浮选流体动力学关键技术研究与装备智能化发展路径
2023-10-19李腾飞管孝强周仕庆谭志勇李海斌
张 炜 李腾飞 管孝强 周仕庆 谭志勇 李海斌 王 超
(1.中铝科学技术研究院有限公司,北京 102209;2.昆明冶金研究院有限公司北京分公司,北京 102209;3.中铝智能铜创科技(云南)有限公司,云南 昆明 650101;4.云南铜业股份有限公司,云南 昆明 650051)
20世纪初,泡沫浮选的早期实践者开始意识到研究气泡行为学的重要性,但由于缺乏有效的测量装置和系统,无法有效观测与识别工业浮选环境中单个气泡及气体的扩散行为[1]。将近一个世纪后,随着澳大利亚昆士兰大学的Julius Kruttschnitt 矿物研究中心(JKMRC)和加拿大McGill 大学联合研发的第一代浮选流体动力学传感器装置的诞生,这种情况才得到彻底改变[2]。传感器装置首次针对浮选气体速率、气含量、气泡尺寸和气泡总表面积之间的量化关系进行了测试,并通过数学表达式予以定义,使之具备对浮选关键过程变量进行预测的能力[3-5]。早期JKMRC 的工作主要侧重于在选厂半工业化浮选机(3 m3)生产条件下进行装置测试,而McGill 的工作是在实验室级别的浮选柱环境下展开,成功后推广至工业化浮选机[6-10]。一位加拿大McGill 大学芬奇教授指导下毕业的智利圣玛丽亚大学学者Yianatos,将这项成果引进至位于南美洲的一些在产矿山并取得良好效果[11]。近年来,浮选流体动力学原理及测量方法和技术逐渐被广泛接受,世界知名浮选研究中心(如巴西淡水河谷公司Mississauga 技术研发中心)及主流浮选设备制造商(如奥图泰Outotec)均接纳和采用了该技术[12-13]。
更好地理解和表征工业化环境下的浮选特性,经济因素是背后的驱动主因。较低品位的原矿以及较高处理量的选矿作业,对应的是更大的资本支出,这就要求通过不断改进和优化浮选工艺性能来增加利润和降低投资风险。随着浮选设备规格逐步大型化[14],了解浮选设备规格放大后浮选流体动力学指标的变化情况,对于在实践中提升浮选经济性指标至关重要。在过去的15 a 中,气体扩散理论研究及工业应用已逐步成熟,并被浮选设备制造商、运营商及研究人员广泛接受。本文首先对经典理论以及气体扩散关键参数进行回顾与评价,之后利用新一代浮选流体动力学特征阈值传感器系统多维度测量浮选设备以及浮选回路的核心参数并建模分析;通过在选矿厂开展模型仿真验证,有效证明了新一代流体动力学特征阈值传感器具备较为精准评价浮选性能的能力。
1 浮选流体动力学参数回顾及评价
1.1 传统参数
浮选流体动力学参数本质上是化学工程中气液混合以及反应器规格放大化的设计参数,后来逐渐被推广应用至泡沫浮选领域,世界范围内众多学者开展了持续性研究[15-17]。传统浮选流体动力学参数包括功率强度(PI)、叶轮外缘速度(S)及气体速率(UQ)等。
1.1.1 功率强度
功率强度(PI)为浮选设备单位容积的净功率,计算公式如下
式中,PI为功率强度,kW/m3;Pnet为功率输入,kW;V为浮选设备容积,m3。
PI的典型范围是1~3 kW/m3,可扩展至0.8~9.5 kW/m3[17]。PI的数值往往随浮选设备容积的增加而减少。对于规格为大型、超大型的浮选设备,制造商通常将高湍流近叶轮区域的功率强度保持不变作为大型浮选设备的放大标准之一。
1.1.2 叶轮外缘速度
叶轮外缘速度(S)通常被工业界认为是重要操作性参数,其通过影响矿浆循环速度、流体/气体剪切力,从而影响气体扩散效率,计算公式如下
式中,S为叶轮外缘速度,m/s;N为叶轮转速,r/min;D为叶轮直径,m。
