PolyJet原理3D打印机模型摆放位置对打印速度和电力消耗的影响
2023-11-01万海鑫
万 海 鑫
(阜阳职业技术学院,安徽 阜阳 236000)
3D打印技术以计算机数字模型为基础,利用横截面切片将数字模型切成很多层片,并通过3D打印设备,分层加工和迭加成形得到固态形体[1]。按照耗材的不同,3D打印可以分成以下几种:(1)基于液体光敏树脂工艺的光固化(SLA)和聚合物喷射成型(polyjet);(2)基于丝状固体工艺的熔融堆积(FDM);(3)基于片状固态工艺的叠层实体制造(LOM);(4)基于粉末工艺的激光烧结(SLS)、激光熔融(SLM)、激光近净成型(LENS)、电子束熔融(EBM)、三维喷印(3DP)等。与传统减材制造工艺相比,基于polyjet原理的3D打印技术的主要优势在于几乎可以建造任何几何形状,提供了几乎无限的、不受约束的几何复杂性。同时减少了产品的生产周期和模具成本,并且实现了设计者就能制造的直接制造方式。为了实现可持续制造,需要评估3D打印对环境的影响,而电力消耗是造成环境影响的因素之一。
1 PolyJet原理介绍
聚合物喷射(PolyJet)是实现彩色3D打印技术的重要手段[2],如图1所示,液态光敏树脂被泵送到打印头的液囊,之后流入打印头上方的压电仓中,压电仓的上方是双金属片结构,施加电流后向下弯曲,从而将光敏树脂从打印头的微孔中压出,每个微孔喷出不同颜色的光敏树脂。打印头沿X方向移动,光敏树脂被喷到打印平台(或上一层打印件)上,打印头上安装的UV固化灯将本层液态光敏树脂固化,X方向打印完成后沿Y方向移动一定的距离,重复刚才的动作。当一层打印完成后,工作台精准地下降一个成型层厚,然后再进行第二层具有一定几何轮廓的液态光敏树脂固化成型[4]。如此循环,直至模型打印完成。打印的材料有两种类型:模型材料和支持材料,模型材料用于构建模型,支撑材料作为基础层和支撑垂悬结构。

