GCr15SiMn贝氏体轴承钢超声滚压表层组织与性能
2023-11-06安容升程志潘金芝陈春焕刘鹏涛任瑞铭
安容升,程志,b*,潘金芝,b,陈春焕,b,刘鹏涛,b,任瑞铭,b
GCr15SiMn贝氏体轴承钢超声滚压表层组织与性能
安容升a,程志a,b*,潘金芝a,b,陈春焕a,b,刘鹏涛a,b,任瑞铭a,b
(大连交通大学 a.材料科学与工程学院 b.辽宁省轨道交通关键材料重点实验室,辽宁 大连 116028)
研究超声滚压加工对贝氏体轴承钢的影响,并分析超声滚压工艺参数对贝氏体轴承钢试样表层组织及性能的影响规律,为提升贝氏体轴承表面性能提供理论及试验依据。通过超声滚压加工前后试样对比分析,确定超声滚压处理技术对贝氏体轴承钢组织性能的提升;通过单因素试验法,研究超声滚压工艺试样组织、性能的影响规律;通过表面与截面组织相结合的方法,分析贝氏体轴承钢组织的类别特征。根据试样表面状态可将原始试样分为3类:细晶层存在表面微裂纹的截面组织、细晶层无裂纹的截面组织及无细晶层截面组织。超声滚压后,3类截面组织均产生塑性变形层,无细晶层截面组织形成的塑性变形层最厚。超声滚压处理后,存在于原始试样表面的机加工纹理变细,犁沟变浅;试样表面粗糙度降幅可达75%,试样表面硬度增幅为4%,且试样表面产生了约90 μm硬化层。相同静压力下,随电流增加,试样表面粗糙度显著降低,塑性变形层显著增加,硬度、硬化层深度增加但增幅较小;相同电流下,随静压力增加,试样表面硬度、塑性变形层深度、硬化层深度及表面硬度增加,粗糙度变化不大。
GCr15SiMn贝氏体轴承钢;表面超声滚压处理;细晶层;表面性能;表层组织
在当今机械生产中,轴承由于其支撑设备各部分旋转,降低运行中的摩擦从而保证旋转精度的特点,被称为“机械的关节”。而轴承的失效决定了机械的运行状态甚至是运行安全,受到了广泛关注。根据其失效形式的不同,可将轴承的时效类型分为强度失效、疲劳失效、腐蚀失效、磨损失效等[1-5]。其中滚动接触疲劳有着很高的发生率[6],它会使试样在往复的应力作用下产生疲劳裂纹,进一步出现麻点剥落,最终完全失效。
研究表明,贝氏体钢(主要为下贝氏体钢)在维持较高硬度的同时,又具有很高的韧性,优异的综合性能使其在抗滚动接触疲劳方面展现出极大的优势[7-10],在轴承制造行业引起了广泛关注。学者们研究了纳米贝氏体钢在滚动接触条件下的疲劳行为及失效机理,发现其滚动接触疲劳寿命比传统的马氏体钢种甚至可以高出1倍[11-12],微观状态下铁素体板条之间保留着高碳残余奥氏体薄膜,使得此种组织具有很高的硬度的同时具有很高的韧性,疲劳性能更加优异。然而,其制备过程较为繁琐,一个完整的制备过程需约60 d甚至更久;且因其等温转变温度很低,在长时间的等温转变过程中,碳从贝氏体铁素体向奥氏体中的扩散一旦控制失准,容易导致室温下残余奥氏体的不稳定[13]。针对轴承钢滚动接触疲劳失效机制,对轴承钢表面进行强化处理,可以在提高材料表面性能的同时,有效降低成本。超声滚压处理技术作为一种先进的表面强化方法,操作简单,效率高,可以被应用于各种材料中,包括硬脆的陶瓷、金刚石材料及各种金属材料,且其可以在提高材料表面粗糙度的同时,表面强度的提升远远优于传统滚压技术[14-17]。刘宇等[18]的研究表明,超声滚压技术作为一种新型的滚压技术,可以极大程度上地消除材料表面的残余拉应力,并引入残余压应力,更加有效地提升表面强度。Zhao等[19]发现钛合金TC11经超声滚压处理后其高周疲劳寿命比未处理件提升了近19.3%,且它们的疲劳裂纹源差异显著,未处理试样裂纹源均位于表面或亚表面区,而经过超声滚压处理后的试样裂纹源更靠近试样中心位置,其原因为超声滚压后TC11表面晶粒得到细化且表面存在残余应力及硬度层。