生化法耦合臭氧氧化工艺深度处理污泥干化冷凝液
2023-10-24张雨婷娄宝辉冯向东张佳宁
张 驰,叶 壮,张雨婷,3,娄宝辉,冯向东,3,张佳宁
(1.浙江浙能技术研究院有限公司,浙江杭州 311121;2.浙江大学化学系,浙江杭州 310027;3.浙江省火力发电高效节能与污染物控制技术研究重点实验室,浙江杭州 311121;4.浙江浙能长兴发电有限公司,浙江湖州 313100)
城镇生活污水和工业废水处理过程中会产生大量污泥〔1-2〕,这类污泥含有丰富的氮、磷、钾和有机质等营养元素〔3〕,若随意处置不仅会对土壤造成改性,更会给人类健康带来极大伤害〔4〕。因污泥产量较大且成分复杂,大规模处理始终存在困难,目前我国每年产生超过6 000 万t 污泥,预计到2025 年我国污泥年产量将突破1 亿t〔5〕。为了减轻处理负担,可对污泥进行加热干化以去除多余水分〔6〕,干化过程中产生的尾气遇冷凝结后形成冷凝液废水,该类废水主要包括干化工艺过程中产生的冷凝水和干燥降温过程产生的冷却水等〔7〕;高温干化过程会使污泥中的微生物裂解,脂肪和蛋白质等大分子物质发生水解〔8〕,污泥外排时也会吸附难降解有机物诸如稠环类物质,释放大量挥发性物质,使得冷凝水中含有大量氨氮和有机物〔9〕。通过热干燥的方式将1 t 污泥的含水率从80%降至40%,约产生0.67 t 冷凝液废水〔10〕。随着我国污泥产量的急剧增长,污泥干化冷凝液的产量也在快速增加。
污泥干化冷凝液属于高氨氮、高油分废水〔11〕,COD 普遍可达2 000 mg/L 以上,且含有诸如氯酚、氯苯和多环芳烃等难降解有机物,NH3-N 普遍可达300 mg/L 以上,石油类和动植物油总量也往往可达400 mg/L。过高的NH3-N 与油分会抑制传统生化池的脱氮效率〔12-14〕,目前专门针对此类废水处理工艺的研究还鲜见报道。从单项指标看,NH3-N 的去除方法主要包括生物法、物理化学法和膜过滤法〔15-17〕;有机物的去除方法主要包括生化法和氧化法等〔18-20〕;油分的去除方法主要包括沉降分离法、过滤法和膜分离法〔21-23〕。将适用于降低单项指标的方法联用组合成一套针对污泥干化冷凝液的处理工艺,为该类废水的治理提供了新思路。
本研究以南方某火力发电厂内燃煤耦合污泥发电系统产生的污泥干化冷凝液为实验对象,研究了“隔油-气浮-A2O-MBR-臭氧催化氧化”联用工艺对冷凝液中污染物的去除效果,进一步根据收集到的有效数据建立响应面模型模拟优化模块应对高氨氮冲击负荷,以期为专项处理污泥干化冷凝液提供技术参考。
1 实验装置与方法
1.1 实验装置
本实验所用反应器均由碳钢及塑料材质制作,各处理工艺采用独立模块化设计以便串联不同组合工艺。工艺流程见图1。