S的典型值为5~ 7 m/s,高峰值可达到9 m/s[17]。需要注意的是,消耗的功率会随着N3的增加而增加,因此电机尺寸和成本会随着S的增加而迅速上升。浮选设备制造商也认为外缘速度是一个重要的设备放大参数,并随着叶轮尺寸的增加而保持相对恒定,具体取决于负载(粗颗粒/细颗粒、粗选/扫选)。浮选设备容积减小,相对恒定的外缘速度(临界最小值4 m/s)可以确保气体扩散水平和输送泵每单位矿浆输出能量的稳定。
浮选设备制造商奥图泰为了防止设备容积增大条件下沉砂问题加剧,将转子直径(D)与设备直径(Dcell)保持恒定,以保持每单位设备面积的恒定转子泵送率[18]。
1.1.3 气体速率
气体速率(UQ)的计算公式如下
式中,UQ为气体速率,m/s;Q为体积流量,m3/s;D为叶轮直径,m。
UQ与直径为D的叶轮调节气体体积流量Q的能力有关,行业值差异很大,从0.02 m/s 到0.5 m/s不等。因此,与空气流量数(NQ)一样,它更多的是指导最大运行参数,而不作为设备放大标准。UQ与表观气速(Jg=Qg/Acell)有关,因为叶轮直径(D)和泡孔尺寸(Acell)之间通常有密切关系。
1.1.4 其他测量值
其他测量值如功率数(NP)、空气流量数(NQ)、弗劳德数(NFr)和韦伯数(NWe)计算公式如下,主要用于浮选设备快速放大参考。
式中,g为重力加速度,N/kg;σ为表面张力,N/m;ρ为密度,kg/m3;其他符号意义同前。
叶轮混合雷诺数(NRe)(式(8))是对黏性力惯性的度量,如果外缘速度保持不变,它将与转子直径成比例增加。在湍流区域(>>103),NRe值能够较好地用于浮选槽叶轮设计。因此,对于特定的转子设计,NP保持恒定的情况下,NRe不会直接影响设备放大效果。
式中,μ为动态黏滞度,Pa·s。
以上均是用于浮选槽放大的初始流体动力学参数。和浮选设备有关且能够有效提升矿物颗粒回收率水平的参数,例如槽或柱横截面积和流槽缘长度,在设备放大设计中也一并考虑,但不直接被认为是浮选流体动力学参数。
1.2 浮选流体动力学参数
传统浮选流体动力学参数选取的明显缺陷之一是,尽管气泡尺寸在浮选进程中起关键作用,但参数设置没有被考虑引入。在Harris 关于浮选设备放大参数的经典著作中,评论了气泡尺寸在提升浮选金属回收率过程中的关键作用,并且提到对气泡尺寸影响最大的是起泡剂的类型及用量[19]。没有添加起泡剂的情况下,气泡尺寸分布(BSD)为双峰形态;随着起泡剂添加量的增加,气泡尺寸分布趋窄(气泡变小),最终达到极限气泡尺寸。Laskowski 将达到此极限气泡尺寸的最小起泡剂浓度称为气泡兼并临界浓度或CCC[20]。
早在20世纪中叶,一些学者已经认识到影响矿物颗粒抬升效能的气泡尺寸和气泡总表面积对浮选进程以及金属回收率的重要性[21-23]。但直到20世纪80年代末至90年代期间,McGill 大学芬奇教授团队以浮选柱作为载体和JKMRC 的Gorain 团队以半工业化浮选槽作为载体的相关研究工作,才共同量化验证和确立了气体扩散变量参数与浮选速率常数之间的工业联系。
两个团队分别开发了用于测量浮选流体动力学参数的第一代传感器及相应核心测定参数,其中:表观气体速度(Jg)表示每单位时间内,以浮选设备单位横截面积(Acell)为计算基础,离开矿浆的气体体积流量(Qg);平均气泡尺寸(D32)是气泡尺寸分布(BSD)的量化指标,用于计算气泡表面积通量(Sb);气泡表面积通量是指,每单位时间内,以浮选设备单位横截面积为计算基础,其所包含的全部气泡的总表面积。这些参数通过以下公式相互衔接。
式中,Jg为表观气体速度,m/s;Qg为离开矿浆的气体体积流量,m3/s;Acell为浮选槽横截面积,m2。
式中,D32为索特气泡尺寸,mm;di为单个气泡尺寸,mm。
式中,Sb为气泡表面积通量,s-1。
