某总装车间数据采存系统设计与实现
2023-10-23孙科星刘连喜许云丰
孙科星, 刘连喜, 崔 伟, 许云丰, 邱 枫
(1.中国兵器装备集团 自动化研究所有限公司, 四川 绵阳 621000; 2.北京星航机电装备有限公司, 北京 100070)
0 引言
随着世界工业改革浪潮的再一次推动下,“工业4.0”和“中国制造2025”应势而生,实现工业制造车间数字化转型升级成为了一种必然趋势。 不论是“工业4.0”还是“中国制造2025”, 其核心都是集生产制造技术、 信息技术、物联网技术于一体,以柔性服务为理念,来实现生产过程的数字化、智能化管理,达到对人、机、料进行合理高效管排的目的, 并最终实现车间数字化、 制造过程智能化,车间智慧化,促进企业与社会的可持续发展。 在车间实现数字化过程中,设备的车间级联网、数据采集监控、以及自动化物流系统的联网使用将是实现未来网络化制造和模块化制造的基础, 是实现智能制造和车间智慧化的前提条件[1]。
本文针对某航天总装车间生产制造过程中所使用的多种设备,基于物联网与数字化技术,结合车间人、机、料、法、环等生产要素的特点,对生产要素进行分类与数字化建模,设计并实现了数据采集与存储系统,系统集成了Socket、Modbus、S7 等设备类数据采集协议以及Access、SQL Server 等数据库采集协议和FTP 等文件获取与解析协议。基于多协议采集平台实现对车间设备、检测仪器、工具、工装、人员、环境等信息的实时采集与存储,实现设备数据的实时感知与存储, 为车间数字化与信息化建设打下基础。
1 系统架构
某航天总装车间存在人、机、料、环、测五大类生产要素,为了高效采集各生产要素中的关键数据,提升数据交互的实时性, 设计了数据采存总体架构。 该架构分为三层,基础数据层主要功能为感知各生产要素产生的数据;数据处理层是对来自底层的数据进行清洗、格式转换、存库;业务功能层包含总装车间数据管理、报警监测等信息化子系统, 其主要功能是为总装车间生产态势及状态监测和管理提供基础数据。 该数据统一采集与交互技术总体架构如图1 所示。

图1 数据采集与存储系统架构

图2 人员类数据模型
2 系统设计与实现
某航天总装车间多源异构数据采集与交互包含车间生产要素分类、生产要素数字化建模、数据采集、数据存储4 个模块,车间生产要素分类根据人、机、料、法、环、测进行分类,实现设备及采集协议的汇总;生产要素数字化建模是对车间人员、设备、物料3 大生产要素进行数字化建模,整理各要素特点与特性,理清各要素之间的逻辑关系; 数据采集与数据存储部分主要功能是实现数据自动获取与格式统一转换及存储和维护。
2.1 生产要素分类
总装过程中,参与的生产要素种类及规格多样,采用工艺定义与人工经验相结合的方法对总装过程中涉及的人员、物料、设备、工具进行分类,将生产要素进行定义,以便于后续对生产要素定量描述。 由于生产要素分类部分要素主要以人为经验为主进行分类, 因此构建评估体系和模糊处理对描述进行量化处理, 将生产要素参与工艺过程的次数以及关重程度进行分析, 以得出生产要素分类[2]。结合车间环境及各要素实际情况及其相关数据协议和数据项,分类结果如表1 所示。