如图1 所示,本工艺主要包括5 个处理单元,分别为隔油调节池、电解气浮池、A2O 池、MBR 池和臭氧催化氧化池。隔油调节池有效池容1.2 m3;电解气浮池有效池容0.45 m3;A2O 池有效池容2.35 m3(厌氧池0.5 m3、缺氧池0.6 m3、好氧池1.25 m3),且厌氧池和缺氧池内安装有法兰式电加热器;MBR 池有效池容0.76 m3;臭氧催化氧化池有效池容1.24 m3。实验过程中进水和各模块水的运行提升采用离心泵完成,硝化液回流和污泥回流采用磁力泵完成。活性污泥接种自附近市政污水处理厂,A2O 好氧段污泥停留时间(SRT)为12 d,缺氧段SRT 为8 d,MLSS 维持在4 500 mg/L,硝化液回流比根据实验需求控制在200%~500%。臭氧催化剂为某市售品牌且投加剂量占总池容的70%。MBR 池内膜为PVDF 材质中空纤维帘式膜,膜孔径为0.1 µm,过滤面积为10 m2,MLSS 维持在7 000 mg/L,运行方式为间歇运行并按设定反洗周期反洗。设备总体采用PLC 系统自动控制运行。
1.2 实验方法
系统进水流量控制为100 L/h;A2O 池好氧段至缺氧段回流比控制为300%;进水NH3-N 质量浓度为350 mg/L 左右;电解气浮单元极板外加电压调节至稳压模式,电压调至8 V;臭氧催化氧化单元臭氧投加质量浓度设定为6 g/m3,反应接触时间设置为2 h。
1.3 分析方法
核磁共振表征使用Agilent DD2 600 MHz 型核磁共振仪,氘代试剂为CDCl3(δ=7.26×10-6),内标为四甲基硅烷(TMS);NH3-N 采用纳氏试剂分光光度法(HJ 535—2009)测定;COD 采用哈希COD 试剂盒(哈希DR6000 分光光度计)测定;TN 采用碱性过硫酸钾消解紫外分光光度法(HJ 636—2012)测定;石油类和动植物油类采用红外分光光度法(HJ 637—2018)测定;TP 采用钼酸铵分光光度法测定(GB/T 11893—1989);浊度采用哈希便携式浊度仪(HACH2100N)测定;热值采用ZDHW-6 微机全自动量热仪测定。
1.4 系统响应面模型建立
运用Design Expert 10.0 进行优化设计研究,于模块稳定运行下设计进水NH3-N、缺氧区回流比及进水流量三因素三水平共20 个试验点的试验方案;借助软件对实际20 个工况及其出水结果进行拟合分析,得出稳定运行下进水NH3-N、缺氧区回流比及进水流量连续变化时模块的出水情况,并确定最佳进水负荷与回流控制方案。
2 结果与讨论
2.1 水质特性分析
试验用水为南方某火力发电厂内燃煤耦合污泥发电系统产生的污泥干化冷凝液,进水水质及设计出水水质见表1。不同批次冷凝液水质受污泥成分及干化温度波动影响而略有差异,原水经换热器后进水温度为35 ℃左右,COD 约为2 000 mg/L,NH3-N约为350 mg/L,总油分约为450 mg/L,属于高氨氮、高油分型工业废水。