第3 个测量变量(假设Sb是通过另外2 个变量计算得出的),体积气含率(εg)表示为分数或百分数,也构成一个气体分散度量,并将浮选槽/柱内气体体积(Vg)与浮选槽/柱的有效容积(Vcell)联系起来,如下
式中:εg为气含率,%;Vg为浮选槽内气体体积,m3;Vcell为浮选槽/柱的有效容积,m3。
Gorain 通过k-Sb关系表明,气泡表面积通量(Sb)是浮选进程中影响金属回收率的关键因素[24-26]
式中,kpulp为矿浆相的速率常数,s-1;P为可浮性参数,%;Sb为气泡表面积通量,s-1。
式中,k为总浮选速率常数,s-1;Rf为泡沫相矿物颗粒的回收系数,%;P为拟浮出的矿物颗粒的可浮性参数,%;Sb为气泡表面积通量,s-1。
观察到Sb与D32成反比,可见浮选速率和金属回收率与气泡尺寸成反比,与气体体积流量Qg成正比。因此,浮选性能的研究需要准确测量Jg和D32这2 个参数,以便计算Sb。McGill 和JKMRC 的传感器技术以及过程性测量技术的发展部分满足了这些需求。
1.3 气体扩散参数测量技术
尽管加拿大McGill 大学和澳大利亚JKMRC 研究院团队均基于流体动力学和表面化学的理论突破,已完成第一代测量传感器的研发[27-29]。但受限于传感器设备的单一性,流体动力学参数对浮选效能的量化影响、浮选药剂键能与气泡载体之间的协同效应、浮选速率常数与金属回收率之间的量化关系等还无法通过成熟技术及配套设备予以精准定义和测量[30-32]。近2 a 以来,通过引进吸收McGill 大学浮选流体动力学领域的相关研发成果,中铝科学院技术团队强化对浮选设备性能指标以及浮选工艺大数据的收集与研究,初步搭建了一整套浮选流体动力学大数据高端装备的设计理论基础和软硬件产品,并取得了工业应用实践方面的相关经验。在第一代单体传感器的基础上,新一代浮选流体动力学智能传感器系统主要由3 套各自独立的专用仪器设备组成,同时新的设计也改善了传感器的物理结构与软件配套,可实现Jg、D32和εg等不同流体动力学物理参数的独立测量及数据的自动交互比对。每个传感器都依赖于系统的不同物理参数:充气和非充气矿浆的相对电导率,用于确定气含率;不同矿浆体积位移条件下所对应的气体压力(管中)变化,用于确定表观气体速度;高速照相机捕捉到的气泡观察舱中气泡的平均尺寸,用于确定BSD 和计算D32。矿浆密度变化通常也使用压力传感管进行监测,以允许根据矿浆液位/密度变化对Jg测量进行校正。数据被记录到计算机文件中以供后续分析。在浮选流体动力学传感器的协助下,中铝科学院技术团队对部分国内外矿山浮选生产设备进行了运行评价测试[33-34]。
2 浮选气泡尺寸(D32)的测量实践
中铝科学院技术团队利用半工业化大型充气式浮选机(0.8 m3Metso RCSTM,槽体单位横截面直径和转子的直径分别为1.15 m 和0.21 m)开展了相关研究工作,提供可变叶轮速度且足够大,以允许槽室中湍流区和静态区能够明显分离,并设置了“搁板”和“挡板”来提升流体动力学效能,如图1所示。设备内部槽室足够大,因此可将全套传感器系统植入安装。需要说明的是,所有测试都是在不含矿粒的气液两相系统/环境中进行的。
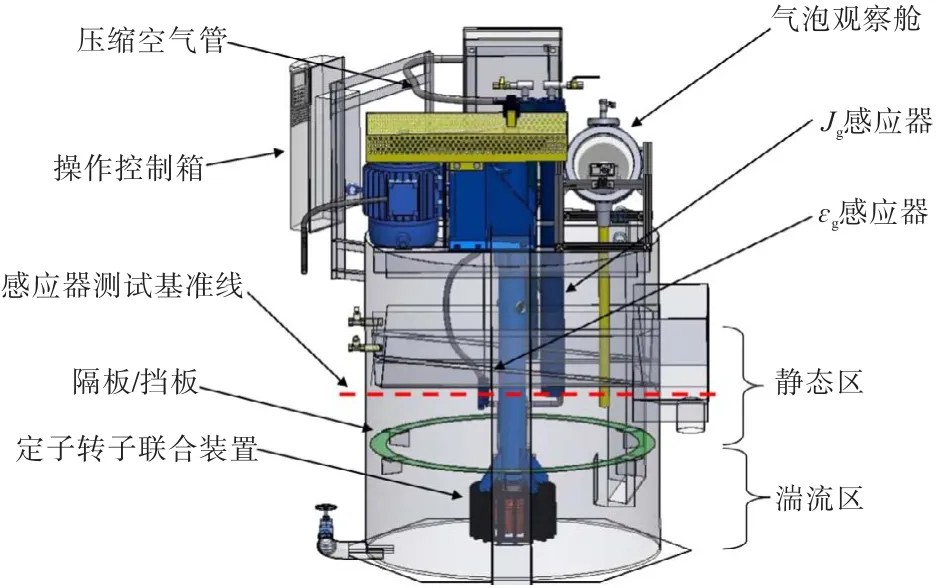
图1 浮选流体动力学传感器系统测试示意[10]Fig.1 Test schematic of flotation fluid dynamics sensor system
以浮选流体动力学特征阈值传感器为测试工具,在影响浮选效能的关键工艺参数中,选择起泡剂浓度与类型、表观气体速度、黏度、海拔以及能量输入(叶轮转速)等5 个重要变量进行深入研究。
2.1 起泡剂浓度与类型