表1 生产要素分类表
2.2 生产要素数字化建模
在数据采集与存储系统中, 车间制造过程中各数据作为统一的实体被用户操作。 数据本身和数据之间的相互关系都是用户操作的对象,在实际应用中,只有明确了每个数据的特点及数据结构, 才有可能对制造过程数据进行操作和管理。 在本文中,采用面向对象的方法(Object-Oriented Methodology,OOM) 来建立总装车间制造过程数据统一对象模型[3]。
2.2.1 人员类数据模型
人员是资源的一部分, 是总装车间生产过程的重要参与者, 装配及设备操作人员在车间作业过程中会产生制造相关的人员类数据, 以制造过程相关人员数据为研究对象,人员数据模型如下图所示。模型中总装车间作业人员定义组成车间人员类, 总装车间人员类包含人员类操作和人员类属性, 各类操作和属性下有对应于各自己的操作方法和属性值, 如个人操作有获取相关装配与物流调度任务、采集并上传制造过程数据、检测产品等,个人属性有员工工号、工组信息等。同时个人还对应于车间制造过程生产任务,并关联到任务下的生产任务信息。
2.2.2 设备类数据模型
设备数据模型是基于设备模型展开的, 在模型中定义了设备类、设备特性、设备维护、设备能力。 如图3 所示,由设备类定义并组成设备信息,设备类包含有设备类基本属性和设备类特性,并各自具有相应能力测试属性。设备也同样由设备属性作和设备特性构成, 设备维护和设备测试在具有各自属性值的同时还必须映射到设备类操作和设备类属性。 同时每台制造设备还具有各自的加工任务和维护计划, 通过设备可以关联到加工任务信息和基于任务下的设备工作状态信息, 以及维护计划下的设备故障信息和维护日志信息。

图3 设备类数据模型
2.2.3 物料类数据模型
物料类和物料类属性构成了物料类数据模型,在制造过程数据采集与存储系统中,物料包括生产用原材料、在制造品和装配零件,通过物料定义,使其对应于物料类,其中物料质量保证和物料质量保证实验结果也相应的映射到物料类和物料类属性。在制造过程中,物料通常是以批次进行加工和调度转运的,因此,物料批次数据也对应于物料定义下物料属性数据。 随着加工过程的进行,物料的相关属性及特性会发生改变,这样,物料属性下的相关数据也相应的关联到车间生产制造及质量检验过程中,并根据质检要求和质检结果得到质量检验数据。 如图4 所示。

图4 物料类数据模型
2.3 数据采集
2.3.1 数据采集流程
由表1 可知, 总装车间设备及传感器的采集协议主要有:Socket、西门子S7、HTTP 等数据流型通信协议及Access、SqlServer 等数据库型通信协议和文件类型的通信协议。
现阶段, 结合总装车间生产要素与采集对象的多协议的特性,设计了数据采集与存储流程。
根据车间数据获取地点所在具体位置和制定的采集方案,选择具体使用的方法。现场设备接收有关指令并进行数据获取,同时将数据经由网络实施传输。上位机端通过网络向采集设备控制模块发送指令, 进行现场数据的采集,然后通过车间局域网进行数据传输。上位机实时接收车间各处采集到的多源异构数据,对数据解析后,经过数据校验和算法处理,将满足要求的数据进行入库[4-5]。
总装车间数据采集与存储流程如图5 所示。
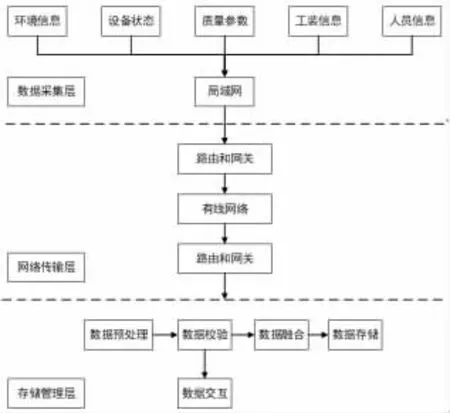
图5 数据采集与存储系统架构
2.3.2 RFID 数据采集模块
车间工具工装位置数据以及人员进出与位置数据均采用RFID 读卡器与RFID 芯片结合的形式获取相关数据。 为了识别工具工装的位置信息, 在20 个装配工位处分别安装一个RFID 读卡器, 装配区域的工具与工装上粘贴RFID 芯片,人员佩戴RFID 手环,这样当粘有RFID 芯片的工具与工装处于某个装配工位时,RFID 读卡器便能自动获取芯片上的预留信息,从而简介获取该工具的位置、类别、名称、编号等信息。
该类RFID 读卡器数据传输协议采用Socket,模式为客户端与服务器模式,读卡器作为服务端,采集程序作为客户端,程序启动后,客户端向服务端发送连接请求,连接成功后客户端主动请求从而使服务端读取范围内RFID 芯片数据,读取后服务端以事件形式将获取到的反馈给客户端。具体流程如图6所示。

