变容式热处理电阻炉有效加热区测定
2023-11-02王乃军姜贤文张希刚吴家雷张大为
王乃军 姜贤文 张希刚 吴家雷 张大为 曹 哲
(1.山东联友石化工程有限公司,济南 250101;2.济南市特种设备协会,济南 250300)
山东联友石化工程有限公司2020 年初建成投用的变容式台车热处理电阻炉,用于压力容器焊后热处理[1]。它的有效使用截面固定不变,为3.6 m×3.6 m,长度方向可以分为9 m、17 m、25 m 共3 种容积工况,结构如图1 所示。
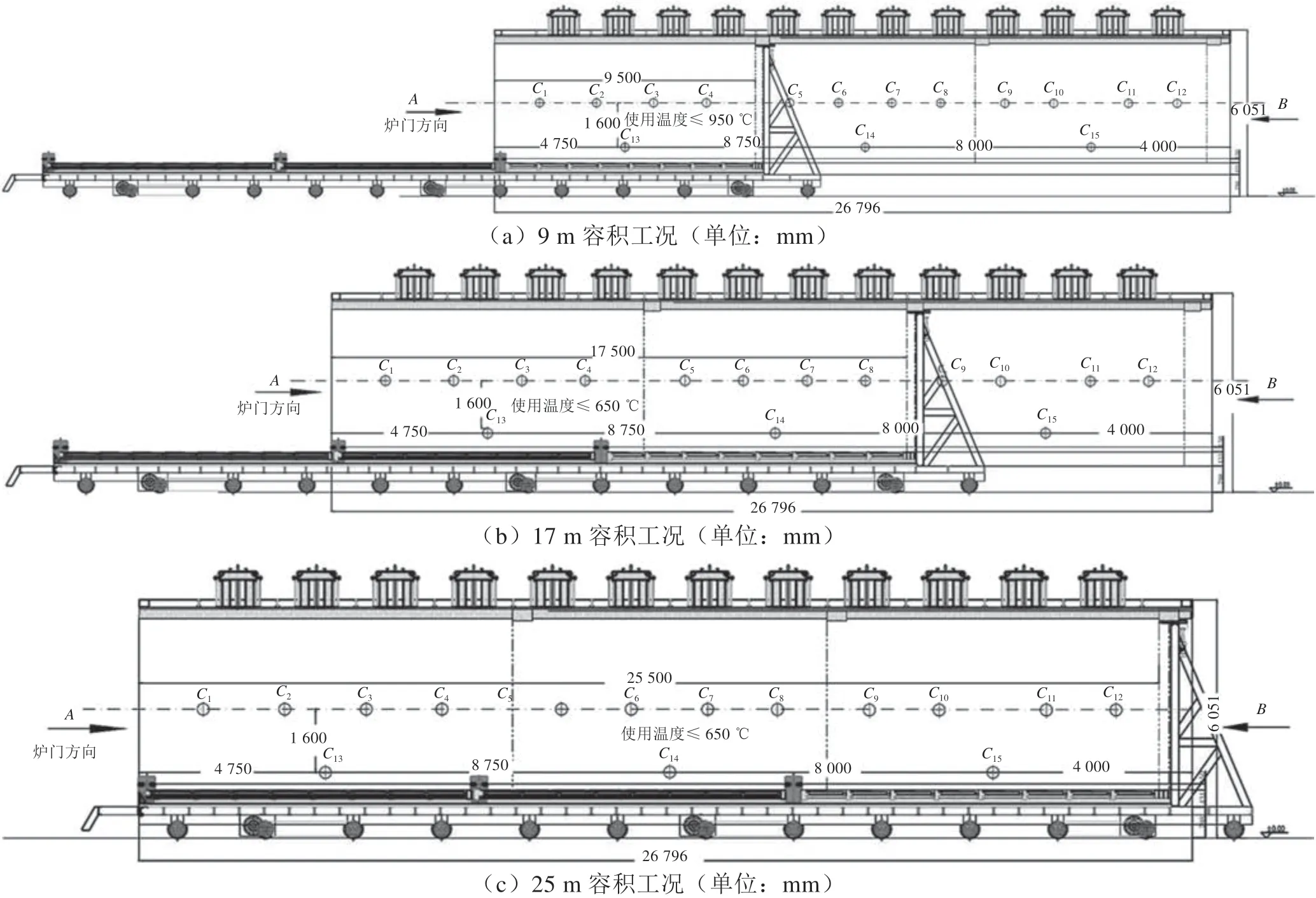
图1 3 种容积工况结构图
通过变容可达到节能的目的。该炉属于箱式周期炉(以下简称箱式炉),3 种容积工况应分别归入小型箱式炉、中型箱式炉和大型箱式炉[2]。9 m 容积工况下热处理温度上限可达950 ℃,除用于消应处理外,还可用于碳素钢、低合金钢材质的正火处理或退火处理,以及奥氏体不锈钢材质的稳定化处理。其他容积工况下热处理温度的上限设定为650 ℃,只用于消应处理。
采用热处理炉进行压力容器焊后热处理,要求整个过程特别是保温过程的炉温保持均匀[3-4]。这对于保证热处理的工序乃至压力容器产品质量至关重要。因此,在热处理炉投用前和正常使用后,都要进行有效加热区的测定[5],以验证热处理炉各测试点温度相对于设定温度的最大温度偏差,确定满足热处理工艺规定温度和均匀性的工作空间。因此,对热处理炉有效加热区的测定,是压力容器生产企业的日常工作。变容式热处理炉在通过变容实现节能、降低建造成本的同时,增加了有效加热区测定的工作量。因此,形成标准化的测定流程和能重复使用的工装非常必要。
1 有效加热区测定方案的制定
1.1 热处理炉温度控制及显示
1.1.1 正常工作状态下