Ye等[20]对304不锈钢进行了超声滚压处理,处理后材料在100 μm处产生了高密度的变形孪晶,这些变形孪晶内存在大量位错缠结和位错源,使其硬度及残余应力提高;此外,马氏体占比沿深度方向呈现出梯度变化的特征,保证了界面强度,从而防止产生颈缩,在维持其高强度的同时保证了其塑性。超声滚压技术可以有效提升材料表面粗糙度,预置残余压应力,在提升材料滚动接触疲劳性能方面表现出极大的潜力。但当前对贝氏体轴承钢的超声滚压处理方面的研究,还未见报道。
本文选择GCr15SiMn贝氏体轴承钢座圈试样,使用数控机床对其加工,分析试样组织、性能在加工过程中的变化,并研究了超声滚压工艺对贝氏体轴承钢试样表层组织及性能的改变,为提升贝氏体轴承接触疲劳寿命给出现实参考。
1 试验材料与方法
本试验采用GCr15SiMn贝氏体轴承钢,图1为试样原始组织,其微观组织为针状贝氏体、球状碳化物及微量残余奥氏体。轴承座圈的厚度与内、外圈直径分别为10、42、60 mm。
首先,对贝氏体轴承座圈端面进行超声滚压处理,所采用的华云豪克能H+CK6150型超声滚压数控车床实物图及加工原理图如图2所示。由于设备超声滚压振动频率为固定的29 kHz,进给量对试样的影响很小,且主轴转速是定值,故以上参数在此不作为变量单独研究,只对电流和静压力对试样组织及性能的影响进行研究分析,选取的工艺参数如表1所示。其中,电流变化主要影响超声滚压振幅,振幅范围大致在5~8 μm。使用ZEISS SUPRA 55型场发射扫描电镜对超声滚压处理前后试样表面及截面层组织进行观察。为了更好地利用扫描电子显微镜对试样进行观察,选择硅溶胶机械化学联合抛光的方法对试样进行腐蚀[21]。利用JD520便携式粗糙度测试仪测量试样表面,每个试样的测量随机选取5个位置,取其平均值作为最终粗糙度值。由于试样有效宽度为7 mm,而超声滚压加工条带宽约5 mm,因此,测量时在超声滚压加工条带中心处沿径向方向选取2.5 mm进行测量以保证数值的有效性。利用SonoDur SONO-1M超声波硬度仪、FM-700型显微硬度测试仪对试样表面洛氏硬度及表层硬度梯度进行测验,显微硬度试验所加载荷为50 g,保荷时间为15 s。

图1 试样原始组织

图2 超声滚压数控车床及原理图
表1 超声滚压工艺参数

Tab.1 Ultrasonic rolling process parameters
2 结果与分析
2.1 试样表面形貌对比
原始及超声滚压加工试样的表面及三维立体形貌如图3所示。由于不同超声滚压工艺下试样的表面形貌差异不大,故选取7#试样与原始试样进行对比分析。如图3a所示,原始试样表面形貌存在粗大、深浅不一的犁沟状机加工纹理,表现为高低不平的长条状的凸峰和凹谷。条带状峰与谷的高度差决定了试样的表面光洁度,因此,原始试样表面粗糙度较大,为0.151 μm。图3b为超声滚压处理后试样表面形貌,试样经加工后更加平整,表面条纹更加细小,犁沟更浅,磨削条纹间的距离减小,试样光洁度显著提高,粗糙度值降低为0.037 μm。图3c~d为超声滚压处理前后试样表面莱卡三维立体形貌,处理前试样表面凹凸不平,表面粗糙度整体偏高,经超声滚压处理后,表面变得平整光滑,且表面粗糙度大幅降低。
2.2 试样表面组织对比
