罩主要技术要求如下:1)力学性能——满足发射及在轨工况下的刚度及强度要求,例如要求振动试验后无裂纹、分层等缺陷;2)机械接口——遮光罩安装孔位置在圆周方向角度精度±0.2°;3)尺寸要求——产品壁厚控制在(0.8±0.2)mm以内,外形尺寸公差符合GB/T 1804-c级;4)质量要求——产品质量一致性控制在10%(质量偏差值)以内;5)表面可见光吸收率≥95%。
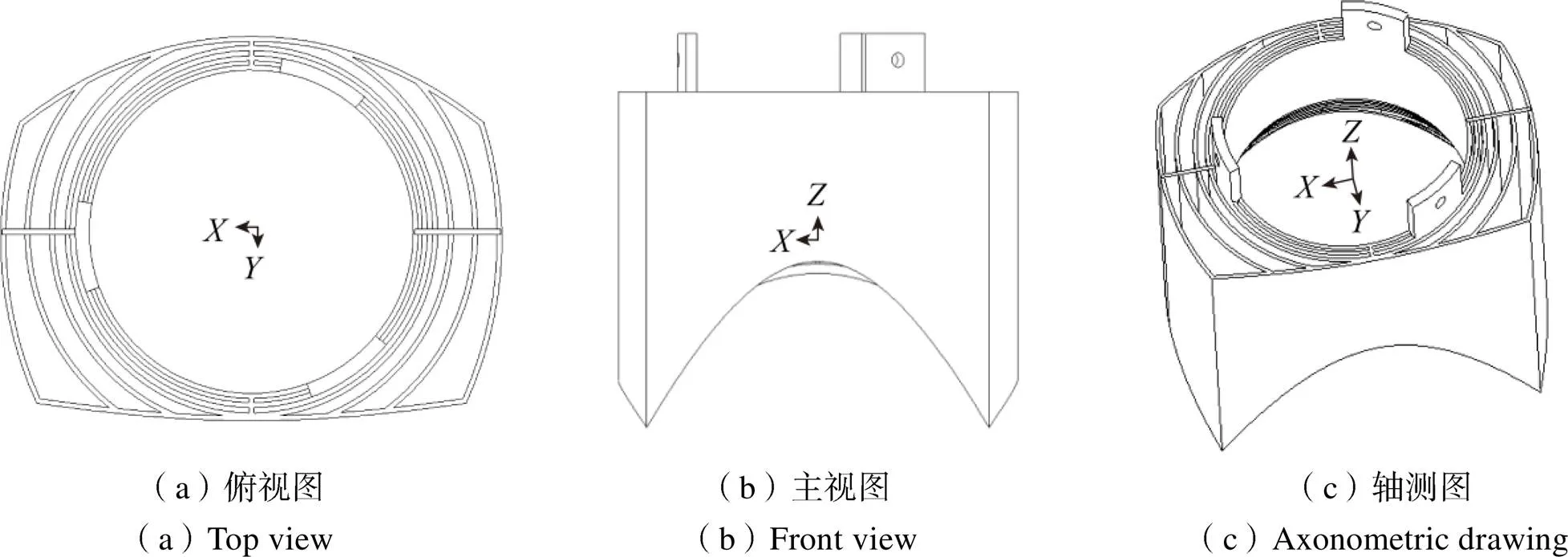
图1 次镜遮光罩
2 制造方案选择
2.1 复合材料模压成型
根据该次镜遮光罩结构特点,可采用碳纤维复合材料利用模压的形式成型。首先需要根据产品特点,设计成型模具。由于产品小且结构较为复杂,模具设计及加工具有一定的难度。模具采用45号钢,成型时在每层光阑之间放置芯模,然后利用碳布在芯模上进行铺层;而后,将芯模对接成为一个整体。由于手工铺层的敷贴性差,铺层过程中需对每层进行抽真空预压实;待铺层结束后,芯模在周向通过销轴进行定位,最终利用热压罐加压固化成型。产品成型后手工脱模修整,之后机械加工遮光罩连接孔,最后为产品喷涂消光黑漆。成型后的模具如图2所示。
2.2 3D打印成型
该次镜遮光罩采用熔融沉积成型(FDM)的方式利用聚醚醚酮(一种热塑性树脂,拥有优良的力学性能[5-6],性能参数见表1)丝材作为原材料进行制造。熔融沉积成型(FDM)是一种典型、成熟的3D打印成型方式,具有设备成本低、材料利用率高的特点[7-8]。其制造原理为:利用热塑性聚合物制备成丝状耗材,丝材通过步进电机挤到喷头内进行高温融化,同时喷头按打印件的规定路径层层堆叠成型。熔融沉积成型3D打印原理见图3[9-11]。采用该方案成型,无需设计模具,只需要将产品原模型进行预处理,形成利于3D打印机器易于识别及实现的模型。将丝材进行一定的处理后放入打印机器中,启动机器进行打印成型。为防止产品的热应力变形[12],在产品制作完毕后需要进行后处理。之后进行后加工打孔、喷涂消光黑漆等工作。