上位机作为系统操作界面(工控机、打印机等),能直观显示当前设备的运行情况,包括各区的温度、功率输出及报警信息等。上位机可以以曲线图形方式设定并下达工艺参数,由系统自动按照工艺要求完成整个工艺过程,同时实时采集记录温度和功率数据。上位机作为系统编辑界面,包括系统全貌界面、热处理工艺编制界面、过程温度棒图界面、参数设置界面、故障报警管理界面以及安全管理界面等。整个热处理炉实际由相互独立的3 节组成,每节分4 个温控区,共有12 个温控区,对应在炉体靠近控制室一侧。设C1~C12共12 个热电偶接口用于放置热电偶,均布在炉壁上,对应控制室12 个液晶温度显示器,显示炉体内相应热电偶的实时温度。设定的热处理工艺参数通过C4接口的控温热电偶下发[1]。
1.1.2 测定工作状态下
有效加热区测定是一项模拟正常工作状态的临时性工作,在热处理炉空载运行下进行,上位机作为系统操作界面,原有温控系统正常工作,包括设定测定热处理工艺参数下达、反馈、显示。不同的是,它需要通过炉体上C13、C14、C15这3 个专门设置的有效加热区测定热电偶接口,导出临时设置的热电偶接收的信号。
1.2 需要测定的工况
一方面,有效加热区的位置和体积变化需要测定。因为变容作业改变了有效加热区的位置,所以每一种使用的工况都需要单独测定。为了确保不出现返工,应从9 m、17 m、25 m 容积工况依次进行[2]。为了减少由于容积变化需要增加的测定次数,将假定有效加热区的截面积确定为最大,即热处理炉的有效截面积为3.6 m×3.6 m。
另一方面,消应处理和正火处理(含稳定化处理)、退火处理等工况,由于温度不同,一般要分别进行有效加热区测定,除非先进行最高使用温度(如950 ℃)的测定并合格。
1.3 测定工装
测定工装包括测温架、热电偶和补偿导线、显示记录仪器共3 大类。
1.3.1 测温架设计制作
测温架用于布置并固定测温热电偶。测温架的几何尺寸与假定有效加热区有关,因此几何尺寸确定为与热处理炉的有效截面积相同,即3.6 m×3.6 m。长度方向是3 种容积工况的最大长度,分别取9 m、17 m和25 m。3 种容积工况下测温点的数量和分布有不同要求[2],测温点数量要求如表1 所示。
