MIR-01型雪茄卷制机茄芯库盖板的改进与应用
2023-10-30张阁杨青马广智耿昌乐刘金龙王海东常月勇戴由宗孙东亮
张阁,杨青,马广智,耿昌乐,刘金龙,王海东,常月勇,戴由宗,孙东亮*
MIR-01型雪茄卷制机茄芯库盖板的改进与应用
张阁1,杨青2,马广智3,耿昌乐1,刘金龙1,王海东1,常月勇1,戴由宗1,孙东亮1*
1山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号 250000;2采埃孚商用车系统(青岛)有限责任公司济南分公司,济南市高新区世纪大道1001号 250000;3济南泉永印务有限公司,济南市经十东路7117号 250200
【目的】为解决MIR-01型雪茄卷制机茄芯成型装置因茄芯流动不畅或堵塞而导致茄芯库盖板变形、烟支空头率高等问题。【方法】采用增加加强筋的方式对茄芯库前上盖板进行改进。通过对茄芯库及茄芯进行力学分析,使用ABAQUS有限元仿真软件对前上盖板的加强筋结构(两框、四框、下四框、八框)和厚度(1.5、2.0、2.5 mm)进行优化,以MIR-01型雪茄卷制机生产的“泰山(红3G)”牌雪茄烟为对象进行测试。【结果】茄芯流动不畅时前上盖板的临界正压力为269.5 N;最优加强筋结构为八框结构、厚度为2.5 mm:改进后茄芯库前上盖板平均使用寿命由1099.5 h增加至4079.5 h,延长271%;平均烟支空头率由9.57%降低至6.43%。【结论】该技术为提高机制雪茄烟质量提供支持。
MIR-01型雪茄卷制机;茄芯库;盖板;ABAQUS有限元分析;加强筋;变形量
与传统手工雪茄烟相比,机制雪茄烟主要采用机器制作茄芯后再以手工或机器的方式进行上茄衣和茄套操作[1]。近年来,随着机制雪茄烟销量的不断提高[2],优化或改进雪茄烟生产工艺和设备对于机制雪茄烟的发展具有重要作用[3]。荷兰SCM公司生产的MIR-01型雪茄卷制机是国内雪茄烟生产企业使用的主流设备,主要由内胚成型机和上茄衣机两部分组成。生产中发现内胚成型机茄芯成型装置因茄芯流动不畅或堵塞等原因,容易导致茄芯库盖板变形,进而造成雪茄烟出现烟支质量差异大、轴向密度不均匀以及烟支空头率高等问题。为提升MIR-01型雪茄卷制机的生产能力,仕小伟等[4]通过分析机组故障排查流程,提出了一种机组逆序式调节方法,与顺序式调节方法相比节省了单次调整时间,提高了烟支合格率;张阁等[5-6]通过三维建模和试验,确定了影响茄芯质量的主要因素是压板压力和压板提升高度,并利用茄芯质量随压板压力和提升高度变化的三维图为快速调整雪茄烟生产工艺参数提供了支持。但对于MIR-01型雪茄卷制机茄芯库盖板变形等问题的研究则未见报道。为此,通过增加加强筋的方式对茄芯库盖板进行改进,以期延长茄芯库盖板的使用寿命,提升机制雪茄烟生产品质。