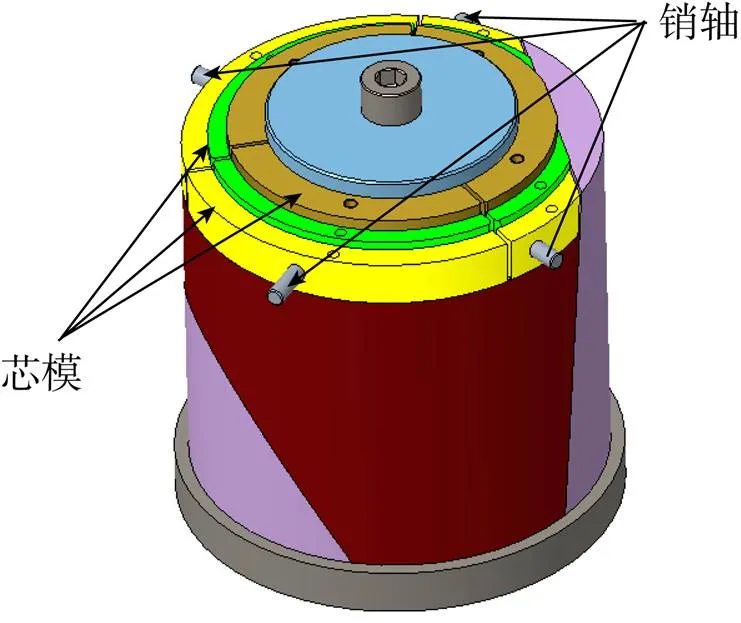
图2 模具示意
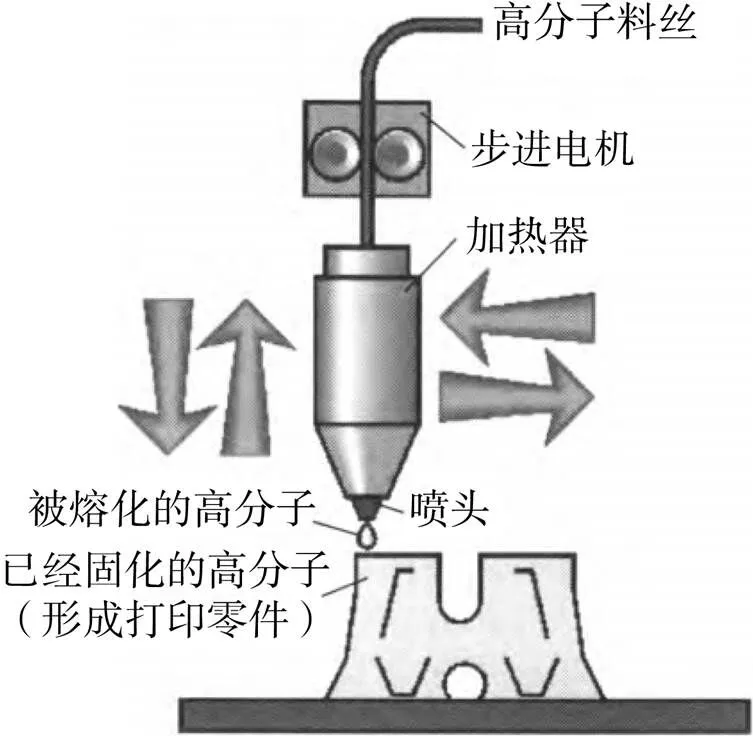
图3 熔融沉积成型(FDM)原理
表1 PEEK材料性能
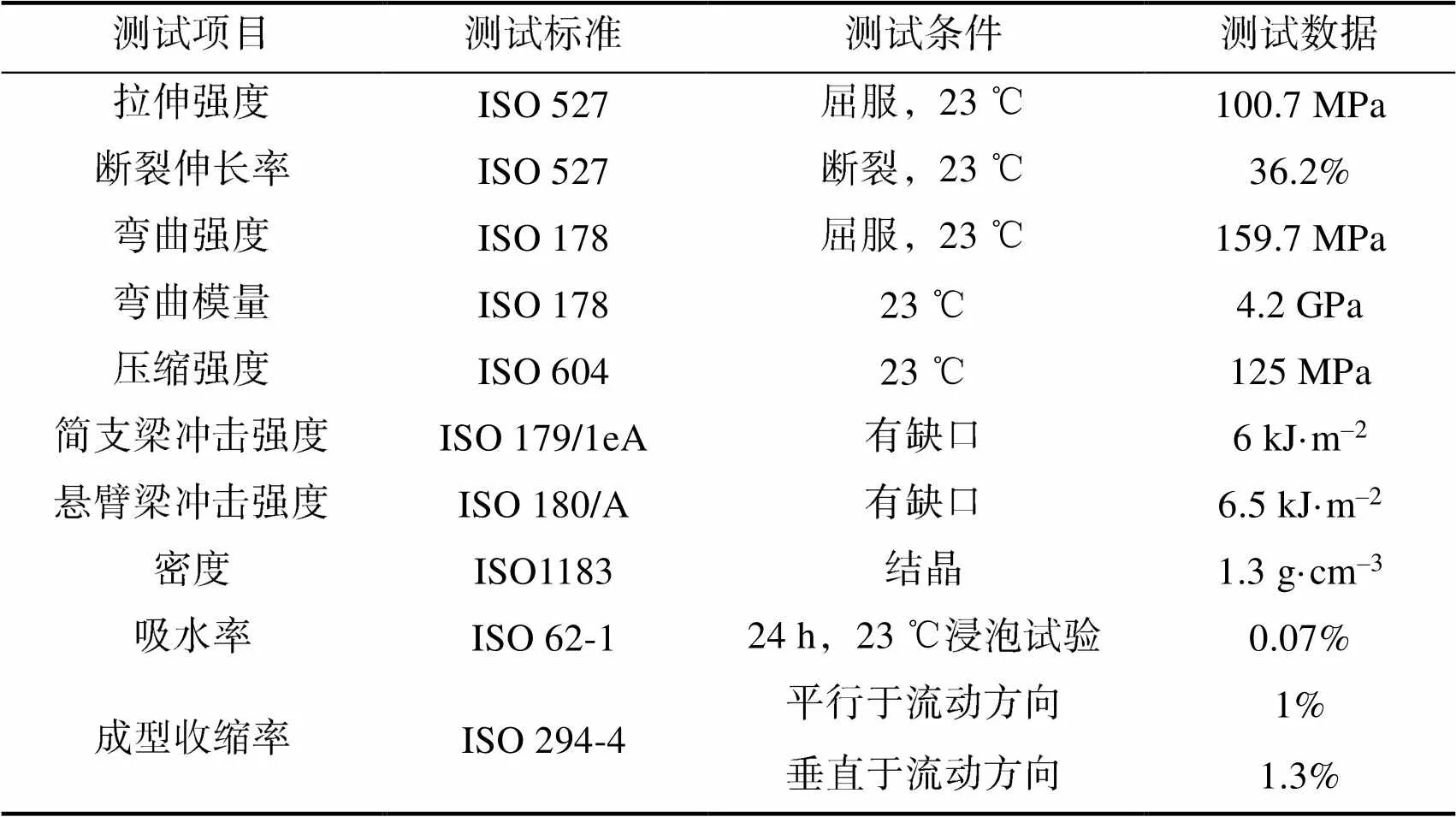
Tab.1 Characteristic of PEEK
2.3 方案对比
通过上述两种成型方案对比可以发现,由于相邻光阑之间最小间距仅0.7 mm,产品尺寸小且结构复杂,若采用复合材料模压成型存在以下问题:1)模具设计及制造困难,生产成本高;2)铺层需在狭小空间进行,操作难度大;3)芯模结构形式为圆弧薄片,脱模困难;4)由于铺层及脱模休整均为手工操作,单件制作时间需要5 d,制造周期长;5)产品壁厚0.8 mm,脱模过程产品容易损坏。而3D打印仅需将模型进行工艺优化,根据产品特点编制相应打印程序[13],利用通用的聚醚醚酮丝材作为原材料进行打印成型,不需要模具,制造成本低,单件成本仅为模压成型的10%;制造周期短,单件制作时间仅需要1 d。鉴于3D打印成型具有以上显著优势,最终该产品选择3D打印的方式进行制造。
3 3D打印工艺方法
本文中的次镜遮光罩成型工艺方法为:首先将产品模型进行预处理,形成3D 打印机更容易识别的模型;之后将PEEK丝材进行热处理,随后在机器内进行打印成型;产品打印完毕后对其进行人工时效后处理;最后加工连接孔并喷涂消光黑漆。产品成型工艺流程见图4。

图4 工艺流程
3.1 模型预处理
首先对该次镜遮光罩模型进行观察,对3D打印不利的位置进行如下预处理:1)受打印丝材规格的限制产品会存在尖锐边缘,这些尖锐边缘会导致无法准确堆叠成型材料,需对其进行倒钝,倒钝处理后遮光罩的消光效果仍然可以满足设计要求;2)因为打印头的行程无法支持特别小的锐角,角拐角需要进行倒圆角处理;3)模型共3处安装孔,安装孔位置与圆周中心轴方向的角度精度为±0.1°,熔融沉积成型由于自身打印原理,使其制作竖直面内的圆孔时较为困难,因此产品打印模型上取消安装孔,待产品打印结束后再进行机械后加工,以满足高精度要求。预处理位置及处理的效果见图5。
