基于智能控制的门座起重机多工况快速切换系统
2023-11-02柳尧
柳 尧
江苏苏港智能装备产业创新中心有限公司
1 引言
门座起重机(以下简称门机)是目前港口散货码头装卸流程中普遍应用的重要设备。在货物种类多样的码头,为了满足多种货物装卸要求,需配置不同装卸类型、不同装卸工况的门座起重机,导致运营成本增加、不常用的门机设备易损坏等后果。因此,研发一种门机多工况快速切换系统,对实现一机多用具有现实意义。
2 系统方案设计
2.1 硬件配置
系统由吊具电缆卷筒、多芯吊具电缆、电磁吸盘、液压抓斗、集装箱吊具、全自动智能切换控制柜、吊具电缆插头、插座、工况设备接线箱等部分组成。
2.1.1 吊具电缆卷筒和多芯吊具电缆
在门机象鼻梁的位置安装一套电缆卷筒装置,通过安装绝对值编码器与变频器实现通讯控制,将起升机构钢丝绳的速度信号传递给电缆卷筒系统,从而保证吊具电缆卷筒中多芯控制电缆随起升钢丝绳同步上下,避免电缆磨损。多芯吊具电缆的缆芯数与集装箱吊具控制系统信号线的缆芯数相等,并作为公共电缆,具体形式见图1。
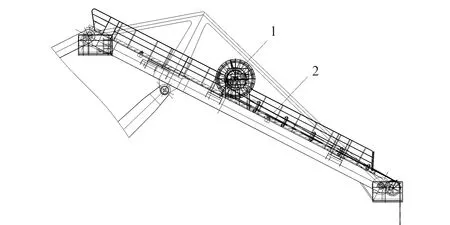
1.吊具电缆卷筒 2.吊具控制多芯电缆图1 吊具电缆卷筒和吊具电缆
2.1.2 电磁吸盘与液压抓斗
电磁吸盘通过使内部线圈接通直流电源产生磁力,经过导磁面板,将接触在面板表面的钢材吸住;线圈失电,磁力消失,从而取下钢材。
液压抓斗是通过液压泵为液压油缸提供动力,从而驱动多个颚板的开合抓取和卸出散状物料的一种吊具装置。外部提供AC 380 V电源给液压泵,当接通正向电时,液压泵闭斗,由于液压泵有保压、泄压保护装置,闭斗通电11 s后断开电源;当接通反向电时,液压泵开斗,散放货物,同样通电11 s后断开,进入下一次循环装卸作业。具体原理图见图2。
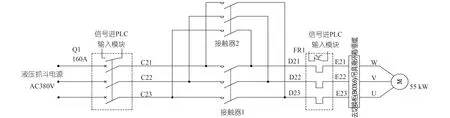
图2 液压抓斗原理图
2.1.3 集装箱吊具
集装箱吊具通过其端部横梁四角的旋锁与集装箱的顶角配件连接,由司机操作控制旋锁的开闭、导板上下、吊具旋转等动作,进行集装箱装卸作业。在门机上配置的集装箱吊具一般为电液驱动的全自动旋转式伸缩吊具,吊具采用伸缩双箱梁结构,能满足20 ft、40 ft国际标准集装箱的装卸。吊具具有旋转和平移调心功能,旋转速度不低于1 r/min,左右平移调心范围为±1 200 mm。吊具锁销(旋锁)采用高强度合金钢制造,设计电气和机械联锁装置,即当锁销位置不到位时,吊具不能起升;锁销没有完全插入集装箱角配件情况下,锁销不能转动;部分旋锁锁在锁孔外部时,吊具不能起升;开锁状态下,出现旋锁挂到障碍物时,吊具不能起升。吊具四角和中部位置还设有导板装置,方便司机快速对其锁孔锁销进行操作。具体接口见表1。
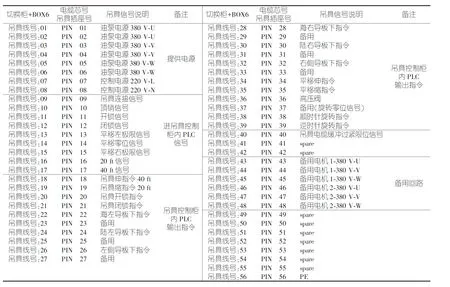