未处理及处理后试样表面组织的扫描电镜照片如图4所示,由于不同工艺下超声滚压处理后试样表面组织分布规律较为相似,因此选择7#试样与未经处理的原始试样表面比较。从图4a可以看到,未经超声滚压处理的试样磨削犁沟周围可以清晰观察到区别于原始基体组织的细晶组织,且犁沟深处存在细小的微裂纹,主要是由于轴承座圈在最终的磨削加工中造成的。试样经超声滚压后,表面组织排布规律与原始试样相同,同样可分为基体组织及细晶组织,但表面犁沟明显变细、变浅,且表面裂纹数量大幅下降,更加平坦。这是因为试样材料在经超声滚压加工后,会出现少量的弹性回复和一定量的塑性形变,这种形变带来的流动效应可以减少材料表面的高低差,大大降低了表面粗糙度,从而提升材料表面性能[22]。

图3 试样表面形貌及三维立体形貌:a、c)原始试样;b、d)超声滚压处理后试样

图4 超声滚压处理前后表面组织
2.3 试样表层截面组织
观察试样的微观组织,可以总结整理出3种不同特征的组织结构。根据表面有无细晶层及是否有表面裂纹可将其分为以下3类:细晶层存在表面微裂纹的截面组织、细晶层无裂纹的截面组织和无细晶层截面组织。3类原始和其各自经超声滚压处理后对应的截面组织如图5所示。
图5a1对应的是表面细晶层无裂纹的原始截面组织,细晶层沿深度方向分布不均匀,平均厚度约2 μm。图5b1为对应的超声滚压处理后截面组织,可以看到,经超声滚压处理后在试样截面次表面存在塑性变形层,产生的塑性变形层厚度与表面细晶层厚度有关。表面细晶层越厚,在次表面产生的塑性变形层厚度越小,塑性变形层最厚处约1.5 μm。
图5a2为细晶层存在表面裂纹的截面组织,表面破碎不平整且在深约1 μm处存在磨削裂纹,裂纹平行于表面发展。细晶组织分布于裂纹两侧,且在细晶层下部存在约0.5 μm厚的塑性变形层,可以看到此类原始截面组织沿深度方向上组织均匀性较差。图5b2是对应的超声滚压处理后截面组织。观察发现,原存在裂纹位置的表面细晶产生了剥离,在试样表面产生浅层剥离,由于表面没有细晶层抵抗塑性变形,所以在超声滚压处理作用下,塑性变形层较厚,约2 μm,去除原始组织中已经存在的约0.5 μm厚的塑性变形层,其经超声滚压处理后产生的塑性变形层厚度约为1.5 μm。
图5a3为无细晶层的原始截面组织,表面较为平整,几乎无细晶层且无微裂纹,截面组织沿深度方向无组织形态的变化,形态较为均匀。此类截面组织经超声滚压处理后的形态如图5b3所示,可以观察到试样表面产生了明显的塑性变形层,流变方向一致,厚度约1.8 μm。
总结这3类原始及超声滚压处理后截面组织的表面微裂纹、细晶层和塑性变形情况,并结合表面组织观察可以发现,表面微裂纹一般出现在细晶区;细晶层越厚,超声滚压处理后预置的塑性变形层越不明显,厚度越小;无细晶层时,超声滚压预置塑性变形层最容易,厚度最大。表面细晶层是由于试样经最终加工工序,即磨削加工过程中由于磨削热和磨削力作用产生的一种硬而脆的组织。研究发现,磨削层内易出现微裂纹,使得表面质量下降、抗疲劳性能和疲劳寿命降低[23-24]。因此,经磨削产生的裂纹一般出现在细晶区,而无细晶处截面组织一般无裂纹。

图5 试样截面组织:a1)表面细晶层无裂纹的原始截面组织;a2)细晶层存在表面裂纹的原始截面组织;a3)无细晶层的原始截面组织;b1~b3)3类原始截面对应的超声滚压加工试样截面组织
2.4 工艺参数对试样表面粗糙度的影响