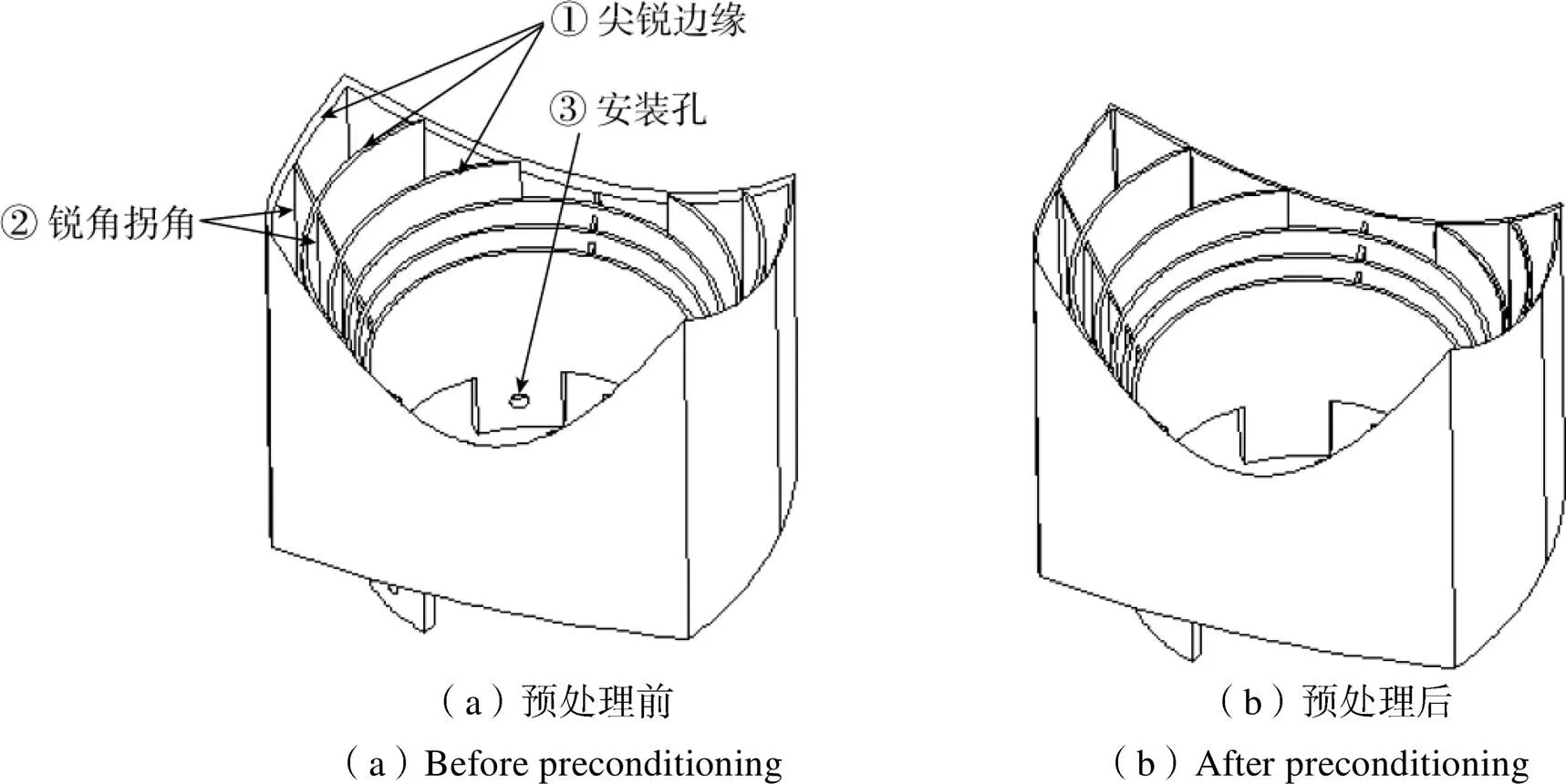
图5 预处理位置及效果
3.2 打印方案
模型经过预处理后,便可将其输入3D打印软件,设置打印参数。影响打印件品质的主要是两大类因素,一类是层厚、沉积角度、气泡和取向方式;另一类是挤出温度、进料速度和挤出率[14-16]。根据该产品特点以及PEEK快速成型的特殊性,打印方案具体设置如下:1)打印喷头的直径为0.4 mm,打印速度10 mm/s,打印层高为0.2 mm,打印温度为430 ℃;2)由于次镜遮光罩为多层套筒结构,故填充方式选择同心圆填充;3)支撑方式采用常用的锯齿形填充方式[17-18]。正式打印之前,通过软件自带的模拟打印功能进行模拟加工,通过模拟加工识别可能存在缺陷的位置并进行进一步的优化,待确认无误后,便可进行产品的打印。打印结束后,将产品从底托上取下,之后将支撑结构去除。打印状态见图6。
3.3 打印结果
利用上述工艺方案最终打印后的产品表面状态良好、厚度均匀,外形尺寸及安装孔位置度符合设计要求。实际打印产品如图7所示,产品部分外形实测值见表2。
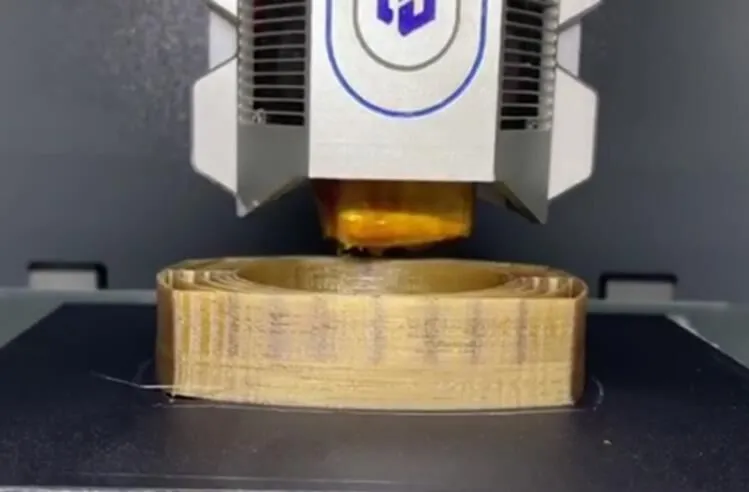
图6 打印实景
图7 打印产品实物图(左为俯视;右为侧视)
Fig.7 Pictuces of real products (left: top view; right: side view)
表2 次镜遮光罩外形尺寸
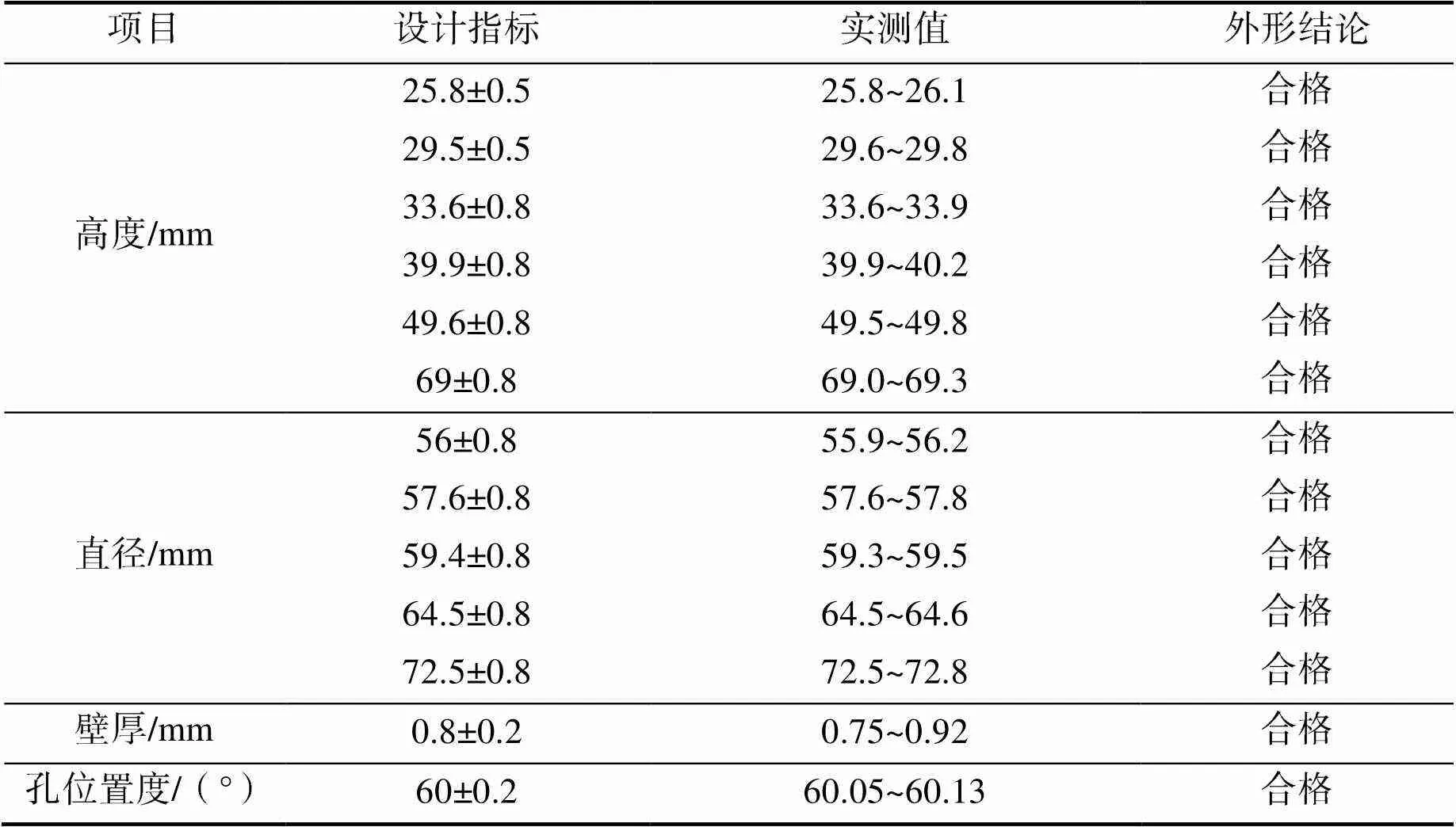
Tab.2 Physical dimensions of the baffles
按照本文选用的3D打印技术生产的4个次镜遮光罩,每件产品平均质量40.57 g,质量偏差比最大为3.9%,满足质量一致性不高于10%的要求。该遮光罩若利用碳纤维复合材料制作,产品理论质量为58 g,而利用聚醚醚酮材料3D打印的次镜遮光罩相较于碳纤维复合材料,平均质量减小30.1%。次镜遮光罩产品质量见表3。