图1 PolyJet工艺示意
PolyJet原理3D打印是一种可光固化的聚光3D打印工艺,具有高分辨率、高精度、多材料和彩色打印等优点,但是它的生产力(每单位制造时间的打印体积)比传统的制造工艺要低。
2 试验设置和试验程序
2.1 试验设备
本试验使用珠海赛纳三维科技有限公司生产的工业级3D打印机,型号J300PLUS,该3D打印机的参数见表1,使用的模型材料是该公司生产的RGD系列,使用的支撑材料是该公司生产的SUP系列。
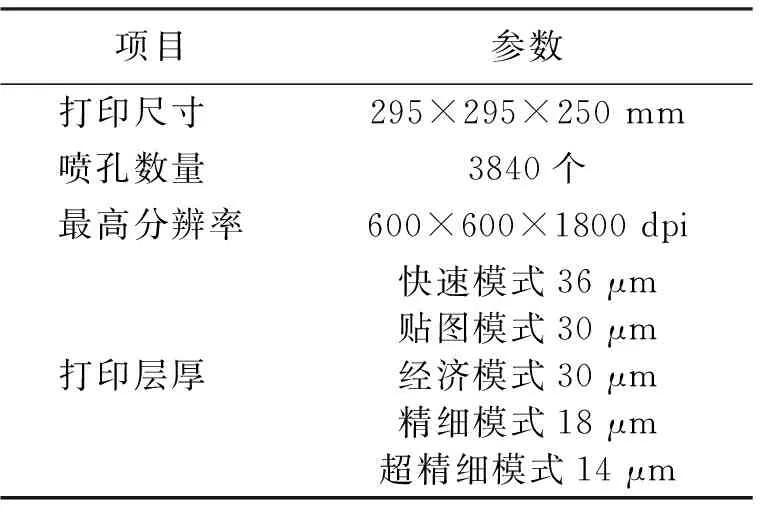
表1 J300PLUS参数及打印参数
2.2 消耗功率的测量
为了获得J300PLUS打印机在打印过程中消耗的电力,试验采用深圳市驿生胜利科技有限公司生产的VC5000A电能质量分析仪并配置7.5 mm×13 mm尖小形电流钳,该电能质量分析仪可以记录实时功率和电能,并以曲线形式显示。将J300PLUS打印机连接电源,并为每个导线安装电流钳,并把电流钳连接VC5000A电能质量分析仪。
开机待设备稳定后,实测J300PLUS打印机的待机功率约0.62 kW,实测打印机消耗电力以功率大于0.62 kW为打印起点,以功率等于0.62 kW为打印终点,读取打印起点和打印终点的时间和耗电量,即为J300PLUS打印机打印一个模型的打印时间和耗电量。
2.3 打印效率和功率效率的确定
打印单位体积的模型消耗的时间,称为“打印效率”,可以用实测的打印时间除以打印模型的体积,如公式1所示。打印效率值直接代表打印单位体积的模型时间消耗。
总的电力消耗取决于打印时间和模型量,为更好地研究模型位置和方向对打印机功耗的影响,将实测的打印消耗电能除以打印模型的体积,得到的值称为“功率效率”,如公式2所示。功率效率值直接代表了打印单位体积的模型功率消耗。因此,打印效率和功率效率值可以在不同的打印配置中进行比较,作为确定哪些打印更有效的工具。
(1)
(2)
式(1)、(2)中ηt为打印效率(min/mm3),ηw为功率效率(J/mm3),T为打印时间(min),W为打印功耗(J),V打印模型的体积(mm3)
2.4 试验设计
为体现X和Y方向放置的打印效率和功率效率差异,使用以下2个方案依次试验。
方案1:本方案测试较小模型的效率,较小模型指模型宽度小于打印头宽度,打印机无需沿Y轴移动。采用10 mm×10 mm×2 mm的六面体模型按照图2放置,在打印平台XY平面左上角(距离机器零点最近位置)放置1个模型作为对照(图2a),在打印平台X(图2b)轴和Y(图2c)轴的2个角上各放置2个模型,在打印平台4个角都放置1个模型(图2d)。打印层厚30 μm,模型颜色黑色,上述模型打印3次。
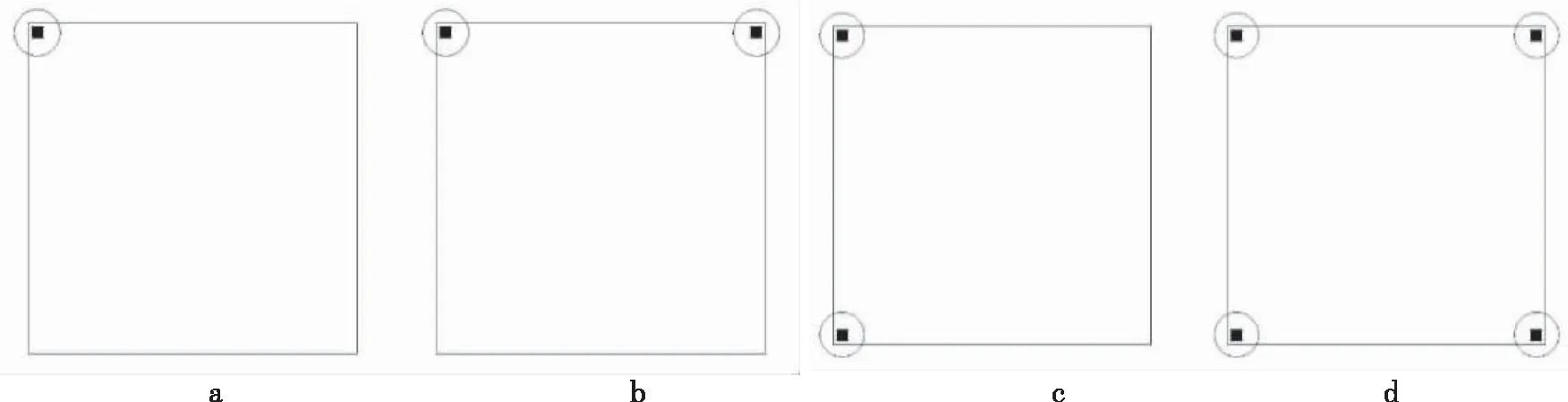
图2 较小模型试验模型放置示意
方案2:本方案测试大型模型的效率,大型模型指模型宽度大于打印头宽度,需要打印机沿Y轴往复运动。采用290 mm×10 mm×2 mm的六面体模型按照图3a和图3b放置,为测试超大模型的效率,采用290 mm×290 mm×2 mm的六面体模型按照图3c放置,此模型可以覆盖整个打印平台。打印层厚30 μm,模型颜色黑色,上述模型打印3次。

图3 较大模型试验模型放置示意
3 小结
方案1的试验结果如图4a和图4c所示,每列代表3次试验结果的平均值,每列的误差条与上下公差代表平均值的标准误差(SE),SE计算如公式3所示:

图4 实验结果
(3)
(3)式中σ为标准差,n为试验次数。
对照组的数值采样被作为基准包括在内,当打印小模型时,在X轴上打印图2b消耗的时间和功率是在Y轴上打印图2c的50.63%和50.23%,与在Y轴上打印相比,打印相同体积的模型,只需要消耗一半的时间和电能,在X轴上打印小模型是一个更好的选择。
方案2的试验结果如图4b和图4d所示,在X轴上打印图3a消耗的时间和功率是在Y轴上打印图3b的66.18%和23.39%。这主要是由于打印头沿X轴喷出树脂,如果模型大于打印第一次喷出的宽度,则需要沿Y轴运动,并重复沿X轴喷出树脂。当打印超大模型时(图3c),时间效率和功率效率只有Y轴上的49.15%和6.15%,意味着超大模型在整个XY平面上的打印效率和功率效率非常高。因此建议多个模型打印时,将多个模型布满打印平台一次打印,而不是一个一个模型打印。
4 结 论
本研究调查了PolyJet工艺的时间消耗和功率消耗,并将其与打印模型的位置、方向和体积直接联系起来。这项研究的方法和结果应该有助于研究人员和从业人员寻求减少PolyJet印刷过程中的功率消耗。研究发现,在X轴上打印比在Y轴上打印更有效,这意味着在沿X轴上打印模型每立方毫米消耗的时间和焦耳数更少,当打印模型较少时,建议将模型沿X方向排列,Y方向排列尺寸尽量小,以减少Y方向运动。与小样品相比,大样品的打印效率和功率效率更高,因此建议有零星打印需求时,尽量攒在一起打印,在一次打印中模型尽量布满平台。