表1 列出了试验所用的5 种起泡剂,除戊醇是主流商用起泡剂的重要成分外,其余4 种均可直接被认为是商用起泡剂。5 种不同类型起泡剂基本覆盖了目前选矿工业实践中主流起泡剂的化学架构及分子组成。
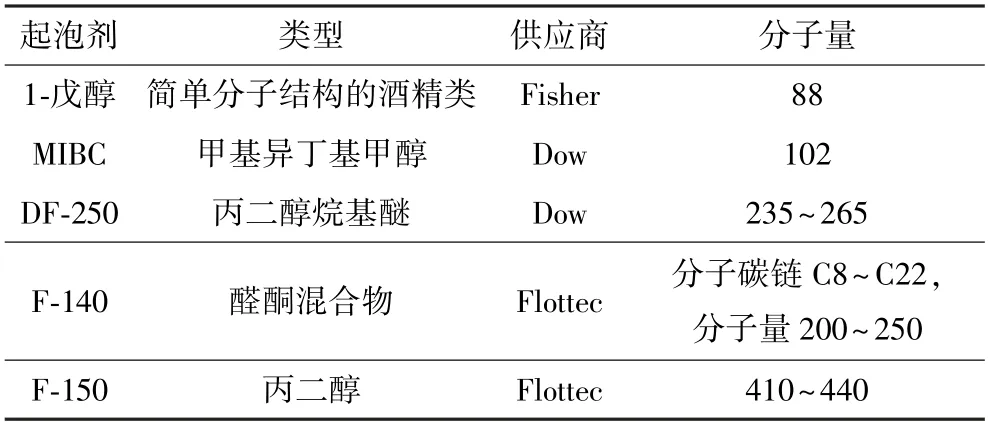
表1 试验用起泡剂Table 1 Frother in test
在美卓Metso 0.8 m3半工业化浮选机测试环境下分别添加5 种不同类型、不同浓度的起泡剂,并设置Jg分别为0.5 和1 cm/s 的条件下,使用浮选流体动力学传感器系统测量BSD,测量数据用于起泡剂的表征。起泡剂浓度的选择范围相对较广,通过拟合指数衰减函数对不同类型、浓度和表观气速的整体试验测试数据进行分析,拟合形成一套典型起泡剂趋势曲线。
图2 即为典型起泡剂的CCC值分布,表2 为不同Jg值条件下起泡剂的CCC95 值。需要特别说明的是,CCCX为当D32降低X%时的起泡剂浓度[35],Dlimiting是起泡剂无限添加量条件下的极限气泡尺寸。结果表明,起泡剂的CCC95 值随Jg的增加而增大。
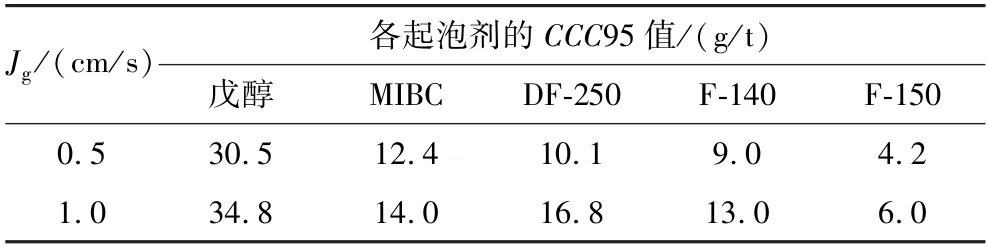
表2 各起泡剂的CCC95 值Table 2 CCC95 value of each frother
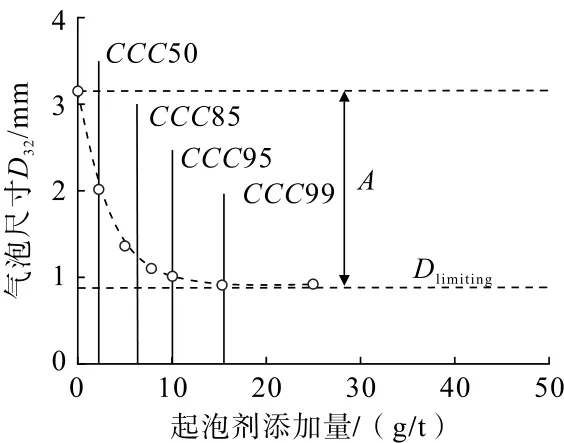
图2 D32 与典型起泡剂添加量变化关系Fig.2 Change relationship of D32 and typical frother doage
图3 展示了D32与标准化起泡剂浓度的关系,所有数据被简化为一条曲线,表明任何起泡剂都可以通过其唯一的CCC95 值予以表征。对于D32,其95%的置信区间误差仅为±0.24 mm,同时Jg=0.5 和1 cm/s条件下误差也仅为±0.12 mm 和±0.22 mm,表明拟合效果较好。图3 还说明,不同Jg值条件下,曲线略有不同。

图3 D32 与标准化起泡剂浓度的关系Fig.3 Relationship of D32 and standardisation frother concentration
2.2 表观气体速度
在浮选起泡剂类型中,MIBC 和DF-250 具有化学架构较简单、性能较稳定、应用范围较广泛的特点,被药剂制造商认为是药剂“等效”类型测试的最佳比对模板。此次试验也将MIBC 和DF-250 分别作为醇类和聚乙二醇两大类药剂的性能测试代表。添加5种不同浓度(包括0 起泡剂添加量)的起泡剂,测试并获得不同Jg条件下的D32,MIBC 的试验结果如图4所示,而DF-250 的结果与其非常相似。结合之前的工作成果[5,31],可以认定常见种类起泡剂浓度的试验数据与模型(式15)的拟合结果基本符合。
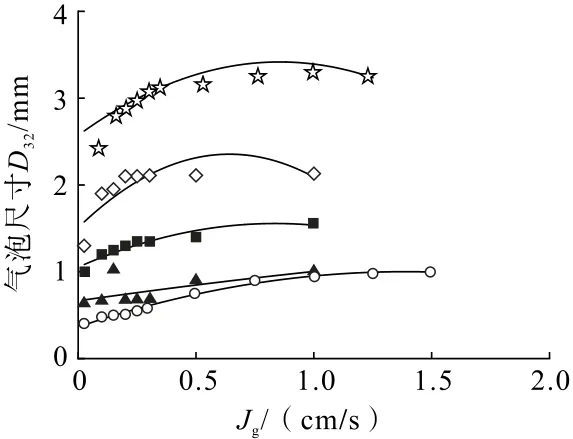
图4 MIBC 的试验结果Fig.4 Test result of MIBC
式中,D0表示在零气率条件下有限的“气泡原生尺寸”,mm;a是依赖于起泡剂浓度和气泡产生方法的一个系统常数。D32和Jg之间的平方根关系表明,随着Jg的升高,气泡尺寸和数量也随之增加。
2.3 黏度
浮选矿浆的(动态)黏度受固体浓度、矿粒大小与形状、液体化学性质和温度等不同因素的影响。由于测试是在气水两相系统/环境中进行的,因此本研究仅限于考察在不同温度下水的黏度变化对气泡尺寸D32的影响。第一阶段曾尝试通过蔗糖和聚丙烯酰胺溶液来模拟浮选流程中矿浆黏度变化,但受限于蔗糖和聚丙烯酰胺的溶解效果无法达到均衡化,且矿浆起泡性及剪切效应也同时被影响,此方法被搁置。本次测试通过改变水本身的温度来模拟矿浆黏度变化,黏度—温度效应如图5所示,动态黏度可以在4~40 ℃范围内变化3 倍,这在浮选实际生产中并不少见。在美卓Metso 0.8 m3半工业浮选机中使用精准调温后的昆明地区自来水(测试用实验室位于昆明)共700 L(Metso 设备测试介质最大体积量)来开展测试,测试结果如图6所示。在20 ℃条件下,标准黏度(μ)与动态黏度(μ20)的幂函数关系为0.776。因此,可以将D32的黏度修正因子(fv)定义为:

图5 黏度—温度效应Fig.5 Viscosity-temperature effect
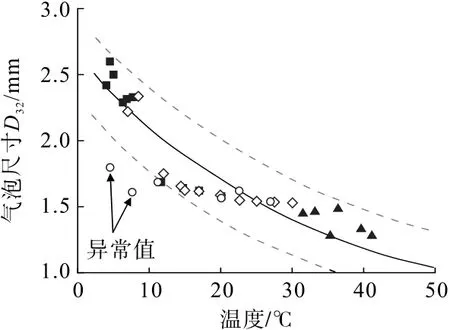
图6 试验数据与黏度的拟合效果Fig.6 The fitting effect of test data and viscosity
2.4 海拔
国内外矿山所处区域的海拔(海平面)位于2~5 km 范围内的情况并不鲜见,例如分别在海拔4.2 km和4.1 km 的秘鲁Antamina 铜锌矿和智利Collahuasi铜钼矿,其空气密度比接近海平面的区域要小得多。例如,在海平面,干燥空气的密度为1.293 kg/m3,然而在海拔4.25 km,这个数值只有0.736 kg/m3,大约是海平面数值的57%。
气体密度对浮选的影响研究尚不深入。Hales 报告了一些初步的测试[36-37],但气泡尺寸的测量没有包含在该项工作中。本次试验使用5.5 L 实验室级Denver 浮选槽来代替半工业化规格的美卓浮选机,并使用氦气(密度0.178 6 kg/m3)和空气的混合物来模拟海拔高度对气泡尺寸的影响(Jg恒定)。图7 展示了不同气体密度差条件下,气泡尺寸(D32以及D32/D10)的变化区间及分布;其中ρ0为一个大气压条件下的标准气体密度。需要说明的是,由于测试载体为实验室级Denver 浮选槽,因此气泡尺寸测量是在湍流区而不是相对静止的叶轮附近区域;Denver浮选槽试验结果通过带入相应放大系数,确保与半工业化浮选设备试验结果的相互适用性。
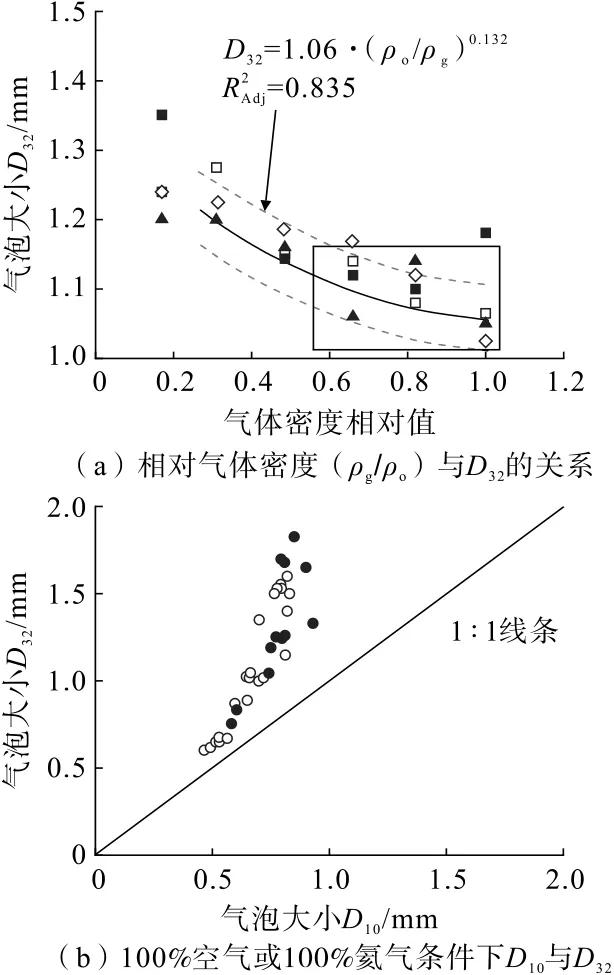
图7 不同气体密度差条件下气泡尺寸(D32 以及D32/D10)的变化区间及分布Fig.7 The variation range and distribution of bubble size(D32 and D32/D10)under different gas density differences
数据经拟合,标准气体密度(ρo)与动态气体密度(ρg)的幂函数关系为0.132,表明在海平面至5 km海拔的密度范围内,气体密度对D32的影响相对较弱。可以将代表气体密度效应的D32修正因子(fd)定义为:
图7(b)显示了D32和D10(算术平均气泡尺寸)的对比。纯空气和纯氦气的数据集重叠,表明气泡分布形态不受气体类型的影响,从而支持了Wilkinson的结论[37]。式(17)表明,以海拔5 km 区域为例,受海拔影响,D32将增加10%,气泡表面积通量Sb则减少10%。
2.5 能量输入(叶轮转速)
浮选厂操作人员经常将浮选机的叶轮转速视为可用于改变浆体泵送率、冲击颗粒悬浮、气泡—颗粒接触或改变气泡尺寸的调整参数[38],因此本试验将其作为研究对象。如式(2)所示,叶轮所获得的能量与N3成正比,叶轮转速随N呈线性变化(其中N为叶轮的每分钟转速)。通常,工业装置的叶轮速度为5 到7 m/s;然而,在南非一些浮选厂中,为了提升含铂金属矿粒的回收率,叶轮速度可高达10 m/s[17]。