表3 次镜遮光罩质量统计表
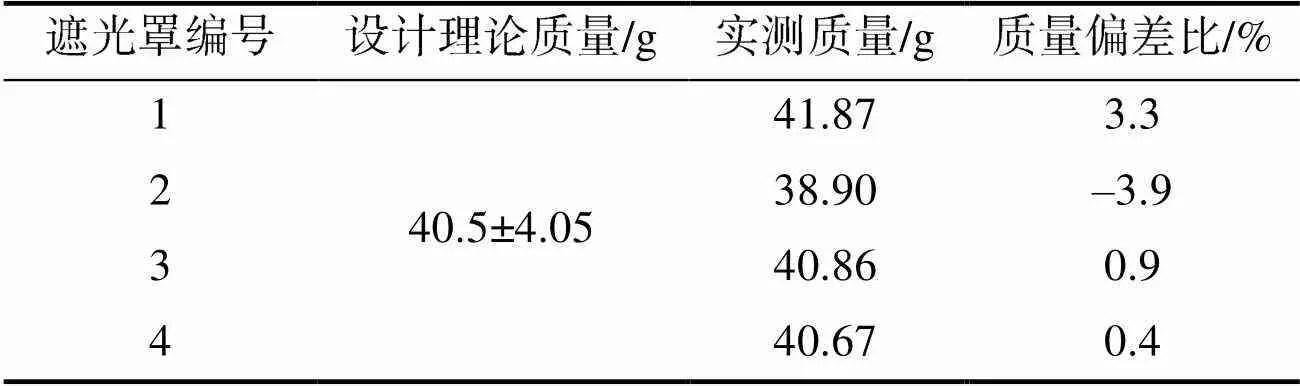
Tab.3 Weights of the baffles
3.4 喷涂消光黑漆
次镜遮光罩在3D打印结束后,在遮光罩内、外表面及法兰面利用喷枪喷涂E51-M黑漆。喷漆实施后,黑漆与产品表面结合良好,无起皮掉漆等现象。喷漆后产品实物见图8。该黑漆的可见光吸收率≥95%,可有效地消除杂散光。

图8 产品喷漆效果
4 试验验证与应用效果
基于PEEK材料3D打印的次镜遮光罩是在遥感相机上首次应用,为验证该次镜遮光罩的力学性能,对其进行了鉴定级正弦振动试验和随机振动试验。整个试验过程中次镜遮光罩状态正常,无分层、裂纹等缺陷。正弦振动与随机振动试验条件见表4~5。
目前,应用该3D打印次镜遮光罩的相机在轨运行正常。相机开机后图像像质优异、层次丰富,成像品质满足预期设计要求。相机的在轨成功应用,证明该次镜遮光罩结构力学性能满足卫星发射及在轨载荷工况,消光效果良好,满足设计使用要求。
表4 正弦振动试验条件
表5 随机振动试验条件

Tab.5 Random vibration test condition
5 结束语
基于3D打印技术制造的PEEK材料次镜遮光罩外形尺寸符合设计要求,安装后可以满足空间遥感相机的消光效果。经过振动试验、卫星发射以及在轨运行的验证,表明该次镜遮光罩结构力学性能及空间消光效果可以满足设计要求。该次镜遮光罩的成功应用不仅解决了传统复合材料成型工艺中脱模困难的问题,并且还具有质量小、成本低、周期短等优点。因此基于3D打印的次镜遮光罩制造技术具有良好的推广前景。
[1] 谭维炽, 胡金刚. 航天器系统工程[M]. 北京: 中国科学技术出版社, 2009. TAN Weizhi, HU Jingang. Spacecraft Systems[M]. Beijing: Science and Technology of China Press, 2009. (in Chinese)