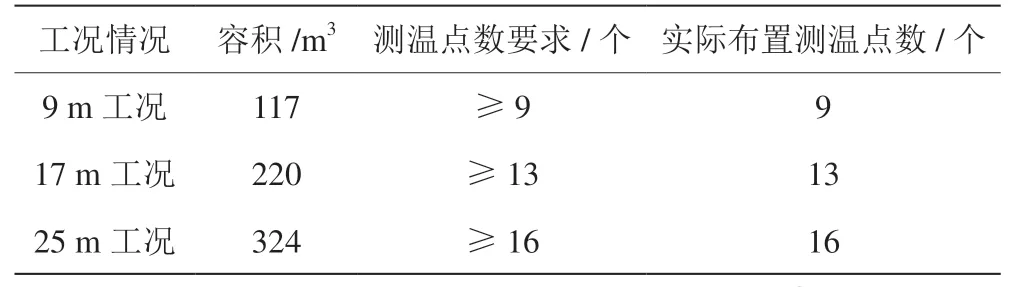
表1 测温点数量要求
3 种容积工况下,测温点①~测温点⑯的分布要求如图2 所示。每一个测温点要设置一支热电偶。可以看出,测温点绝大部分要求设置在热处理炉的角端。
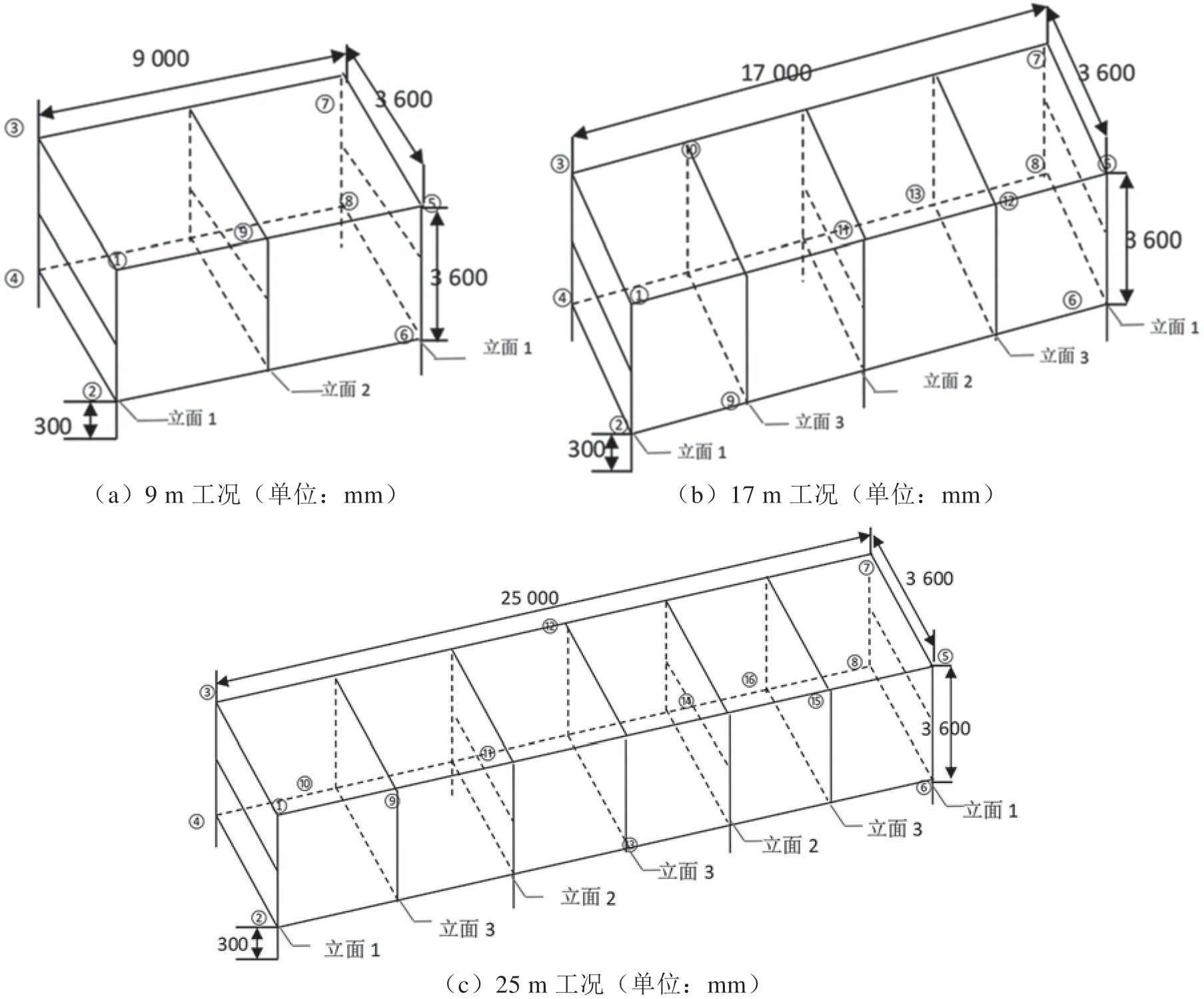
图2 测温点的分布要求
综合各种因素,测温架的设计需要考虑两点:一是测温架的安装、拆除一般在炉内狭小空间进行,基本靠人力搬运,在保证稳定性的前提下,要求测温架的构件足够轻;二是热处理炉每使用一个周期后需要测定,使用相对频繁,因此制作的测温架要能反复使用,以节约成本。
在一定的容积工况下,无论温度工况如何,测温架几何尺寸是一样的。
变容式热处理炉有效截面尺寸固定,改变的只是长度。虽然3 种容积工况下测温点的数量和分布要求不同,但是通过归类,无论长度方向尺寸如何变化,测温架都由立面1、立面2 和立面3 这3 种立面组合而成。这3 种立面可以由构件1、构件2、构件3 和构件4 拼接而成。测温架构成如图3 所示。

图3 测温架构成
由于目前尚未接到过高于650 ℃的热处理任务,实际制作采用的是Φ25 mm×2.5 mm的20#钢管和Φ18 mm的碳素钢圆钢制作4 种构件,如图4 所示。所有构件采用4 种节点方式通过承插连接,结构如图5 所示。

图4 测温架构件图

图5 构件节点图(单位:mm)
将构件尺寸进行统一,同一构件实现互换,其中构件4 有3 种规格,如表2 所示。需要说明的是,长度为3.6 m的构件4 用在立面组装的插接,长度为4.5 m 的构件4用在测定9 m 容积工况立面之间连接时的插接,长度为4.0 m 的构件4 用在9 m 容积工况基础上测定17 m和25 m 容积工况立面之间连接时的插接。