表1 冷凝液水质Table 1 Water quality of condensate
进一步地,本研究通过核磁共振手段对从水体中萃取得到的油分进行组分分析,结果见图2。
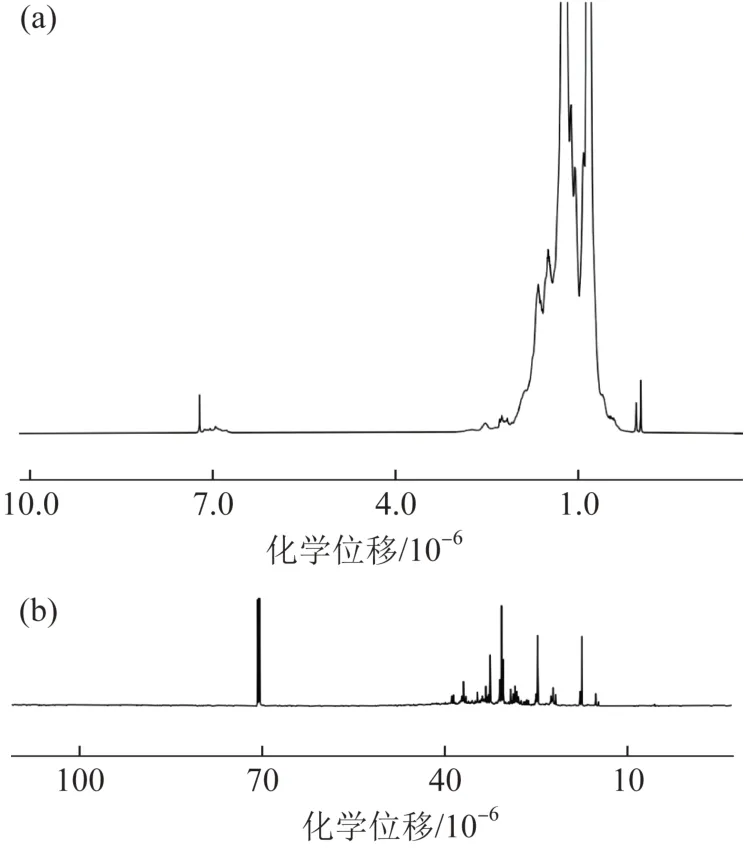
图2 油分1H NMR 谱图(a)和13C NMR 谱图(b)Fig. 2 The 1H NMR spectrum (a) and 13C NMR spectrum (b)of oil composition
由图2(a)的1H NMR 谱图可知,脂肪区(δ=0.5×10-6~2.0×10-6)存在一组很强的特征吸收峰;芳香区(δ=6.5×10-6~7.5×10-6)存在一组很弱的特征吸收峰;对两组峰进行原位积分发现二者无明显比例关系,因此可以得出油分的主要成分为饱和链状脂肪烃,伴随有痕量弱极性芳香类化合物。由图2(b)的13C NMR 谱图可知,脂肪区(δ=10×10-6~45×10-6)有明显脂肪族特征峰,而芳香区无特征峰,说明分子结构中碳元素主要以—CH2—和—CH3的饱和形式存在,也进一步论证了1H NMR 谱图的结论。
2.2 系统启动与运行
系统运行前对各模块进行了单体调试和最佳运行工况的筛选,包括A2O 池及MBR 池的微生物培养和驯化,经过整体联动运行调试后正式启动。系统共连续运行50 d,稳定运行期间系统进出水COD、TN、NH3-N 和TP 见图3。
由图3 可以看出,A2O 组合MBR 系统对高氨氮、高油分冷凝液中主要污染物的去除效果良好。平均出水COD、TN、NH3-N 与TP 分别为8.64、2.36、1.85、0.08 mg/L,去除率分别为99.60%、99.56%、99.54%和99.22%。
对比地表Ⅲ类水水质标准,连续运行期间系统平均出水COD 为8.64 mg/L,低于标准要求的20 mg/L。其中,A2O 单元出水COD 为48.6~75.5 mg/L,去除率为85.3%~93.4%;MBR 单元与高级氧化单元平均出水COD 分别为28.5 mg/L 和8.64 mg/L,平均去除率分别为7.3%和4.1%。从数据上看,由包括A2O 和MBR 在内的生化单元去除的溶解性有机物占比约为90%,这部分有机物为生化性较好的小分子物质和易于分解的多肽分子等,剩余的芳香族多环化合物和长链有机化合物则主要通过高级氧化单元予以去除,并最终使出水COD 达标。而出水TN 与NH3-N 仍有超出地表Ⅲ类水标准,进一步分析各阶段NH3-N 去除情况(图4)发现,系统中NH3-N 的去除主要开始于缺氧池,并于好氧池达到顶峰,缺氧池平均NH3-N 残留仅为81.62 mg/L,相比于厌氧池的274.36 mg/L 降低了70.25%;好氧池平均NH3-N残留为7.52 mg/L,这符合好氧池硝化菌富集、硝化反应活跃的规律(NH3+1.86O2+1.98HCO3-→0.02C5H7NO2+0.98NO3-+1.04H2O+1.88H2CO3)。