[2] 陈世平. 空间相机设计与试验[M]. 北京: 宇航出版社, 2003. CHEN Shiping. Design and Experiment of Space Camera[M]. Beiijng: China Astronautic Publishing House, 2003. (in Chinese)
[3] 陈萍, 章令晖, 罗世魁. 空间遥感器百叶罩的研究技术[J]. 航天制造技术, 2012, 12(6): 46-49. CHEN Ping, ZHANG Linghui, LUO Shikui. Development Technology of Shutter-Type Baffle in Space Remote Sensor[J]. Aerospace Manufacturing Technology, 2012, 12(6): 46-49. (in Chinese)
[4] 李涤尘, 贺健康, 田小永, 等. 增材制造: 实现宏微结构一体化制造[J]. 机械工程学报, 2013, 49(6): 129-135.LI Dichen, HE Jiankang, TIAN Xiaoyong, et al.Additive Manufacturing: Integrated Fabrication of Macro/Microstructures[J]. Journal of Mechanical Engineering, 2013, 49(6): 129-135. (in Chinese)
[5] 王延庆, 沈竞兴, 吴海全. 3D打印材料应用和研究现状[J]. 航空材料学报, 2016, 36(4): 89-98. WANG Yanqing, SHEN Jingxing, WU Haiquan. Application and Research Status of Alternative Materials for 3D-printing Technology[J]. Journal of Aeronautical Materials, 2016, 36(4): 89-98. (in Chinese)
[6] 张学军, 唐思熠, 肇恒跃, 等. 3D打印技术研究现状和关键技术[J]. 材料工程, 2016, 44(2): 122-128. ZHANG Xuejun, TANG Siyi, ZHAO Hengyue, et al. Research Status and Key Technologies of 3D Printing[J]. JournaI of Materials Engineering, 2016, 44(2): 122-128. (in Chinese)
[7] 付国太, 刘洪军, 张柏, 等. PEEK的特性及应用[J]. 工程塑料应用, 2006, 34(10): 69-71. FU Guotai, LIU Hongjun, ZHANG Bai, et al. Characteristics and Applications of PEEK[J]. Engineering Plastics Application, 2006, 34(10): 69-71. (in Chinese)
[8] 田小永, 李涤尘, 卢秉恒. 空间3D打印技术现状与前景[J]. 载人航天, 2016, 22(4): 471-476. TIAN Xiaoyong, LI Dichen, LU Bingheng. Status and Prospect of 3D Printing Technology in Space[J]. Manned Spaceflight, 2016, 22(4): 471-476. (in Chinese)