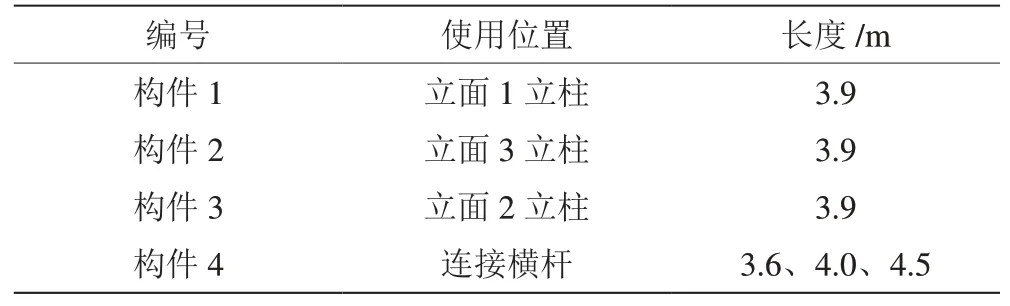
表2 构件使用位置和尺寸
1.3.2 热电偶和补偿导线的选择
正常使用时,热处理炉的温度控制区间为400 ~950 ℃,可选择镍铬-镍硅、分度号为K 型、等级为二级的热电偶,并按相应规范进行校准[6]。用于测定的热电偶校准周期要求为6 个月,比其他用途的同型号热电偶校准周期短,因此最好在测定使用前安排一次校准。校准合格的热电偶测定误差为±0.75%t,其中t为测定温度。
依据热电偶分度号K,选择将热电偶信号接入记录仪器的补偿导线型号为KX 的镍铬10-镍硅3 延长型导线,代号KX-GS。炉内部分由于在高温环境下使用,其绝缘层和保护套要采用陶瓷材料进行组装。补偿导线应按相应规范进行校准[6],可以将校准周期设定为一年,校准合格的补偿导线传输数据误差为±1.5 ℃。
测定过程中,一般要求热电偶和补偿导线要始终保持完好。不高于950 ℃以及17 m、25 m 的容积工况下,最多允许有1 支不在角端位置的热电偶出现故障而免于数据统计,否则需要排除故障后重新测定。
1.3.3 显示记录仪器的配置
使用上位机系统作为操作界面,编制和下达测定热处理工艺,同时增加1 台无纸记录仪,用于显示并记录测定的热电偶信号。
无纸记录仪通道数一般为12 条、24 条、36 条或48 条。依据通道数量,可以采用两种测定方式,最理想的是采用24 条及以上通道的无纸记录仪。各种工况测定时,全部点数都能在无纸记录仪上显示和记录。采用12 通道无纸记录仪,则相对复杂。当测定17 m或25 m 容积工况需要显示和记录13 个或16 个测温点数据时,为了显示和记录第13 号或者第13 ~16号测温点的实时温度,就要利用上位机系统的控制柜实现测温点的显示和记录。
按照规范,无纸记录仪校准周期应为1 年。校准合格的无纸记录仪数据误差为量程的±0.5%或±0.2%[7]。
1.4 测定结果的判定