测量试样表面粗糙度,得到原始试样的表面粗糙度约为0.151 μm,经超声滚压处理后,试样表面粗糙度在不同工艺下的值为0.037~0.074 μm,最高可降低75%。不同超声滚压工艺下得到的试样表面粗糙度值及其变化趋势如图6a~b所示,图6a是静压力恒为200 kg时,不同电流对试样表面粗糙度值的影响;图6b为电流恒定为1.5 A时,不同静压力对试样表面粗糙度的影响。根据图中的曲线变化不难发现,试样的值随电流的增加逐渐下降,且下降趋势显著;而随着静压力的增加,试样值降低幅度很低,且有极小值,继续增加静压力时值保持不变。超声滚压工艺中,电流与静压力对试样表面粗糙度的影响程度不同。相比于静压力,电流在超声滚压处理中对试样表面粗糙度的改善效果更好。这是因为电流增加,超声滚压过程中产生的振幅和频率增加,在试样表面施加的动态载荷加大,从而更加有效降低表面粗糙度[25]。
目前已有研究得出,轴承材料表面粗糙度的大小是影响滚动轴承接触疲劳寿命的重要因素[26-27]。一方面,在轴承运转过程中,表面粗糙度会影响油膜形成能力甚至改变润滑机制[28],从而影响轴承疲劳寿命;另一方面,表面粗糙度会影响接触面载荷分布从而提高疲劳寿命。轴承试样运行过程中,微观层面上试样表面峰先于谷被接触,表面峰处受到更高的载荷,故在峰位置的受力更加集中,从而加快此处的疲劳进程。因此,一般情况下,表面粗糙度与接触疲劳寿命的大小成反比。表面超声滚压处理会改善试样表面峰谷间的差距,产生良性的塑性流变来改善表面峰的受力情况,从而大幅提高轴承工作能力。

图6 不同超声滚压工艺对应试样表面粗糙度
2.5 工艺参数对试样表面及表层硬度的影响
采用超声波硬度计原始及超声滚压处理后试样表面进行了洛氏硬度测量。结果表明,通过对原始不同位置多次进行测量,测得的表面洛氏硬度值差距较大,其值为58~60.9HRC,差值约3HRC,平均为59.8HRC。经超声滚压处理后,试样表面洛氏硬度值范围为61.8~63.5HRC,差值为1.7HRC。可以看出原始试样表面不同位置硬度值的离散程度较大;试样经超声滚压处理后,试样表面硬度的离散度显著降低。图7为不同超声滚压工艺参数下试样表面硬度的变化情况:固定静压力仅增加电流时,试样表面硬度小幅上升,上升幅度约为0.4HRC;电流不变,静压力增大时,试样表面硬度增幅明显,达到1.4HRC。不难看出,静压力对试样表面硬度的提高效果大于电流。
采用显微硬度仪原始及超声滚压处理后试样表层160 μm深度范围内显微硬度进行了测量,结果如图8所示。为了排除试样表面测量时出现的误差,选取的初始位置为距表面30 μm处。可以看到,原始试样在初始测量点的显微硬度最高,为697HV,随深度的增加其值略有降低,至60 μm处保持平稳,平均值为688HV。经处理后,试样表面显微硬度值显著提升,并随着深度增加显微硬度值下降明显,在90 μm处其值趋于稳定并与原始试样值基本一致。试样经超声滚压处理后产生了约90 μm的硬化层,且产生的硬化层深度较稳定,工艺参数的改变对其影响不大。观察各工艺参数下硬度梯度曲线发现,图8a中硬度梯度曲线重合度较高,只改变电流时,随其增加硬度略有增加,硬化层深度随电流工艺的改变量较小;图8b中硬度梯度曲线重合度较低,只改变静压力时,不仅硬度随静压力的增幅较高,硬化层深度也存在小幅增加。高频的表面动载会对试样造成加工硬化及压缩形变,这会引起试样晶粒组织细化,且使材料表面引入残余压应力[29]。残余压应力的引入会提高试样表面的硬度,且残余应力值越高,试样表层显微硬度越高[30]。根据现有研究发现证明,表面显微硬度是影响材料疲劳性能的主要因素,表面显微硬度越高,试样疲劳性能越好[31]。因此,超声滚压技术可以通过提高试样表面硬度的方式提高试样滚动接触疲劳寿命和工作能力。
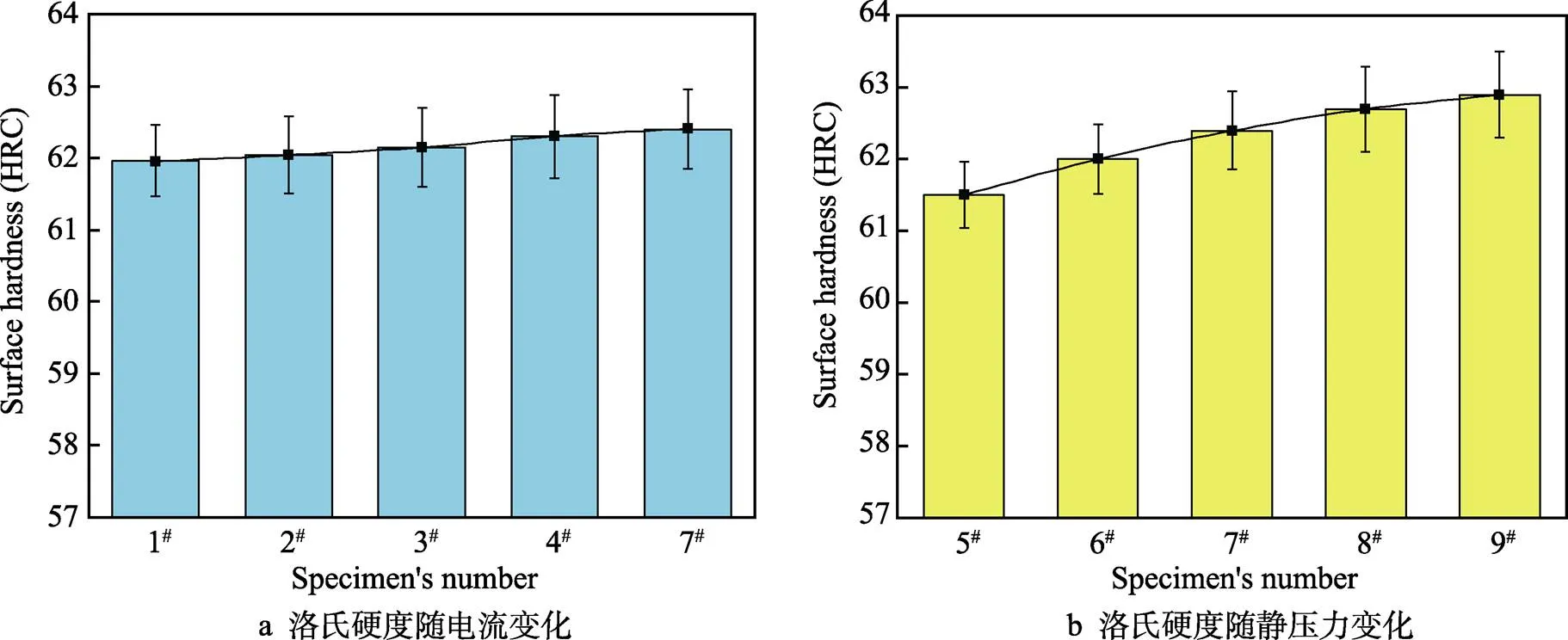
图7 超声滚压不同工艺试样硬度变化

图8 不同工艺超声滚压前后试样表层显微硬度梯度
2.6 不同工艺参数下塑性变形层变化规律