1 问题分析
1.1 工作原理
MIR-01型雪茄卷制机的茄芯成型装置包括茄芯库和压板两部分,见图1[7]。其中,压板由压块(3)、配重块(2)和两根压板轴(1)组成;茄芯库由后上盖板(4)、支架侧板(5)、支架(6)、后下盖板(7)、进料盖板(8)、进料口(9)、前上盖板(10)和前下盖板(11)组成。茄芯成型过程为:①茄芯在进料盖板推动作用下从进料口进入茄芯库;②压板和茄芯库在各自连接轴的带动下同步下降一定高度后,茄芯库位置保持不变,压板继续下降一段距离(距离由配重块质量和茄芯叶片结构决定)对茄芯进行挤压;③保持压板和茄芯库位置不变,茄芯被挤压成均匀分布的长条型烟块;④保持压板位置不动,茄芯库稍微抬起,定型后的茄芯被压板顶出茄芯库,实现茄芯定量输出。为适应不同含水率、粒度等物理特性的茄芯,通过调节配重块质量可以实现茄芯的稳定输出。
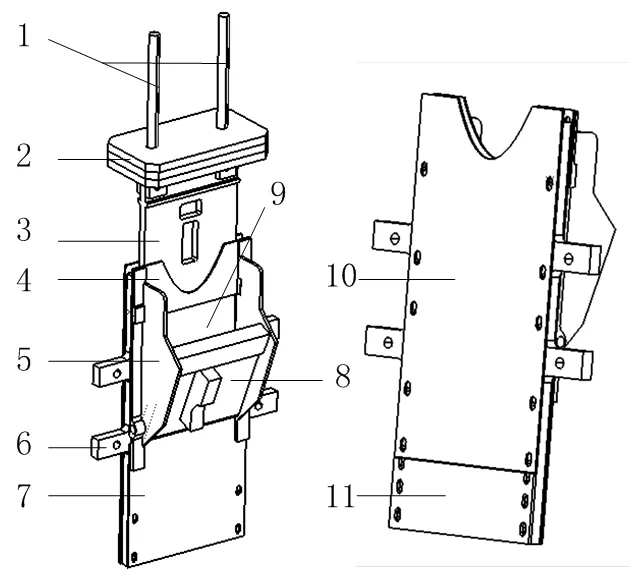
1.压板轴 2.配重块 3.压块 4.后上盖板 5.支架侧板 6.支架 7.后下盖板 8.进料盖板 9.进料口 10.前上盖板 11.前下盖板
1.2 存在问题
生产中发现因茄芯流动不畅或堵塞会导致茄芯库盖板在挤压作用下变形。图1可见,后上盖板与茄芯不接触,仅对压板的上下运动产生导向作用,因此后上盖板不会发生变形。后下盖板、前上盖板、前下盖板的厚度(δ)分别为1.8 mm、1.5 mm、2.6 mm,长度分别为127 mm、258 mm、50 mm,应力中性层平面(材料发生弯曲时,既不受拉力又不受压力的过渡面称为应力中性层平面,此处将应力中性层平面等效为几何中性层平面)的最小宽度均为138 mm,根据薄板变形理论[8-9]可计算弯曲刚度:

式中:为弯曲刚度,N·mm;为弹性模量(即应力与应变之比),N/mm2或MPa;为盖板的厚度,mm;为泊松比(横向应变与纵向应变之比),无量纲。
后下盖板、前上盖板、前下盖板均由黄铜制成,具有相同的弹性模量和泊松比,由公式(1)可知厚度最薄的前上盖板弯曲刚度最小,在茄芯挤压作用下首先发生变形,使茄芯库由矩形通道变为鼓型通道(中间略宽于两端),见图2。茄芯库变形后输出的茄芯呈中间多、两端少分布,经卷制成型后,烟支中间饱满、两端空松,因此出现较多空头烟支。
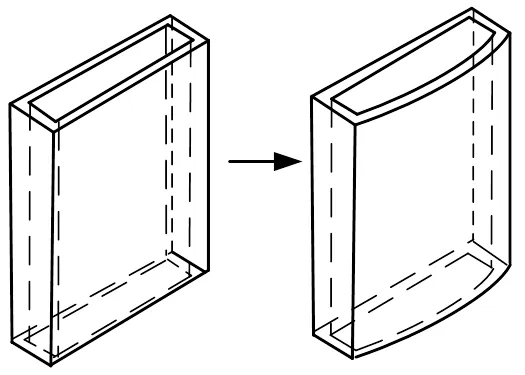
图2 茄芯库变形前后结构示意图
2 改进方法
2.1 加强筋的分布结构
在不改变盖板厚度的前提下,通过在前上盖板上增加加强筋的方法提高盖板弯曲刚度,减小盖板变形量。在盖板上设计4种加强筋分布结构,见图3。采用ABAQUS有限元分析软件(法国达索SIMULIA公司)的Standard隐式分析求解器计算和对比不同加强筋结构下不同厚度前上盖板的变形量。