依据热处理工艺标准要求,温度均匀性为±20 ℃[2],热处理炉类别定义为Ⅴ类。对于某一工况测定过程记录的温度数据,需要将热电偶、补偿导线、无纸记录仪的数据偏差的最大值相加后加以修正。只有修正后的温度数据与测定热处理工艺温度的最大偏差和最小偏差在±20 ℃,这种工况下热处理炉的假定有效加热区才是满足热处理工艺规定温度和均匀性的工作空间。修正后的温度数据与测定热处理工艺温度的最大偏差和最小偏差超出±20 ℃的范围,判定为不合格,此时需要查找原因或改变假定有效加热区重新测定,否则热处理炉应停用检修或报废。
2 有效加热区测定
山东联友石化工程有限公司的这台热处理炉经过2020 年6 月、2020 年12 月和2021 年6 月连续3 个测定周期合格后,将测定周期延长至1 年[5]。以2022 年6 月的一次610 ℃热处理温度的测定过程为例进行过程阐述。
2.1 工装组对
测定准备适用于3 种容积工况的测温架1 套,镍铬-镍硅K 型热电偶16 支,KX-GS 补偿导线若干,12 通道盘古VX5112R 无纸记录仪1 台。经校准,数据误差为量程的±0.2%。测温架和仪器仪表安装就绪后,如图6 所示。

图6 测定工装安装图
9 m 容积工况的工装组对比较简单。9 支测定热电偶安装就绪后,补偿导线从C13接口导出,信号按编号接入12 通道的无纸记录仪。
9 m 容积工况测定完成并合格后,17 m 容积工况测定需要的13 支测定热电偶安装就绪,其中7 支热电偶补偿导线从C13接口导出,6 支热电偶补偿导线从C14接口导出。12 支热电偶信号按编号接入12 通道无纸记录仪,另外1 支热电偶信号通过解除C1热电偶与工控机的接口而接入上位机系统,在控制柜显示实时温度。
17 m 容积工况测定完成并合格后,25 m 容积工况测定工装组对与17 m 工况测定类似。16 支测定热电偶补偿导线分别从C13~C15接口导出,其中12 支热电偶信号按编号接入12 通道的无纸记录仪,另外4 支热电偶信号通过解除C1~C3和C5热电偶与工控机的接口接入上位机系统,在控制柜显示实时温度。