如前所述,细晶层越厚,超声滚压处理后预置的塑性变形层越不明显,厚度越小;无细晶层时,超声滚压预置塑性变形层最容易,厚度最大,因此无细晶层截面组织的试样经超声滚压处理后产生的塑性层最明显。故选择无细晶层截面组织的试样进行不同超声滚压工艺的对比,探究不同工艺对试样塑性变形层的影响,图9为对应的截面组织。本次试验中选取的工艺参数分别为3#、7#、9#,对应图中的b~d截面组织,a为原始组织。3种工艺参数已在图下标注,工艺编号越大,代表着工艺参数越高。
选取的原始试样组织均匀,表面未发现明显的塑性变形层,贝氏体分布较为杂乱且无明显流变现象。3种工艺下超声滚压处理后的试样均产生了表面塑性流变层,其中3#工艺处理产生的塑性变形层厚度最小,约1 μm;9#工艺处理下产生的塑性变形层厚度最大,约为2 μm;7#工艺处理产生的塑性变形层厚约1.5 μm。可知,电流与静压力越大,超声滚压处理产生的塑性变形层越深。

图9 试样不同工艺处理截面组织
3 结论
1)根据试样表面有无细晶层和表面有无裂纹情况将其分为3类:细晶层存在表面微裂纹的截面组织、细晶层无裂纹的截面组织及无细晶层截面组织。经超声滚压处理后,这3类截面组织均形成了塑性变形层。表面微裂纹一般出现在细晶区;细晶层越厚,超声滚压处理后预置的塑性变形层越不明显,厚度越小,且产生的塑性变形层存在于次表面;无细晶层时,超声滚压预置塑性变形层最容易,厚度最大。
2)超声滚压处理后试样表面更加平整,机加工纹理明显更加细小,犁沟深度变浅,表面粗糙度由原始的0.151 μm降低至最低0.037 μm,降幅最高为75%。超声滚压工艺中,电流对试样表面粗糙度的影响更大。
3)超声滚压处理可以改善试样表面硬度分布,减小试样不同位置表面硬度值之间的差值。原始试样表面洛氏硬度为59.8HRC,处理后提升为62.5HRC,提升幅度为4%。原始试样显微硬度随深度增加变化不大,经超声滚压处理后,试样表层预置了约90 μm硬化层,且在深度方向上存在硬度梯度。静压力对试样硬度的影响最大。
[1] 周承恩, 洪友士. GCr15钢超高周疲劳行为的实验研究[J]. 机械强度, 2004, 26(S1): 157-160. ZHOU Cheng-en, HONG You-shi. Experimental Investigation on very-High-Cycle Fatigue of GCr15 Steel[J]. Journal of Mechanical Strength, 2004, 26(S1): 157-160.
[2] 张宏敏. GCr15/45#钢润滑工况下的摩擦磨损特性研究[D]. 成都: 西南交通大学, 2010. ZHANG Hong-min. The Research on Friction and Wear Characteristics of GCr15/45# Steel under Oil Lubrication[D]. Chengdu: Southwest Jiaotong University, 2010.
[3] 王勇华, 朱华, 吴兆宏, 等. 滑动对GCr15钢磨损行为的影响[J]. 机械工程材料, 2006, 30(6): 23-25. WANG Yong-hua, ZHU Hua, WU Zhao-hong, et al. Wear of GCr15 Steel in Coupling of Rolling and Sliding[J]. Materials for Mechanical Engineering, 2006, 30(6): 23-25.