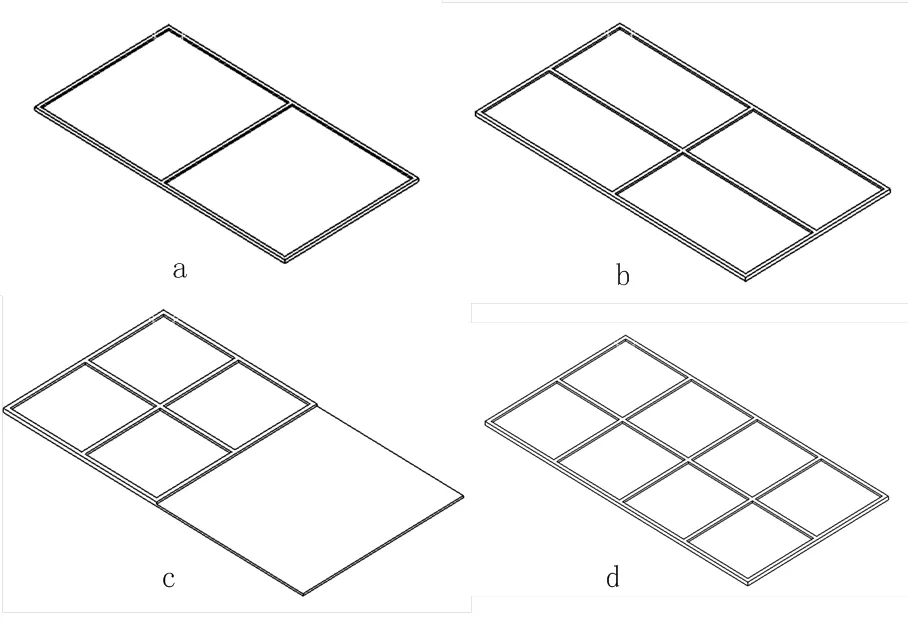
a.两框结构 b.四框结构 c.下四框结构 d.八框结构
2.2 前上盖板理论变形量的计算
2.2.1 盖板临界正压力
如图4所示,阴影部分为被压实的茄芯。以压实的茄芯为研究对象,在竖直方向上进行受力分析,规定竖直向下为正方向,可得:
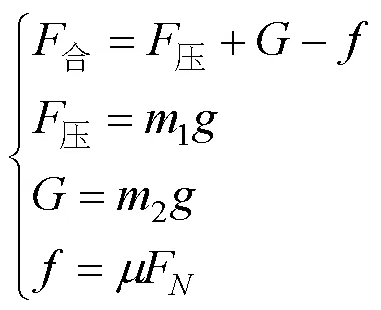
式中:合为茄芯在竖直方向上受到的合力,N;压为压块与配重块重力之和,N;为茄芯自身重力,N;为茄芯受到盖板的摩擦力,N;1为压块与配重块质量之和,kg;2为茄芯质量,kg;为重力加速度,N/kg;为摩擦系数,无量纲;N为盖板受到的正压力,N。
已知阴影部分茄芯质量为48 g,远小于压块与配重块质量之和(5.39 kg),故忽略茄芯自身重力,可得合=压-。当合≥0时能够实现茄芯的稳定输出,即≤压。查阅文献[10]的方法,选取=0.2,=10 N/kg,根据公式(2)可得N≤269.5 N,即盖板临界正压力为269.5 N。

图4 茄芯受力分析示意图
2.2.2 盖板变形量
前上盖板尺寸为138 mm×258 mm,茄芯主要分布在与后下盖板重合的区域(后下盖板长度为127 mm),故前上盖板有效面积S=138×127=17 526 mm2。将集中载荷N转化为分布力载荷,可得:

采用ABAQUS有限元分析软件进行盖板的力-位移求解[11-12],见图5。①施加载荷,使用分割功能将前上盖板划分为有茄芯区域A和无茄芯区域B,分布力载荷q仅作用于区域A上;②设置材料属性,采用mm-MPa单位制,输入黄铜材料弹性模量E=106000,泊松比v=0.324;③设置边界条件,采用六点定位原理,假设盖前上盖板的两个侧面完全固定,即U1=U2=U3= 0,UR1=UR2=UR3=0,变形结果见图6a;④在前上盖板的中间位置选取一条直线并定义为path1,沿该直线输出变形数值,结果见图6b。
为更为直观地观测前上盖板的变形规律,绘制前上盖板变形后的三维图,并将盖板从两端到中间依次划分为区域A、B、C(C1和C2)、D(D1和D2)、E(E1和E2),见图7。①前上盖板的变形基本呈对称分布,变形量从两端向中间依次增大,即变形量E>D>C>B>A。②前上盖板不接触茄芯的位置(C2、D2、E2)仍然会产生变形,但茄芯接触位置变形量大于不接触位置,即变形量C1>C2、D1>D2、E1>E2。③最大变形量为5.5%,即0.55 mm。当茄芯流动不畅时,茄芯库首次最大变形量为5.5%;茄芯在茄芯库中因流动不畅逐渐变成堵塞时,变形量逐渐累积。

图7 前上盖板变形三维图
2.3 加强筋参数的确定
2.3.1 加强筋结构