本次测试的叶轮转速范围设定为3.4 到9.2 m/s,代表了20 倍的功率提升;Jg值分别为0.5 和1 cm/s,起泡剂(DF-250)浓度则分别为0、2.5、5 和10 g/t。图8 显示了叶轮转速变化对D32的影响。结果表明,在起泡剂浓度和Jg为恒定的测试场景下,叶轮转速在4.6~9.2 m/s 范围内变化,D32却未显示出明显的变化。需要说明的是,当叶轮速度达到其运行下限时,也就是3.5 m/s 左右,D32显示有明显增大的特征。
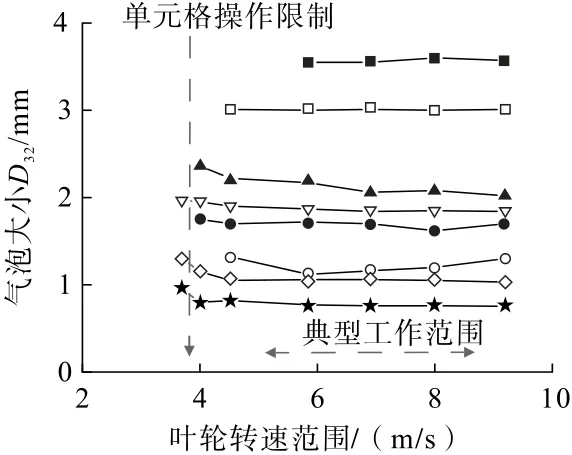
图8 D32 与浮选机叶轮转速的关系Fig.8 The relationship between D32 and the rotational speed of the flotation machine impeller
2.6 交互作用
研究表明,在Jg恒定的条件下,每种起泡剂类型均可通过其独有的CCC95 值进行表征。图9 显示不同Jg值条件下D32与起泡剂浓度(DF-250)对比的趋势性曲线。可以看出,随着Jg值的提升,CCC95 随Jg呈线性增长。交互作用效应详见图10。不同Jg值下特定CCC95 可以通过图10(a)以及公式(18)、(19)来确定。

图9 不同Jg 条件下D32 与DF-250 浓度关系(CCC95 随Jg 的增大而升高)Fig.9 Relationship between DF-250 concentration and D32 under different Jg conditions(CCC95 increases with increasing Jg)
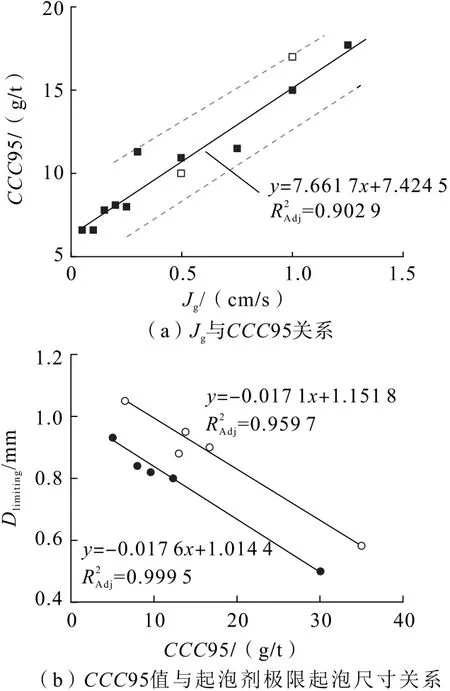
图10 交互作用效应Fig.10 Interaction effects
对于聚乙二醇(基于DF-250 数据):
对于醇类(基于MIBC 数据):
图2所示D32极限气泡尺寸的概念也与起泡剂类型有关。如图10(b)所示,对于拥有更高CCC95 值的起泡剂类型,Dlimiting将同步减小。将Dlimiting纳入D32整体模型的因子(fl)被定义为:
以公式(15)~(19)为基础,构建了能够有效预测D32的整体模型,可表示为:
其中函数φ为:
公式(16)、(17)与(20)分别能够定义因子fv、fd、fl。将公式(22)中不同组分函数进行图表化,形成从CCC0(最大D32值)到CCC99(最小D32值)的不同起泡剂(以DF-250 为例)浓度条件下的D32-Jg趋势图,如图11所示。将D32模型预测值与199 个实测数据点进行残差分析,形成拟合效果图12。总体来看,经验模型(公式(21))在95%的置信水平下,D32边际误差仅为0.03 mm,数据在1∶1 线两侧分布得极为均衡,拟合效果较优。

图11 公式22 模型构建方法(以不同起泡剂浓度条件下的D32、vs、Jg 经典趋势图为例)Fig.11 Formula 22 model construction method(Taking D32、vs、Jgclassical trend graph under different foaming agent concentrations as an example)
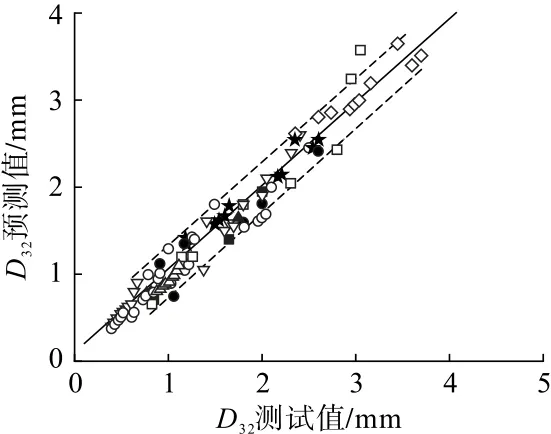
图12 D32 测试值与D32 预测值关系Fig.12 Relationship between D32 test values and D32 predicted values
结合公式(11),D32模型同样可作为气泡表面积通量Sb的预测器。如图13所示,199 个实测数据点形成的Sb测试值与通过预测器估算形成的Sb估算值均匀分布在1∶1 线两侧,检验结果显示模型拟合优度较好。