[4] 植柏宇. 超声加载频率对GCr15钢超高周疲劳性能的影响[D]. 成都: 西南交通大学, 2010. ZHI Bai-yu. Effect of Ultrasonic Frequency on Giga- Cycle Fatigue Properties for GCr15 Steel[D]. Chengdu: Southwest Jiaotong University, 2010.
[5] 洪友士. 加载频率对高强钢GCr15超高周疲劳行为的影响[C]//第十八届全国疲劳与断裂学术会议论文摘要集. 郑州: [出版者不详], 2016: 47-48. HONG You-shi. Effect of Loading Frequency on Very- High-Cycle Fatigue of a High Strength Steel GCr15[C]// Proceedings of the 18th National Conference on Fatigue and Fracture. Zhengzhou: [n. s.], 2016: 47-48.
[6] 郭浩, 雷建中, 扈林庄. 滚动轴承接触疲劳失效的影响因素及其研究现状[J]. 失效分析与预防, 2019, 14(3): 206-211. GUO Hao, LEI Jian-zhong, HU Lin-zhuang. Influencing Factors of Contact Fatigue Failure of Rolling Bearings and Their Research Status[J]. Failure Analysis and Prevention, 2019, 14(3): 206-211.
[7] 张增歧, 刘耀中, 樊志强. 贝氏体等温淬火及其在轴承上的应用[J]. 金属热处理学报, 2002, 23(1): 57-60, 76. ZHANG Zeng-qi, LIU Yao-zhong, FAN Zhi-qiang. Austempering and Its Application in Bearing[J]. Transactions of Metal Heat Treatment, 2002, 23(1): 57-60, 76.
[8] 刘耀中, 江涛. GCr15钢贝氏体淬火及其在铁路轴承上的应用[J]. 轴承, 1994(9): 32-37. LIU Yao-zhong, JIANG Tao. Bainite Quenching of GCr15 Steel and Its Application in Railway Bearings[J]. Bearing, 1994(9): 32-37.
[9] BHADESHIA H K D H. Steels for Bearings[J]. Progress in Materials Science, 2012, 57(2): 268-435.
[10] 江涛, 梅亚莉, 雷建中, 等. 高碳铬轴承钢贝氏体淬火工艺的应用[J]. 轴承, 1998(3): 15-18, 45. JIANG Tao, MEI Ya-li, LEI Jian-zhong, et al. Research and Application of Bainite Quenching Technology for High-Carbon-Chrome Bearing Steel[J]. Bearing, 1998(3): 15-18, 45.
[11] 张福成, 郑炀曾, 赵品, 等. 表面具有硬贝氏体组织齿轮的制造工艺: CN1944715A[P]. 2009-06-24. ZHANG Fu-cheng, ZHENG Qiu-zeng, ZHAO Pin, et al. Process for Producing Gear with Hard Bainite Structure on Surface: CN1944715A[P]. 2009-06-24.
[12] 张朋, 张福成, 王天生. 渗碳20CrMnMoAl钢表面硬贝氏体的制备及其组织特征[J]. 金属学报, 2011, 47(8): 1038-1045. ZHANG Peng, ZHANG Fu-cheng, WANG Tian-sheng. Preparation and Microstructure of Hard Bainite in Surface Layer of Carburized 20CrMnMoAl Steel[J]. Acta Metallurgica Sinica, 2011, 47(8): 1038-1045.
[13] TIMOKHINA I B, BELADI H, XIONG X Y, et al. Nanoscale Microstructural Characterization of a Nanobainitic Steel[J]. Acta Materialia, 2011, 59(14): 5511-5522.
[14] 郑建新, 罗傲梅, 刘传绍. 超声表面强化技术的研究进展[J]. 制造技术与机床, 2012(10): 32-36. ZHENG Jian-xin, LUO Ao-mei, LIU Chuan-shao. Development of Ultrasonic Surface Enhancement Technique[J]. Manufacturing Technology & Machine Tool, 2012(10): 32-36.
[15] WANG Ting, WANG Dong-po, LIU Gang, et al. Investigations on the Nanocrystallization of 40Cr Using Ultrasonic Surface Rolling Processing[J]. Applied Surface Science, 2008, 255(5): 1824-1829.
[16] 叶寒, 赖刘生, 李骏, 等. 超声滚压强化7075铝合金工件表面性能的研究[J]. 表面技术, 2018, 47(2): 8-13. YE Han, LAI Liu-sheng, LI Jun, et al. Surface Properties of 7075 Aluminum Alloy Workpieces after Ultrasonic Burnishing Processing[J]. Surface Technology, 2018, 47(2): 8-13.