而缺氧池的NH3-N 含量变化主要依赖于好氧池的3 倍流量的硝化液回流稀释;同时缺氧环境下前端有机物厌氧酸化水解产生的SCN-会发生水解反应(SCN-+2H2O→ NH3+HS-+CO2),微量增加体系中NH3-N 含量〔24〕。多模块体系中A2O 承担了系统97.94%的NH3-N 去除,后续需进一步优化A2O 运行条件,以达到地表Ⅲ类水标准。

图4 NH3-N 沿程降解曲线Fig. 4 Chronicle curve of NH3-N along the process
2.3 响应面模型模拟优化模块应对高氨氮冲击负荷
2.3.1 系统响应面模型的建立
在低浓度NH3-N、COD、DO 进水情况下,理论上硝化反应速率符合完整的零级反应模型,硝化-反硝化系统的脱氮效率主要受缺氧反硝化速率牵制〔25〕。而缺氧反硝化反应主要受制于体系中DO、温度、酸碱度、硝酸盐浓度等,实际体系中DO、酸碱度、硝酸盐浓度都受到缺氧区回流的控制〔26〕。
考虑到模拟实际高流量、高氨氮废水的冲击,运用Design Expert 10.0 进行优化设计研究,设计进水NH3-N、缺氧区回流比及进水流量三因素三水平共20 个试验点的试验方案,在进水COD 稳定在1 800~2 500 mg/L、TP 为4~8 mg/L、pH 为9~11 下进行多组工况模拟,出水结果见表2。
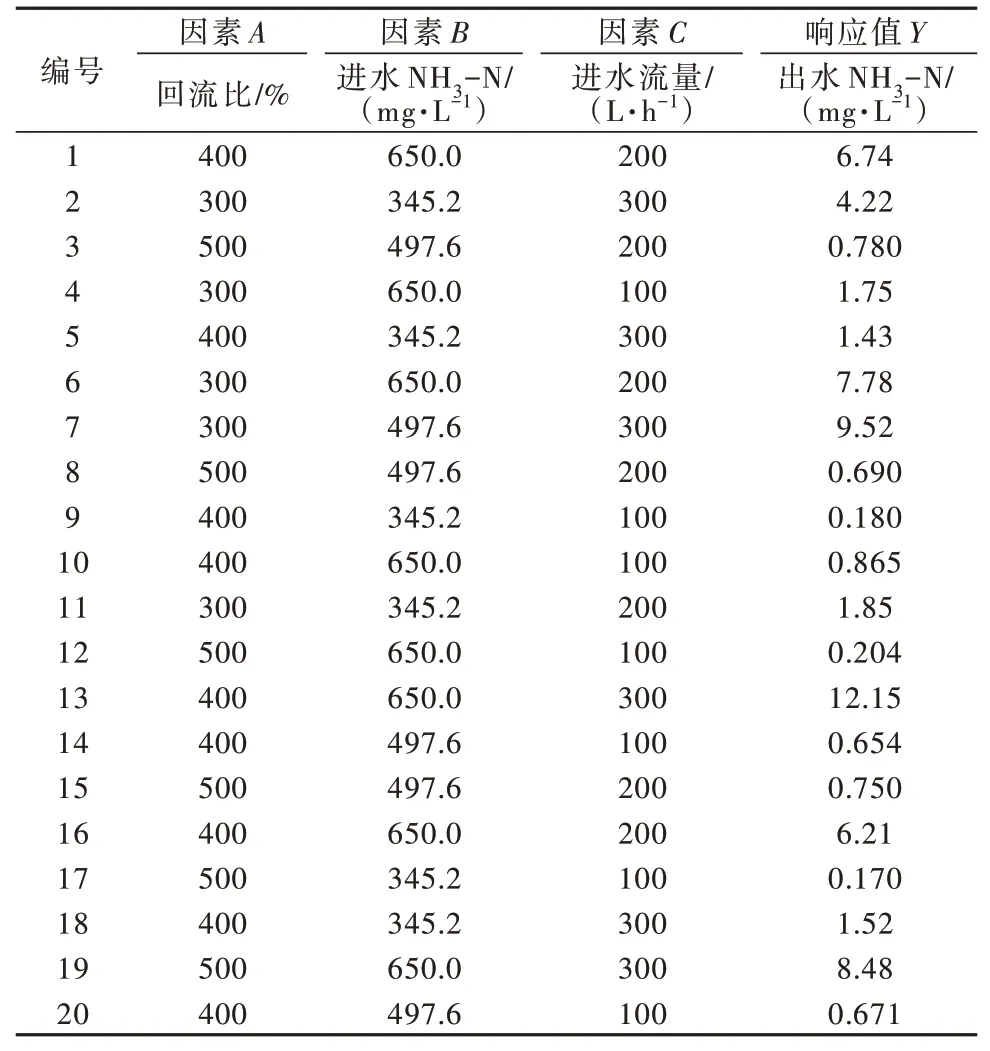
表2 Optimal(custom) Design 模型下模块多工况实际运行的出水情况Table 2 The effluent situation of the running process with Optimal(custom) Design model
利用表2 的数据,借助Optimal(custom) Design模型拟合得到三元二次回归方程:方程中B、C二次项系数均为正值,说明其单因素表征抛物线开口向上,存在最小取值。对方程模型进行方差分析,详细结果见表3 和表4。

表3 模型方差分析Table 3 Model variance analysis
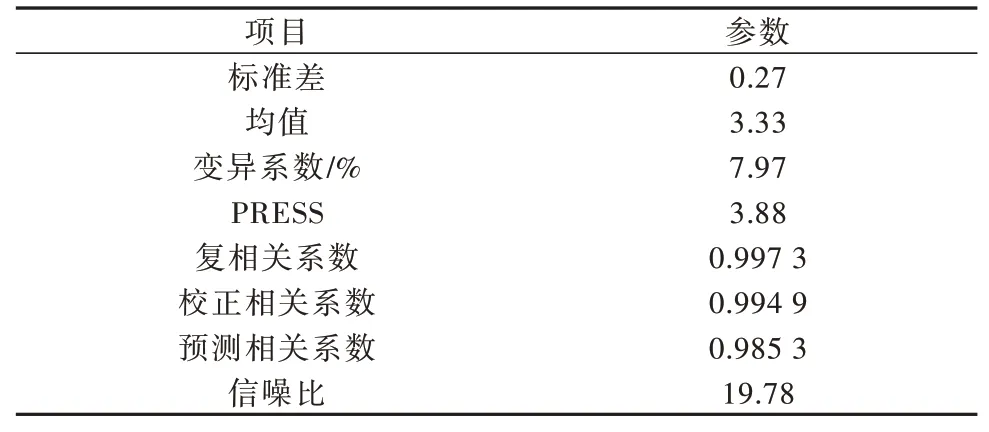
表4 二次回归方程的方差分析Table 4 Quadratic regression equation variance analysis