[9] 杨延华. 增材制造(3D打印)分类及研究进展[J]. 航空工程进展, 2019, 10(3): 309-318. YANG Yanhua. Analysis of Classifications and Characteristic of Additive Manufacturing (3D Print)[J]. Advances in Aeronautical Science and Engineering, 2019, 10(3): 309-318. (in Chinese)
[10] 王跃, 李世其, 张锦龙, 等. 地球静止轨道遥感相机一体化设计[J]. 航天返回与遥感, 2016, 37(4): 40-48. WANG Yue, LI Shiqi, ZHANG Jinlong, et al. Integrated Design Analysis of Remote Sensing Camera on Geostationary Earth Orbit Satellite[J]. Spacecraft Recovery & Remote Sensing, 2016, 37(4): 40-48. (in Chinese)
[11] 史长春, 胡镔, 陈定方, 等. 聚醚醚酮3D打印成型工艺的仿真和实验研究[J]. 中国机械工程, 2018, 29(17): 2119-2124. SHI Changchun, HU Bin, CHEN Dingfang, et al.Process Simulation and Experiments for PEEK 3D Printing Technology[J].China Mechanical Engineering, 2018, 29(17): 2119-2124. (in Chinese)
[12] KUMAR S, KRUTH J P. Composites by Rapid Prototyping Technology[J]. Materials and Design, 2010, 31(2): 850-856.