[17] 刘乐平, 严亚骏, 彭玉安, 等. 铝合金零件超声滚压换能器设计及仿真分析[J]. 机械设计与制造, 2016(1): 98-100, 104. LIU Le-ping, YAN Ya-jun, PENG Yu-an, et al. The Design and Simulation Analysis of Ultrasonic Rolling Transducer for Aluminum Alloy Parts[J]. Machinery Design & Manufacture, 2016(1): 98-100, 104.
[18] 刘宇, 王立君, 王东坡, 等. 超声表面滚压加工40Cr表层的纳米力学性能[J]. 天津大学学报, 2012, 45(7): 656-661. LIU Yu, WANG Li-jun, WANG Dong-po, et al. Nano Mechanical Properties of 40Cr Surface Layer after Ultrasonic Surface Rolling Processing[J]. Journal of Tianjin University, 2012, 45(7): 656-661.
[19] ZHAO Xiao-hui, XUE Gui-lian, LIU Yu. Gradient Crystalline Structure Induced by Ultrasonic Impacting and Rolling and Its Effect on Fatigue Behavior of TC11 Titanium Alloy[J]. Results in Physics, 2017, 7: 1845-1851.
[20] YE Chang, TELANG A, GILL A S, et al. Gradient Nanostructure and Residual Stresses Induced by Ultrasonic Nano-Crystal Surface Modification in 304 Austenitic Stainless Steel for High Strength and High Ductility[J]. Materials Science and Engineering: A, 2014, 613: 274- 288.
[21] 潘睿, 陈春焕, 任瑞铭. 一种白层组织的扫描电镜样品制备方法: CN105242075A[P]. 2016-01-13. PAN Rui, CHEN Chun-huan, REN Rui-ming. Preparation Method for Scanning Electron Microscope Sample of White Layer Texture: CN105242075A[P]. 2016-01-13..
[22] 曹凤国. 超声加工技术[M]. 北京: 化学工业出版社, 2005. CAO Feng-guo. Ultrasonic Machining Technology[M]. Beijing: Chemical Industry Press, 2005.
[23] 张静江. GCr15轴承钢磨削变质层的研究[J]. 理化检验物理分册, 1983, 19(2): 12-17. ZHANG Jing-jiang. Study on Grinding Metamorphic Layer of GCr15 Bearing Steel[J]. Physical Testing and Chemical Analysis (Part A (Physical Testing)), 1983, 19(2): 12-17.
[24] 汪雅棋, 沈超明, 朱治愿. GCr15SiMn轴承钢的组织性能研究[J]. 热加工工艺, 2012, 41(24): 121-123. WANG Ya-qi, SHEN Chao-ming, ZHU Zhi-yuan. Study on Microstructure and Properties of GCr15SiMn Bearing Steel[J]. Hot Working Technology, 2012, 41(24): 121-123.
[25] 高心寰, 潘金芝, 陈春焕, 等. GCr15SiMn轴承钢超声滚压表层组织及性能分析[J]. 表面技术, 2022, 51(3): 262-270. GAO Xin-huan, PAN Jin-zhi, CHEN Chun-huan, et al. Analysis of Surface Microstructures and Properties of GCr15SiMn Bearing Steel Processed by Ultrasonic Rolling Technology[J]. Surface Technology, 2022, 51(3): 262-270.
[26] UEDA T, MITAMURA N. Mechanism of Dent Initiated Flaking and Bearing Life Enhancement Technology under Contaminated Lubrication Condition. Part II: Effect of Rolling Element Surface Roughness on Flaking Resulting from Dents, and Life Enhancement Technology of Rolling Bearings under Contaminated Lubrication Condition[J]. Tribology International, 2009, 42(11-12): 1832-1837.
[27] VRBKA M, KŘUPKA I, ŠAMÁNEK O, et al. Effect of Surface Texturing on Lubrication Film Formation and Rolling Contact Fatigue within Mixed Lubricated Non- Conformal Contacts[J]. Meccanica, 2011, 46(3): 491-498.
[28] 季少华, 陈光, 赵红平, 等. 预制表面缺陷对钢滚动接触疲劳性能的影响[J]. 清华大学学报(自然科学版), 2007, 47(2): 288-292, 300. JI Shao-hua, CHEN Guang, ZHAO Hong-ping, et al. Effects of Surface Defects on Rolling Contact Fatigue in 10Cr4Ni4Mo4V[J]. Journal of Tsinghua University (Science and Technology), 2007, 47(2): 288-292, 300.
[29] LAI Fu-qiang, QU Sheng-guan, LEWIS R, et al. The Influence of Ultrasonic Surface Rolling on the Fatigue and Wear Properties of 23-8N Engine Valve Steel[J]. International Journal of Fatigue, 2019, 125: 299-313.