采用厚度为1.5 mm的加强筋根据图3制作4种结构的前上盖板,利用ABAQUS软件(参数设置同2.2.2节)模拟得到4种盖板的变形趋势(图8),并沿path1路径输出中间位置的变形量(图9)。可见,优化后的4种前上盖板最大变形量均有所降低,其中八框结构的降幅达58.90%,为最优结构。

图9 4种加强筋结构前上盖板的path1路径变形量与最大变形量
2.3.2 加强筋厚度
在八框结构的基础上,模拟3种加强筋厚度(1.5 mm、2.0 mm、2.5 mm)下前上盖板的变形趋势,最大变形量见图10。可见,加强筋厚度越大,最大变形量越小。考虑到压板与茄芯库连接轴的尺寸间隙,无法继续增加加强筋厚度,最终取加强筋厚度2.5 mm。

图10 不同加强筋厚度前上盖板的最大变形量
3 应用效果
3.1 实验设计
材料:“泰山(红3G)”牌机制雪茄烟(山东中烟工业有限责任公司济南卷烟厂)。
设备:MIR-01型雪茄卷制机6台(生产速度为12~17支/min,荷兰SCM公司)。其中,1#、2#卷制机未改进;3#~6#卷制机改进了茄芯库前上盖板,加强筋分布采用八框结构,厚度为2.5 mm。
方法:6台机制雪茄卷制机运行速度均为14支/min,每台卷制机每天两班次生产,每班次工作8 h,茄芯库前上盖板变形量超标(变形量超过茄芯库厚度的10%,即1 mm)后更换前上盖板。统计各台卷制机每班次生产的雪茄烟烟支空头率,以及茄芯库因堵塞而导致前上盖板变形量超标的工作时间(即使用寿命)。测试时间为12个月,取平均值。
3.2 数据分析
由表1可见,茄芯库前上盖板改进后,平均使用寿命由1099.5 h增加至4079.5 h,延长271%;烟支空头率平均值由9.57%降低至6.43%,降幅为3.14百分点。
表1 茄芯库前上盖板改进前后测试数据①

Tab.1 Test data of the front upper cover of the filler magazine before and after improving
注:①测试时间为2020年6月1日—2021年5月31日
4 结论
基于MIR-01型雪茄卷制机的茄芯成型装置工作原理,对茄芯、茄芯库前上盖板进行了力学分析。采用增加加强筋的方式对茄芯库前上盖板进行改进,并分别考察了加强筋结构和厚度对前上盖板变形量的影响,得到最优加强筋结构为八框结构、厚度为2.5 mm。以MIR-01型雪茄卷制机生产的“泰山(红3G)”牌雪茄烟为对象进行测试,结果表明:改进后茄芯库前上盖板变形量平均超标时间增加2980 h,茄芯库盖板的使用寿命延长271%,烟支空头率降低3.14百分点,有效减小了盖板变形量,改善了茄芯分布均匀性,提高了雪茄烟生产品质。
[1] 张迪,赵进恒,周琳,等. 机制雪茄烟关键工艺技术[J]. 宁夏农林科技,2018, 59(5): 61-62.