由表3 和表4 可知,回归方程模型的P值<0.000 1,说明回归方程在描述各因子与响应值的关系时,因变量与全体自变量的线性关系是极其显著的,因此该模拟方法结果可靠;变异系数<10%,信噪比>4,说明该模型具有足够分辨力,且试验数据离散程度较小;模型相关系数R2为0.997 3,说明该方程可靠性较高,回归有效。该模型可反映一定范围内回流比、进水NH3-N、流量与模块脱氮能力的关系,能较好地模拟模块的脱氮活性和效率。
2.3.2 模型模拟高氨氮冲击试验及实际工况验证
图5为设计进水NH3-N 为750 mg/L 时,模型拟合得出的出水NH3-N 结果。
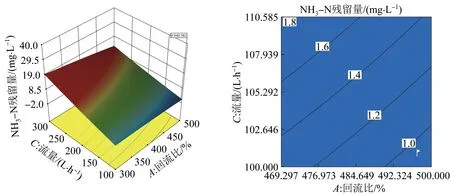
图5 设计进水NH3-N 为750 mg/L 下模型得出的NH3-N 降解情况Fig. 5 The degradation of NH3-N by the module model with influent NH3-N at 750 mg/L
由图5 可知,依靠建立的模型,在设计进水NH3-N 为750 mg/L 时,该多模块组合工艺依旧可在低流量、高回流比(回流比>490%、进水流量<100 L/h)工况下保证理论出水NH3-N 低于1.0 mg/L。这符合A2O 系统在高负荷下,随着内回流比的提高,缺氧区回流的NO3-接近饱和,系统脱氮效率主要受限于C/N 的规律〔27-28〕。该模拟工况下C/N 为2.4~3.3,可满足系统脱氮反应需求。
图6 为设计回流比为470.346%时,模型拟合得出的出水NH3-N 结果。
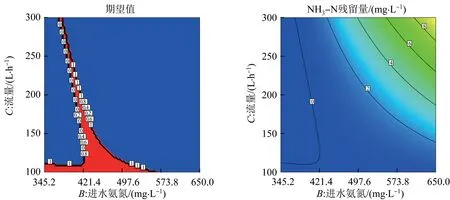
图6 设计回流比为470.346%下模型得出的NH3-N 降解情况Fig. 6 The degradation of NH3-N by the module model with reflux ratio at 470.346%
由图6 可知,通过模型得出模块在回流比为470.346%、进水NH3-N 为401.153 mg/L、流量为215.078 L/h 下,出水NH3-N 可达到理论最低值0.038 mg/L。为检验响应面拟合结果,修正后的实际工况为回流比为470%、进水NH3-N 为400 mg/L、流量为210 L/h,在该条件下连续运行14 d 内的平均出水NH3-N 为0.052 mg/L,COD 为5.45 mg/L,TN 为0.055 mg/L,pH为7.01,均符合地表Ⅲ类水标准。
2.4 油分沿程分布及可行性处理
2.4.1 油分沿程分布及物料衡算
稳态运行期间,冷凝液油分沿程分布及消耗占比见图7,沿程平均残留量见表5。

表5 油分的物料衡算Table 5 Material balance of oil

图7 油分的沿程分布及消耗占比Fig. 7 Oil distribution and consumption ratio along the process