[30] ARUN PRAKASH N, GNANAMOORTHY R, KAMARAJ M. Microstructural Evolution and Mechanical Properties of Oil Jet Peened Aluminium Alloy, AA6063-T6[J]. Materials & Design, 2010, 31(9): 4066-4075.
[31] 杨慎亮, 李勋, 王子铭, 等. TC4侧铣表面完整性对试件疲劳性能的影响[J]. 表面技术, 2019, 48(11): 372-380.YANG Shen-liang, LI Xun, WANG Zi-ming, et al. Influence of Side Milling on Surface Integrity and Fatigue Behavior of TC4 Specimens[J]. Surface Technology, 2019, 48(11): 372-380.
Effect of Ultrasonic Rolling Process on Surface Microstructures and Properties of GCr15SiMn Bainitic Bearing Steel
a,a,b*,a,b,a,b,a,b,a,b
(a. School of Material Science and Engineering, b. Key Laboratory of Key Material of Rail Transit in Liaoning Province, Dalian Jiaotong University, Liaoning Dalian 116028, China)
In contemporary mechanical production, bearings are referred to as "mechanical joints" because they support the rotation of various equipment components, reduce friction during usage, and ensure rotational precision. The failure of bearings, which affects the machine's operational state and potentially its safety, has drawn a lot of attention. Bainitic steel (especially lower bainitic steel) demonstrates significant benefits in rolling contact fatigue resistance due to its high hardness, toughness, and excellent comprehensive qualities. This work involved applying the ultrasonic rolling method to the surface treatment of bainitic bearing steel and examining how it affected the surface microstructures and properties of the GCr15SiMn bainitic bearing steel. The surface microstructures and properties of the race specimens of bainite bearings were compared and analyzed before and after the ultrasonic rolling treatment, and the effects of different ultrasonic rolling processes (current and static pressure) on the surface microstructures and properties of the samples were investigated, which offered a theoretical and experimental foundation for enhancing contact fatigue resistance and service life of GCr15SiMn bainite bearings. The three-dimensional morphology, surface morphology and cross section of the sample surface before and after ultrasonic rolling were observed with a Leica three-dimensional microscope and a scanning electron microscope, and the surface roughness and microhardness were measured with a roughness meter and a microhardness tester. The surface and cross-sectional microstructures of samples subjected to ultrasonic rolling with different parameters were analyzed. The results indicated that the surface condition of the original samples could be categorized into three types: cross section with surface microcracks in the fine-grained layer, cross section without cracks in the fine-grained layer, and cross section without the fine-grained layer. The ultrasonic rolling process created a plastic deformation layer in the three types of cross sections, and the thickness of the resulting plastic deformation layer was proportional to the fine crystalline layer of the surface, with the cross section without the fine-grained layer possessing the thickest layer. The cross section with surface microcracks in the fine-grained layer was fragmented and uneven, and there were grinding cracks at a depth of approximately 1 μm that extend parallel to the surface. The fine-grained structure was distributed on both sides of the crack, and the lowest portion of the fine-grained layer contained an approximately 0.5 μm thick plastic deformation layer. The surface of the original cross section without the fine-grained layer was generally flat, with nearly no microcracks, and there was a uniform structure morphology along the depth direction. After ultrasonic rolling, the surface's machined texture became thinner, and the furrow became shallower. The surface roughness of the sample decreased by 75%, the surface hardness of the sample increased by 4%, and the sample surface created a hardened layer of approximately 90 μm. Although the depth of the hardened layer and surface hardness of the sample increase with an increase in static pressure, the depth of the plastic deformation layer, the hardened layer, and the surface hardness of the sample decrease significantly with the increase of current. However, the depth of the hardened layer and surface hardness of the sample increase significantly with the increase of static pressure.
GCr15SiMn bainitic bearing steel; surface ultrasonic rolling treatment; fine-grained layer; surface properties; surface structure
2022-11-16;
2023-04-07
V261.2
A
1001-3660(2023)10-0430-09
10.16490/j.cnki.issn.1001-3660.2023.10.039
2022-11-16;
2023-04-07
航空科学基金(实验室类)项目;航空科学基金(20200036064001)
Aviation Science Foundation (Laboratory) Program; Aeronautical Science Foundation (20200036064001)
安容升, 程志, 潘金芝, 等. GCr15SiMn贝氏体轴承钢超声滚压表层组织与性能[J]. 表面技术, 2023, 52(10): 430-438.
AN Rong-sheng, CHENG Zhi, PAN Jin-zhi, et al. Effect of Ultrasonic Rolling Process on Surface Microstructures and Properties of GCr15SiMn Bainitic Bearing Steel[J]. Surface Technology, 2023, 52(10): 430-438.
通信作者(Corresponding author)
责任编辑:万长清