ZHANG Di, ZHAO Jinheng, ZHOU Lin, et al. Study on key processing techniques of manufactured cigar[J]. Ningxia Journal of Agriculture and Forestry Science and Technology, 2018, 59(5): 61-62.
[2] 何青,周宁波. 国产雪茄烟高质量发展路径探讨[J]. 时代经贸,2018(31): 38-43.
HE Qing, ZHOU Ningbo. Discussion on high quality development path of domestic cigar[J]. Economic & Trade Update, 2018(31): 38-43.
[3] 刘利平,王剑,潘勇,等. 国产高端雪茄烟原料定制化生产模式探讨[J]. 食品科学,2022(9): 186-189.
LIU Liping, WANG Jian, PAN Yong, et al. Discussion on customization production mode of domestic high-end cigar raw materials[J]. Modern Agricultural Science and Technology, 2022(9): 186-189.
[4] 仕小伟,田明祥,陈平. MIR-01雪茄烟卷制机组逆序式调节方法建模及仿真[J]. 烟草科技,2016, 49(8): 94-98.
SHI Xiaowei, TIAN Mingxiang, CHEN Ping. Modeling and simulation of reverse order adjustment method for MIR-01 cigar making machine combination[J]. Tobacco Science & Technology, 2016, 49(8): 94-98.
[5] 张阁,常月勇,陈珂. MIR-01机制雪茄烟卷制机芯烟质量特性分析[J]. 烟草科技,2018, 51(1): 98-102.
ZHANG Ge, CHANG Yueyong, CHEN Ke. Study on mass of cigar filler produced by MIR-01 cigar making machine[J]. Tobacco Science & Technology, 2018, 51(1): 98-102.
[6] 张阁,陈珂,耿昌乐,等. MIR-01机制雪茄烟卷制机内胚烟重量特性研究[C]//山东省烟草学会2017年论文集. 济南:山东省烟草学会,2017.
ZHANG Ge, CHEN Ke, GENG Changle, et al. Study on mass characteristics of cigar filler produced by MIR-01 cigar making machine[C]//Anthology of Shandong Tobacco Society 2017, Jinan: Anthology of Shandong Tobacco Society, 2017.
[7] MANUAL. Cigar making machine MIR[G]. Sluis Cigar Machinery General Tobacco Group, 2007.
[8] 刘鸿文. 材料力学[M]. 4版. 北京:高等教育出版社,2004.
LIU Hongwen. Mechanics of materials[M]. 4th ed. Beijing: China Higher Education Press, 2004.
[9] 徐芝纶. 弹性力学简明教程[M]. 3版. 北京:高等教育出版社,2002.
XU Zhilun. A concise course in elasticity[M]. 3rd ed. Beijing: China Higher Education Press, 2002.