图13 Sb 测试值与Sb 预测值关系Fig.13 Relationship between Sb test value and Sb predicted value
3 试验结果与讨论
尽管功率强度、叶轮外缘速度和气体流动速度等传统浮选机放大参数继续被业界奉为圭臬[39],但过去二十年实践证明引入浮选流体动力学参数,是提升浮选机放大效果评估的有益补充[40]。浮选流体动力学参数与浮选效果、浮选药剂对气泡的物理影响、浮选速率常数甚至金属回收率之间的紧密联系也已被证实。随着浮选设备容积的稳步增加以及各类新型浮选器件(例如SFR)逐步问世,浮选流体动力学参数将越来越多地被用作制定浮选机放大标准[18]。值得关注的是,部分主流浮选设备制造商(例如奥图泰)曾多次考虑在其研发的新型浮选设备中尝试植入新一代浮选流体动力学特征阈值传感器系统[27]。
尽管浮选技术在百年前就已被发明和引入工业化应用,但浮选进程中气泡的重要性,近二十年才逐渐被发现和重视,研究人员更进一步通过研究和实践,构建了气泡尺寸和浮选关键性操作参数之间的量化关系[5,27]。本文开创性地将浮选气泡尺寸(D32)与起泡剂类型和浓度、气体速率、矿浆黏度以及海拔高度等因素进行了量化关联。通过研究证实,在广度较大的叶轮外缘速度范围内(4.6~9.2 m/s),通过不断提升浮选设备轴功率强度(从基准值逐步提升到八倍基准值),D32未显示出明显的变化,因此结果证明叶轮外缘速度与气泡尺寸之间不存在量化关系。本发现颠覆了之前一些学者们提出的观点,但也与一些研究文献中的意见相似[18,25,41-43]。笔者认为,导致不同观点出现的可能原因是,在测试过程中,是否使用了设计科学合理的浮选设备,以及是否正确地选择了在浮选槽内叶轮边缘附近剪切力最强区域内开展气泡采集。实际上,大量的微米级气泡由于受到流化床循环效应的诱导,在该区域进行了过度聚集,同时影响了浮选槽内其他区域的气泡尺寸分布。测试结果显示,美卓Metso 0.8 m3半工业化浮选机内部“搁板”和“挡板”是一种非常优异的设计,可通过创建独特的湍流和静止区域来隔离和消除“气泡过度聚集”影响。根据对浮选流体动力学参数的定义,流体动力学参数测量范围只与离开捕收区进入泡沫区的气体和气泡有关,并不需要考虑叶轮区域流化床的动力学条件。在浮选流体动力学领域外进一步讨论浮选槽轴功率强度提升但未显著影响气泡尺寸的其他原因超出了本文的研究边界范围,但是叶轮区域的高空隙率(25%~50%)和自由流湍流度,很可能导致作用在气泡上的破裂力较少依赖于速度(形式阻力)而更多地依赖于矿浆黏度(摩擦阻力),这可以用作对观察到的叶轮外缘速度和矿浆黏度之间关系的一种解释。另外,Gomez 详述的静态水压的标准修正值[26],在计算气泡尺寸(D32)时仍应予以考虑。
从D32经验模型可以得出一个重要的结论,即引入和使用CCCX概念可用于预测起泡剂类型和浓度对D32的影响。以给定起泡剂的CCC95 值(表观气速Jg=0.5 cm/s)和相对于其CCC95 值的起泡剂浓度为基准值,研究表明,随着浓度的增加,所有类型起泡剂的D32均以指数形式减小,随后达到其极限气泡尺寸Dlimiting。而当CCC95 越高,其极限气泡尺寸越低。以图14 为例,通过带入D32模型,可解读出一些重要的流体动力学参数间关系。例如图14(a)显示了Sb可以作为不同表观气速Jg下起泡剂浓度的指向性函数,并可指导现场操作人员,在各曲线由陡变缓的后半区间所对应的起泡剂浓度,才是相对最适当的。从公式(17)、(18)中,可以得到用于指导实践的另一结论,即当CCC95 随Jg的升高而增大时,应适当上调起泡剂浓度来维持当下槽内的浮选流体动力学性能。如图14(a)所示,在0.5 cm/s 的Jg条件下,起泡剂(以DF-250 为例)的建议使用浓度为12 g/t;但当Jg上升至1.5 cm/s 时,则DF-250 的使用浓度应相应调整至15 g/t,以维持槽内相似的D32与Sb。如图14(b)所示,在实际生产环境下,为达到更低的极限D32气泡尺寸,可通过选择CCC95 值较高的起泡剂种类来实现(气泡尺寸为最小时,则可以实现相应的Sb值最大化,从而达到槽内浮选流体动力学性能最优)。