2.2 有效加热区的实际测定过程
仔细检查补偿导线的正负极接线情况,确认无误后通过上位机系统下达测定热处理工艺。热处理炉开始升温,达到保温温度时,仪表温度显示情况如图7所示。其中,17 m 容积工况和25 m 容积工况分别有1 支和4 支热电偶需要通过热处理炉上位机系统的控制柜仪表显示。

图7 仪表温度显示和辅助显示
达到保温温度后,每10 min 对各测温点显示温度进行一次手工实时记录[5]。整理记录的数据时应考虑镍铬-镍硅K 型热电偶、KX-GS 补偿导线、无纸记录仪的传输误差,分别为±0.75%t、±1.5 ℃、±0.2%量程(此处以保温温度计算),合计最大修正值为±7.295 ℃。
3 种容积工况有效加热区测定整理后数据及结论见表3、表4 和表5,表中1 ~16 为设置的测定热电偶编号。
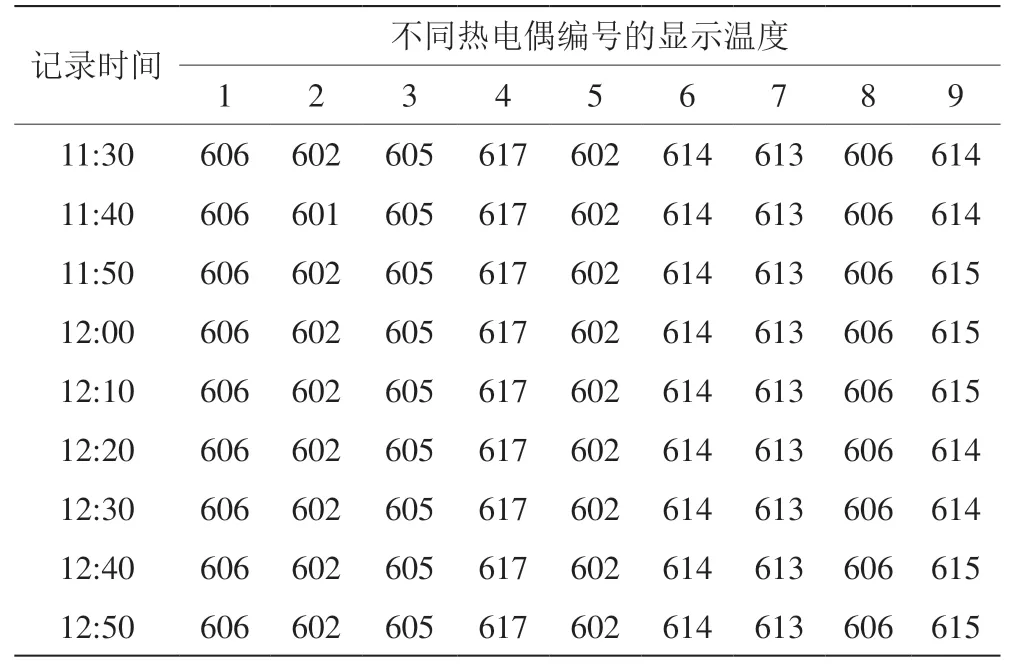
表3 9 m 容积工况测定时热电偶显示温度记录 单位:℃

表4 17 m 容积工况测定时热电偶显示温度记录 单位:℃

表5 25 m 容积工况测定时热电偶显示温度记录 单位:℃
3 种容积工况测定数据经归类、修正后,温度偏差均在±20 ℃范围内,表明这台热处理炉的温度均匀性符合规范要求[2],可以继续使用,具体数据如表6 所示。

表6 3 种容积工况测定数据归类修正表 单位:℃
3 结语
根据热处理炉的结构特点,制作一套易于拆装、组合的有效加热区测定工装,是实现测定流程标准化的前提条件。不仅节约测定成本,而且对于提高热处理炉有效加热区测定效率乃至保证测定结果的可靠性至关重要。变容式热处理炉的有效加热区测定要耗费大量人力物力,且测定结果有效期有限,使用单位可以根据未来一个阶段产品订单的规格情况决定测定的容积工况。大容积工况的有效加热区测定可视产品订单情况临时组织,不必每次测定都安排。