[10] 李洪涛,张玉海,张小宏,等. 造纸法再造烟叶动态摩擦系数测定方法[J]. 食品工业,2019, 40(11): 206-210.
LI Hongtao, ZHANG Yuhai, ZHANG Xiaohong, et al. The determination method of dynamic friction coefficient of paper-making process reconstituted tobacco[J]. The Food Industry, 2019, 40(11): 206-210.
[11] 刘展,钱英莉. ABAQUS有限元分析从入门到精通[M]. 2版. 北京:中国工信出版社,2020.
LIU Zhan, QIAN Yingli. ABAQUS finite element analysis from introduction to proficiency[M]. 2nd ed. Beijing: China Gongxin Publishing House, 2020.
[12] 江丙云,孔祥宏,树西,等. ABAQUS分析之美[M]. 北京:人民邮电出版社,2018.
JIANG Bingyun, KONG Xianghong, SHU Xi, et al. Abaqus analytical beauty[M]. Beijing: POSTS & Telecom Press, 2018.
Improvement and application of the cover of filler magazine of MIR-01 cigar making machine
ZHANG Ge1, YANG Qing2, MA Guangzhi3, GENG Changle1, LIU Jinlong1,WANG Haidong1,CHANG Yueyong1, DAI Youzong1, SUN Dongliang1*
1 Shandong China Tobacco Industry Co., Ltd. Jinan Cigarette Factory, No. 2006, Kehang Road, High tech Zone, Jinan 250000;2 ZF Commercial Vehicle System (Qingdao) Co., Ltd. Jinan Branch, No. 1001, Century Avenue, High tech Zone, Jinan 250000;3 Jinan Quanyong Printing Co., Ltd., No. 7117, Jingshi East Road, Jinan 250200
[Background] The deformation of the cover plate of the filler magazine and high end-losing ratemay be caused by poor flow or blockage of the filler forming device of MIR-01 cigar making machine. [Methods] In this study, the front upper cover plate of the filler magazine was improved by adding reinforcing bars. [Results] Through the mechanical analysis of the filler and the filler magazine, the critical positive pressure of the front upper cover plate of the filler magazine was 269.5 N when the filler magazine flow was not smooth. ABAQUS finite element simulation software wass used to optimize the stiffener structure (two frames, four frames, four frames below, eight frames) and thickness (1.5, 2.0, 2.5 mm) of the front upper cover plate, and the most suitable stiffener structure was eight frames and thickness was 2.5 mm. “Taishan (Red 3G)” cigars (Jinan Cigarette Factory of China Tobacco Shandong Industry Co., Ltd.) produced by Mir-01 cigar making machine were tested. The results showed that after the improvement, the average deformation time of the front upper cover increased from 1 099.5 h to 4 079.5 h, the durability was increased by 271%, and the average rate of cigar lose ends decreased from 9.57% to 6.43%. [Conclusion] The proposed method provides support for improving the quality of machine-made cigars.
MIR-01 cigar making machine; cigar filler magazine; cover; ABAQUS finite element analysis; reinforcing bars; deformation
Corresponding author. Email:sdlsd@139.com
国家烟草专卖局行业统编教材开发项目“雪茄烟生产过程工艺质量风险防控手册”(YCPXJC2019003)
张阁(1988—),硕士,工程师,从事雪茄烟设备研究,Email:15264179272@163.com
孙东亮(1971—),本科,高级工程师,从事烟草工程与材料技术研究,Email:sdlsd@139.com
2022-09-16;
2023-03-1
张阁,杨青,马广智,等. MIR-01型雪茄卷制机茄芯库盖板的改进与应用[J]. 中国烟草学报,2023,29(5). ZHANG Ge, YANG Qing, MA Guangzhi, et al. Improvement and application of the cover of filler magazine of MIR-01 cigar making machine[J]. Acta Tabacaria Sinica, 2023,29(5). doi:10.16472/j.chinatobacco.2022.161