由图7 和表5 可知,系统中84.42%的油分都由隔油与气浮池物理拦截;污泥吸附是A2O-MBR 工艺系统内油分的主要去除方式之一。假定忽略取样检测过程中微量的物料挥发与损失,从整体中扣除污泥吸附与出水排放量,剩余量即为系统中的生化消耗量。其中,厌氧池油分的生物消耗量占该工艺总消耗量的48.99%,缺氧池油分的生物消耗量占该工艺总消耗量的13.11%,好氧池油分的生物消耗量占该工艺总消耗量的79.65%,MBR 油分的生物消耗量占该工艺总消耗量的37.03%。
2.4.2 油分可行性处理探究
目前行业内对工业废油的处理较为复杂,废油多被用于其他工业油品的添加剂助剂〔29-30〕,而电厂等无处置资质的生产单位多采取废油收集后集中外运的方式处理。基于对冷凝液中油分的分析,本研究将油分均匀分散在煤炭表面进行掺烧实验,经测量常温下油分黏度为23.16 mPa·s,煤样品采用GBW11112i 标准无烟煤。将油和煤按不同掺烧质量比混合后的测试结果见表6。
由表6 可知,无烟煤热值为27.67 MJ/kg,而油分热值为37.26 MJ/kg。将油煤掺烧质量比从1∶100 提升至1∶10,相应的热值从27.76 MJ/kg 提升至28.83 MJ/kg。由此可见,在不影响煤质的情况下,掺烧少量废油组分可以提高热值,这也为燃煤电厂处理冷凝液副产物提供了新的解决思路。
3 结论
1)常规运行工况下,多模块组合工艺对高氨氮、高油分冷凝液处理后,平均出水NH3-N 为1.85 mg/L、TN 为2.36 mg/L、COD 为8.64 mg/L、TP 为0.08 mg/L,未完全满足地表Ⅲ类水水质标准;系统中绝大部分有机物与NH3-N 由生化单元消纳,高级氧化单元承担对剩余难降解有机物的降解。
2)针对A2O 模块的进水流量、回流比进行调控,建立多模块组合工艺的优化模型。在模拟750 mg/L进水NH3-N 下,组合工艺可在低流量、高回流比(回流比>490%、进水流量<100 L/h)工况下保证理论出水NH3-N 低于1.0 mg/L。
3)多模块组合工艺的优化模型中,理论最低出水NH3-N 为0.038 mg/L。优化实际工况为回流比470%、进水NH3-N 400 mg/L、进水流量210 L/h,该条件下连续稳定运行14 d 内平均出水NH3-N 为0.052 mg/L、TN 为0.055 mg/L、COD 为5.45 mg/L,均符合地表Ⅲ类水标准。
4)多模块工艺下,平均出水油分为0.04 mg/L。其中物理隔油对油分的去除率为84.42%,剩余油分经A2O+MBR 的生物消耗与污泥吸附可去除15.42%,其中厌氧池对油分的去除率为12.31%。隔离获得的油分的热值为37.26 MJ/kg,可通过与煤按比例掺烧用于电厂发电,既能解决废油处置问题,又能在不影响煤质的情况下提高放热量。