图6 RFID 数据获取流程
2.3.3 环境监测传感模块采集
环境监测传感器包含温湿度传感器、粉尘及有害气体传感器两类,粉尘及害气体传感器主要部署在喷漆间等粉尘和二氧化硫、苯、一氧化碳浓度较高的房间,用于环境信息的实时监测,普通作业车间只部署温湿度传感器。
温湿度、 粉尘及有害气体传感器均为建大仁科网络型传感器, 采集协议均为Socket, 模式为客户端服务器,与RFID 读卡器所不同的是,该采集模块中,传感器为客户端,采集程序为服务器,采集程序启动时,初始化温湿度传感器数据获取模块服务,等待客户端请求连接,连接成功后,客户端主动上报数据,服务端以事件形式对数据进行接收与处理。
2.3.4 设备类数据采集模块
车间内气密检测台、线缆测试仪、冲击过载台、雨淋系统等采集对象大部分都由总控系统或者PC 机进行数据管理或控制。 PLC 类控制器,数据采集一般通过Modbus、OPC DA/UA、Socket、S7 等形式直接访问到控制系统内的数据,包括关注的工艺参数数据、设备运行状态数据、检测质量数据等信息,实现加工设备的数据自动采集。
对于数据存于PC 机的等设备,这类数据一般存在于文件、数据库、第三方软件中。对于数据库,目前主流数据库访问接口技术有ODBC、JDBC、OLE DB 等; 对于文件,数据获取一般借助于FTP 服务器、 远程共享方式读取文件等方式实现;对于第三方软件,进行实时数据交互一般借助于Http、OPC、Socket 等。
2.4 数据存储
数据均采用关系型数据库Mysql8.0.16 对生产装配过程采集的数据进行存储管理, 有效的保证了数据的完整性,按数据类型对生产相关数据进行分类存储,形成不同数据库,如生产测试数据库、资源数据库、质量数据库、生产车间运行数据库等,支持3 年以上的存储时间。
数据的类型包含质量数据、设备数据、生产管理数据等。系统通过接收生产线控制系统采集的数据包,进行解析、处理后,存储到现场数据库中,这类现场数据通过融合、抽取、处理、装载等存入业务数据库。生产数字化管理系统根据需要从两类数据中抽取数据,进行数据查询、对比分析、历史数据追溯、可视化显示等公共操作。此外,系统还预留标准数据接口, 为上层软件和其他信息化系统提供基础数据,如图7 所示。

图7 RFID 数据分类存储与管理
系统所需要采集的数据主要包括: 设备运行数据、测量数据、生产装配数据、工具工装位置数据等。 其中设备运行数据、 工具工装位置数据等实时性要求高、数据量大,需要建立实时数据表进行存放,而其他业务数据更强调完整性,存放到业务数据库中。 构建实时数据库和业务数据库两级数据库,并建立两级数据库的关联关系,通过对实时数据的融合、抽取、处理、装载等操作,实现两级数据库的数据转换、共享。
3 结束语
本文从解决某航天总装车间设备、工具工装、环境等生产要素数据采集与存储的需求出发, 针对车间数据感知能力弱、数据管理混乱的现状,开展数据采集与存储技术研究,围绕车间物联网环境搭建与设备数据管理建设,提升车间数据感知能力与效率。 通过数据采集与交互软件、车间态势监控软件、数据管理软件,实现了车间生产装配过程关键质量参数与运行参数的收集、存储、查询、发布;完成了对工装、人员、设备状态信息的获取与保存。从而有效地解决了产品在总装过程中存在的一系列信息丢失、数据难以保存等问题,进一步提高了总装过程的生产效率、促进了生产质量的提升,推动了企业数字化与信息化能力建设。