表1 集装箱吊具控制与门机PLC通讯接口
2.1.4 全自动智能切换控制柜
在门机电气房设置一个吊具电缆全自动智能切换控制柜,在各不同工况的设备上配置接线箱,可根据不同工况,自动切换所需的吊具电缆控制回路。
吊具电缆插头采用魏德米勒56芯插头,并在各个工况设备上配置相对应的插座。
切换控制柜内设置3组插排,其输出端的接线端子与多芯吊具电缆的缆芯一一对应连接。其中第一插排的输入端与电磁吸盘控制系统的电磁铁直流电源线连接,第二插排的输入端与液压抓斗控制系统的液压泵交流电源线连接,第三插排的输入端与集装箱吊具控制系统的信号线连接。第一、第二、第三插排和多芯吊具电缆的各路分支电路上分别设有接触器,PLC通过不同的中间继电器分别控制各分支电路上接触器的通断。
2.2 方案实施
在常规机械式抓斗或吊钩装卸门机的基础上,对电路结构进行改进,实现电磁吸盘、液压抓斗和集装箱吊具等不同工况快速切换的功能。将原有电磁吸盘、液压抓斗和集装箱吊具的直流回路、交流回路、信号回路,通过汇流排拆分成多芯回路,到达设备端后,再将拆分的多芯回路按原有规律汇总在一起,从而实现在多工况之间进行快速切换。具体原理见图3。
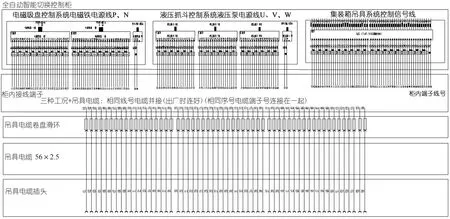
图3 全自动智能切换控制原理图
2.2.1 电磁吸盘控制方案
切换柜第一插排将2芯的电磁铁直流电源线信号拆分成了56芯电缆信号,其中电磁铁直流电源线信号的P相和N相分配的芯数相等,P相通过第一汇流排拆分成了第1~27芯,N相通过第一汇流排拆分成了第28~54芯,第55芯和第56芯设为一个信号反馈点和一个信号公共点。上述电缆经过接触器控制后,接到公共电缆卷筒的吊具电缆中。电磁吸盘接线箱内设有与多芯吊具电缆连接的第四插排,通过第四插排将多芯电缆信号再次汇流为2芯的电磁铁直流电源线信号,接入电磁吸盘的控制回路。电磁吸盘上设有多芯插座,与电缆卷筒上的多芯吊具电缆的插头适配,用于连接多芯吊具电缆和电磁吸盘的接线箱。具体方案接线图见图4。
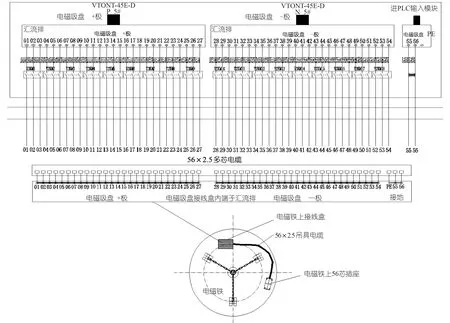
图4 电磁吸盘方案接线图
2.2.2 液压抓斗控制方案
切换柜第二插排将3芯的液压泵交流电源线信号拆分成了56芯电缆信号,其中液压泵交流电源线U相、V相和W相分配的电缆芯数相等,U相通过第二汇流排拆分成第1~18芯,V相通过第二汇流排拆分成第19~36芯,W相通过第二汇流排拆分成37~54芯,第55芯和第56芯设为一个信号反馈点和一个信号公共点。上述电缆经过接触器控制后,接到公共电缆卷筒的吊具电缆中,液压抓斗接线箱内设有与多芯吊具电缆连接的第五插排,通过第五插排将多芯电缆信号汇流为3芯的液压泵交流电源线信号,接入液压抓斗的控制回路;液压抓斗上设有多芯插座,多芯吊具电缆的插头适配,用于连接多芯吊具电缆和液压抓斗的接线箱。具体方案接线图见图5。