[13] 薛芳, 韩潇, 孙东华. 3D打印技术在航天复合材料制造中的应用[J]. 航天返回与遥感, 2015, 36(2): 77-82. XUE Fang, HAN Xiao, SUN Donghua. The Application of 3D Printing Technology in Space Composites Manufacturing[J]. Spacecraft Recovery & Remote Sensing, 2015, 36(2): 77-82. (in Chinese)
[14] 陈硕平, 易和平, 罗志红, 等. 高分子3D打印材料和打印工艺[J]. 材料导报A, 2016, 30(4): 54-59. CHEN Shuoping, YI Heping, LUO Zhihong, et al. The 3D Printing Polymers and Their Printing Technologies[J]. Materials Reports A, 2016, 30(4): 54-59. (in Chinese)
[15] 戴京, 周方浩, 许忠斌, 等. 聚醚醚酮3D打印成型的内填充工艺研究[J]. 塑料工业, 2017, 45(11): 47-50. DAI Jing, ZHOU Fanghao, XU Zhongbin, et al. Research on Internal Filling Technology of 3D Printing PEEK[J]. China Plastics Industry, 2017, 45(11): 47-50. (in Chinese)
[16] 吕福顺, 程祥, 刘肖肖, 等. PEEK的3D打印参数优化及铣削试验研究[J]. 组合机床与自动化加工给技术, 2018, 3(3): 38-40. LV Fushun, CHENG Xiang, LIU Xiaoxiao, et al. Parameter Optimization of 3D Printing and Milling Experiment Study for PEEK[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2018, 3(3): 38-40. (in Chinese)
[17] 王超, 张宁, 王玉金, 等. 基于3D打印的空间光学相机结构设计[J]. 航天返回与遥感, 2020, 41(1): 85-90. WANG Chao, ZHANG Ning, WANG Yujin, et al. Structure Design of Space Optical Camera Based on 3D Printing[J]. Spacecraft Recovery & Remote Sensing, 2020, 41(1): 85-90. (in Chinese)
[18] COMPTON B G, LEWIS J A. 3D-printing of Lightweight Cellular Composites[J]. Advanced Materials, 2014, 26(34): 5930-5935.
[19] CAMINERO M A, CHACON J M, GARCIA-MORENO I, et al. Impact Damage Resistance of 3D Printed Continuous Fibre Reinforced Thermoplastic Composites Using FIlsed Deposition Modelling[J]. Composites Pan B: Engineering, 2018, 148: 93-103.
[20] AZAROV A V,ANTONOV F K, GOLUBEV M V, et al. Composite 3D Printing for the Small Size Unmanned Aerial Vehicle Structure[J]. Composites Pan B: Engineering, 2019, 169: 157-163.
[21] MUELLER I, COURTY D, SPIELHOFER M, et al. Mechanical Properties of Interfaces in Inkjet 3D Printed Single- and Multi-Material Parts[J]. 3D Printing and Additive Manufacturing, 2017, 4(4): 193-199.
[22] 樊学武, 马臻, 陈荣利, 等. 偏视场用三反射系统的一次杂光问题研究[J]. 光子学报, 2004, 33(8): 960-962. FAN Xuewu, MA Zhen, CHEN Rongli, et al. Study on Stray-light of the Three-mirror Optical System Used in Field Bias[J]. Acta Photonica Sinica, 2004, 33(8): 960-962. (in Chinese)
[23] 高郭鹏, 熊望娥, 甘玉泉, 等. R-C系统消杂散光设计与效果评估[J]. 光学仪器, 2009, 31(5): 36-39 GAO Guopeng, XIONG Wange, GAN Yuquan, et al. Design and Estimation of Suppressing Stray Light in R-C System[J].Optical Instruments, 2009, 31(5): 36-39. (in Chinese)
[24] 赵峰, 李涤尘, 靳忠民, 等. PEEK 熔融沉积成形温度对零件拉伸性能的影响[J]. 电加工与模具, 2015(5): 43-47. ZHAO Feng, LI Dichen, JIN Zhongmin, et al. Effect of PEEK Fused Deposition Modeling Temperature on Tensile Properties of Parts[J]. Electromaching & Mould, 2015(5): 43-47. (in Chinese)
A Baffle Manufacturing Technology Based on 3D Printing for the Secondary Mirror Space Cameras
MENG Hongtao YIN Yongxia LI Haopeng SUN Jian QIU Quanshui GUO Zhisong LIU Yangtong
(Beijing Institute of Space Mechanics & Electricity, Beijing 100094, China)
In view of the problems of difficult process, long cycle and high cost in the manufacture for the traditional composite material molding process, this paper proposes a manufacturing technology based on 3D printing using anon-metallicbaffle for the secondary mirror of space cameras. Firstly, the structure characteristics of the bafflewere analyzed, and then its manufacturing process scheme was introduced and compared with the traditional scheme. Finally, the development results, the product mechanical test and in-orbit application effect were discussed. The results show that the baffle manufacturing technology makes the traditional complex manufacturing process in sequence, and can meet the in-orbitperformance requirements, with no mold, low cost, and short manufacturing cycle.
PEEK; secondary mirror baffle; 3D printing technology; space remote sensor
TB330.1
A
1009-8518(2023)05-0046-08
10.3969/j.issn.1009-8518.2023.05.006
2022-09-29
孟洪涛, 殷永霞, 李皓鹏, 等. 一种基于3D打印的遥感相机次镜遮光罩的制造技术[J]. 航天返回与遥感, 2023, 44(5): 46-53.
MENG Hongtao, YIN Yongxia, LI Haopeng, et al. A Baffle Manufacturing Technology Based on 3D Printing for the Secondary Mirror Space Cameras[J]. Spacecraft Recovery & Remote Sensing, 2023, 44(5): 46-53. (in Chinese)
(编辑:夏淑密)
