轮胎式龙门起重机充胶轮胎挡圈开裂维修方案
2023-11-02李辉辉
李辉辉
天津港欧亚国际集装箱码头有限公司
1 引言
轮胎式龙门起重机(以下简称轮胎吊)作为集装箱码头主要的装卸设备,具有较好的机动性,通常单台轮胎吊配备8条轮胎。但轮胎吊日常面临轮胎漏气、起鼓、破损等问题,日常管理人工投入大,且不能防止或避免轮胎爆胎带来的安全隐患,对正常作业影响大。轮胎充胶工艺可有效解决充气轮胎上述问题,但在进行轮胎充胶工艺修复后,可能会出现轮胎挡圈开裂现象,须对轮胎开裂的挡圈进行及时维修,防止挡圈断开。
2 维修方案
2.1 开裂原因分析
轮胎挡圈装配于轮胎两侧与轮辋之间,主要起到固定轮胎的作用(见图1)。
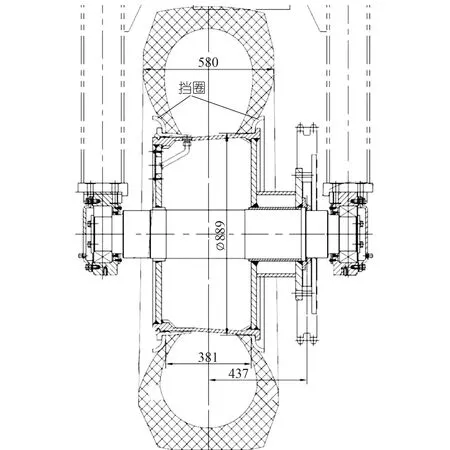
图1 轮胎装配组件
随着充胶轮胎使用年限的增加,陆续有一些轮胎出现挡圈开裂的问题。当轮胎挡圈裂纹发展到一定程度时,挡圈会完全断开,无法起到固定轮胎的作用,此时轮胎不适于继续使用。因轮胎充胶的缘故,对于挡圈断开的轮胎,无法更换挡圈,此时的挡圈严重变形,也无法复原到原来的位置,无法实施维修,以致整个充胶轮胎报废(包括轮胎本身、轮胎内部充填的胶体),带来较大损失。
相较于充气轮胎,挡圈开裂集中在充胶轮胎上。充胶轮胎与充气轮胎相比较,弹性较差,对设备震动载荷的缓冲较差,因而设备运行时,轮胎挡圈受力相对较大,造成挡圈开裂。
2.2 维修要求
从挡圈开裂的原因可知,需要提高挡圈的强度,维修方案需满足以下4点要求:
(1)因轮胎充胶,无法对挡圈进行拆卸,需在充胶轮胎装配件上实施维修。
(2)阻止裂缝进一步扩展。
(3)对裂缝进行维修处理。
(4)提高挡圈整体强度。
(5) 维修时尽量避免或减少对轮胎的损伤。
2.3 维修措施
(1)裂缝钻孔,防扩展。对裂缝末端进行钻孔处理,防止裂纹进一步扩展。钻孔时,注意控制力度及钻孔的深度,避免钻头损伤轮胎。
(2)裂缝打磨维修。采用电磨机磨头打磨裂缝并焊接。裂缝打磨深度控制在合适位置,防止焊接作业时,该部位轮胎壁直接受到较多热量,从而造成轮胎损伤。
(3)设计制作辅助加强挡圈。以61 t轮胎吊所用21.00-35轮胎挡圈为例,设计辅助挡圈。在设计辅助挡圈时,需考虑设计的挡圈与原挡圈的贴合度,且其上下边沿在安装后需要有足够的焊接空间。设计的挡圈本身需要有一定的强度,选取挡圈厚度14 mm,上下预留10 mm焊接空间(见图2)。所设计挡圈仅与原挡圈焊接,以加强原挡圈强度,和轮毂其他位置不发生关联,当轮胎因其他原因破损时,可以按照正常工序拆卸轮胎,轮毂的其他部件仍能够正常使用。原挡圈材质为锰钢,考虑挡圈强度以及焊接工艺的需要,加强挡圈选用Q345B钢板制作。
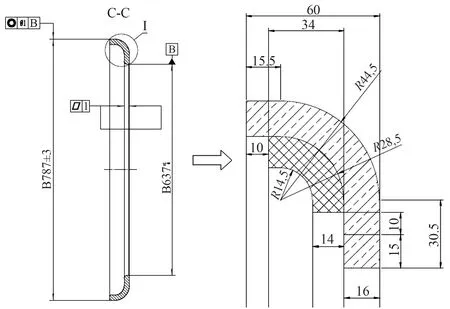
图2 辅助加强挡圈
(4)焊接辅助加强挡圈。将设计制作的辅助挡圈安装到原挡圈内部,并焊接固定。对于无链轮侧的挡圈,辅助加强挡圈可以直接整体安装到该挡圈上,并实施焊接;对于有链轮侧的挡圈,辅助加强挡圈无法直接安装,需将定制的挡圈切分成两半,无需拆卸链轮便可完成挡圈的安装,再实施焊接固定,并将切开的部位焊接在一起。
为保证焊接质量及提高可操作性,采用∅3.2 mm的507焊条,用直流电焊机焊接;为减少焊接对轮胎造成的损伤,采取分段焊接,分散热量,并在焊接部位沿着挡圈外侧适量浇水,加快热量散发,给焊接部位轮胎降温。
(5)刷漆防锈蚀。对焊接部位进行清理,并刷油漆,防止焊缝生锈,延长使用寿命。
3 结语
按照以上维修工艺,完成充胶轮胎挡圈开裂维修,期间未出现因挡圈再次开裂或断开而造成充胶轮胎破损的情况,消除了轮胎挡圈开裂带来的安全隐患,有力地保障了轮胎的使用安全。
对于充胶轮胎挡圈开裂的问题,可在充胶后装配轮胎时,选择加厚的挡圈,以此降低挡圈出现开裂问题的概率。