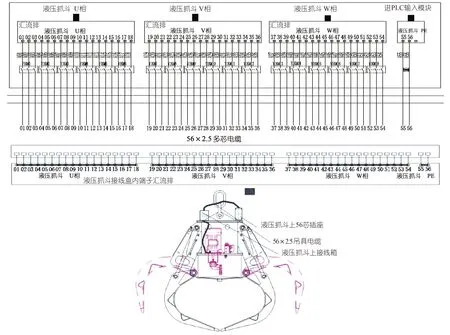
图5 液压抓斗方案接线图
2.2.3 集装箱吊具控制方案
切换柜第三插排将集装箱吊具控制信号线拆分为56芯电缆信号,经过接触器控制后,接到公共电缆卷筒的吊具电缆中。集装箱吊具接线箱内设有与多芯吊具电缆连接的第六插排,通过第六插排将多芯电缆信号根据图纸设计的1~56芯接线顺序接入集装箱吊具的控制回路。集装箱吊具上设有多芯插座,与多芯吊具电缆的插头适配,用于连接多芯吊具电缆和集装箱吊具的接线箱。具体方案接线图见图6。
3 控制操作流程
在门机司机室左联动台上设有多种工况的选择开关,包括抓斗、吊钩、液压抓斗、电磁吸盘、集装箱吊具。
(1)选择“抓斗或吊钩”工况时,通过吊具电缆卷筒手动操作按钮“吊具收缆”,将吊具电缆收到指定位置,并通过回插装置固定。回插装置设有限位保护,只有吊具电缆固定到位后,抓斗或吊钩工况才能正常运行作业;回插装置不固定到位,则起升机构无法运行,防止吊具电缆插头剧烈晃动或插头进水而损坏吊具电缆。
(2)当选择“电磁吸盘”工况时,通过吊具电缆卷筒手动操作按钮“吊具放缆”,将吊具电缆放至地面电磁铁附近,将吊具电缆插头插入电磁铁上电缆插座,接通电磁吸盘系统电源,断开液压抓斗电源和集装箱吊具电源。当电磁铁上插座连接信号反馈正常时,PLC输出中继C410K2运行信号,电磁吸盘吊具电缆回路的Y2KM1~Y2KM18接触器吸合,电磁吸盘系统处于正常状态,可进行装卸作业。
(3)选择“液压抓斗”工况时,操作“吊具放缆”按钮,将吊具电缆放至地面液压抓斗附近,将吊具电缆插头插入液压抓斗上电缆插座,接通液压抓斗系统电源,断开电磁吸盘电源和集装箱吊具电源。当液压抓斗上插座连接信号反馈正常时,PLC输出中继C40K1运行信号,液压抓斗吊具电缆回路的Y1KM1~Y1KM18接触器吸合,液压抓斗系统处于正常状态,可进行装卸作业。
(4)选择“集装箱吊具”工况时,操作“吊具放缆”按钮,将吊具电缆放至地面集装箱吊具附近,将吊具电缆插头插入吊具上电缆插座,接通集装箱吊具系统电源,断开电磁吸盘电源和液压抓斗电源。当吊具上插座连接信号反馈正常时,PLC输出中继C40K3运行信号,集装箱吊具吊具电缆回路的Y3KM1~Y3KM18接触器吸合,吊具系统正常,可进行装卸作业。
(5)当工况选择、电源空开反馈信号、插座连接反馈信号三者不一致时,吊具电缆回路接触器就不吸合,防止烧坏元件或线路。吊具电缆切换控制回路原理图见图7。
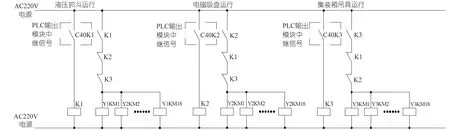
图7 吊具电缆回路自动智能切换控制回路原理图
4 结语
经测试,该系统无需更换线路,全自动智能快速切换不同工况设备的电缆线路,对不同物料进行装卸作业;操作安全、快捷,可减少生产成本,避免单功能设备长期不工作造成的资源浪费以及设备损坏。