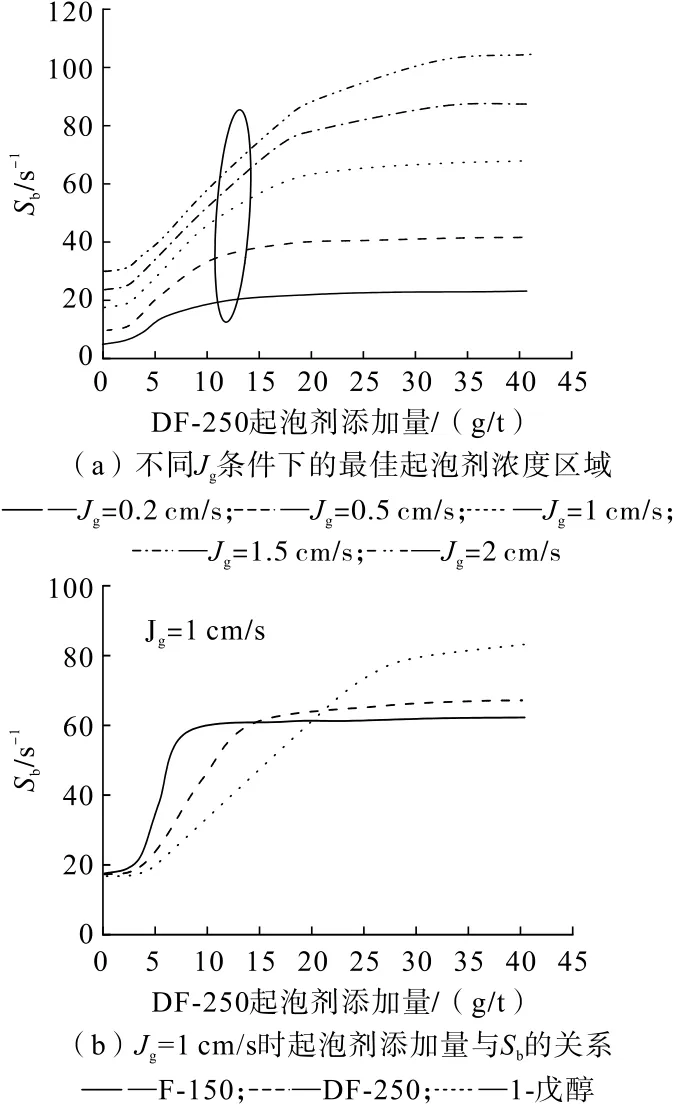
图14 模型预测效果Fig.14 Model prediction effect
前期研究表明,可以从起泡剂的分子结构预测CCC95 值,从而消减掉目前需要的浮选流体动力学指标测试时间与测试过程[44-45]。其研究结果显示,仅仅通过HLB 参数(亲水—亲脂平衡度),一个衡量化合物在液态环境下的溶解度的量化参数,就可以精确地估测出起泡剂(醇或聚乙二醇)的CCC95 值[44]。
通过从以往文献中获得的数据[5,27,46],本次研究成功搭建了聚乙二醇和醇基起泡剂的CCC95 与HLB对比趋势图,如图15所示。各种亲水(如OH—)和疏水(亲脂)(如CH—)基团被指定编号,以反映它们对分子的相对溶解度贡献。HLB 的细节在此文中不多做叙述,但可以参考相关文献[47]。起泡剂的典型HLB 值在4 到10 范围内,HLB 值越高表明其更易溶于水。本次研究扩大了起泡剂研究范围,将HLB 参数与CCC95 和极限气泡尺寸的关系更进一步地紧密联系起来,并且通过搭建HLB-CCC95模型,“一键式”精准预测起泡剂对D32和Sb的量化影响。相关后续工作也正在开展过程中。
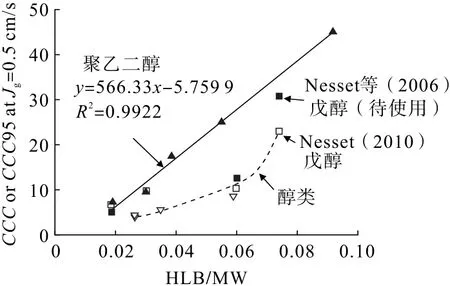
图15 聚乙二醇与醇基起泡剂的CCC95 与HLB 对比趋势图(MW 为分子量)Fig.15 Comparison trend chart of CCC95 and HLB between polyethylene glycol and alcohol based foaming agents(MW as molecular weight)
虽然D32模型是在两相(水-气)系统/环境下开发和搭建,但与三相系统/环境下的测试数据的良好相关性,足以说明其在实际生产环境中依旧具备较强的实践意义及指导性。在对普朗铜矿等大型有色金属矿山开展的大量和广泛的测试工作结果显示,对于浮选流体动力学参数的测定,与起泡剂、气体速率和矿浆黏度等主要影响因子相比,三相浮选系统中固体颗粒本身对其的影响是相对次要的。当然,在某些特殊的情况下,如在高矿浆浓度、微细粒度或者高气泡负载等相对极限条件下,次级效应也可能对浮选流体动力学参数产生一定的影响。在实践过程中,还需要关注的一点是,在调整起泡剂浓度时,应将矿浆中起泡剂的残留浓度(或产生起泡效应的其他添加物浓度)一并予以考虑。例如,当循环水加入到浮选矿浆中,或选厂用水的含盐度较高时,也会增加整体的起泡特性[28-30,39,48]。
4 结论
(1)借助半工业化大型充气式浮选机及新一代浮选流体动力学特征阈值传感器,本次工作搭建了两相(气-水)系统/环境下能够有效预测D32和Sb的整体模型。根据选厂实地装置运行的验证数据,该模型也适用于绝大多数的三相(气-水-固)系统/环境。
(2)模型表明,起泡剂浓度是影响气泡尺寸的最重要变量,其次是气速、矿浆黏度以及起泡剂类型,再次为所在区域海拔高度。研究显示,叶轮外缘速度与气泡尺寸与分布之间不存在量化关系。
(3)D32和Sb的整体模型可被视为一种功能多样的基准类工具,可指导现场操作人员通过适当调整选矿药剂浓度、充气量等方式和手段提升浮选设备浮选流体动力学指标效能,进而有效提升选厂整体的金属回收率等经济性指标水平。
