关于塔式冷风扇注塑镶件自动备料投放装置的研究与应用
2023-10-18叶小波
李 毅 葛 彬 白 伟 叶小波
(格力大松(宿迁)生活电器有限公司 宿迁 223800)
引言
随着注塑工艺的不断提高,塔式冷风扇水箱外壳越来越多的采用水尺镶件注塑。但在水尺镶件注塑的过程中,需要人工手持水尺镶件,爬到注塑机内,将水尺镶件安装到注塑机内模具上,等待员工爬出注塑机后,再进行注塑。在生产时员工工作枯燥、时间长,人力投入多,劳动强度大、操作繁琐等因素,严重影响冷风扇水箱注塑成型的效率和质量的稳定性。因此如何实现水箱的快速、稳定注塑成型,成为了各家电企业的重点研究课题。本文正是在上述背景下和需求下,研究并设计出一种集中存储水尺镶件并有效投放水尺镶件的装置,实现水尺镶件注塑的低人力投入,高效产出及产出质量稳定可靠。
1 水尺镶件存储及供料装置设计难点分析
1.1 水尺镶件结构分析
水尺镶件,由注塑机注塑完成,材质为透明PP塑料,长199 mm,宽20 mm,厚1.5 mm,内部为不规则凹型。因为产品外形原因,在存储时需要将水尺平铺在定位工装内,搬运投放时需要将水尺取出工装,并水平投放到模具内。水尺镶件实物如图1所示。
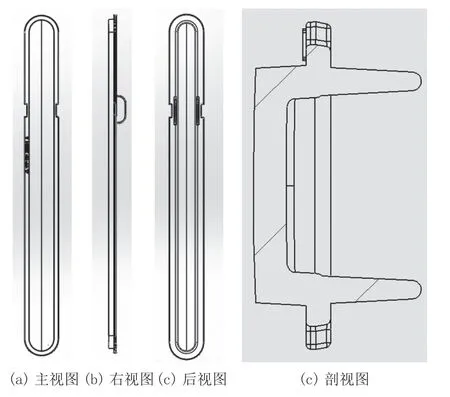
图1 水尺镶件
1.2 水尺镶件存储及搬运装置设计难点分析
1)存储机构难点,水尺镶件来料为整框来料,因为水尺镶件的特殊外形及较大尺寸,在做定位时需要精确计算公差,并精准设计避让,在最小的区域面积内,多集成定位机构,实现集中供料功能。
2)换位机构难点,为了确保注塑机能够实现连续不停机注塑,在存储机构下部需要设计出能够自动换位的机构,实现存储机构当前位置被取空后,能够自动换位避空,因为存储机构存储水尺较多,换位时容易出现累计误差,造成第一个及最后一个取料位置偏移较多,取不出来现象。
3)取出机构难点,因为水尺镶件材料为透明PP塑料,且水尺长度较大,而厚度较薄,存在明显变形等问题。又因为水尺镶件上表面面积较小,在拿取时不方便定位,更不方便抓取和拿取,因此取出机构需要达到能可靠取出,并能有效矫正变形功能。换位机构要尽量轻便,且能够方便的安装于机器人(机械臂)手臂上,满足机器人抓取物料功能。
4)控制程序设计难点,换位机构在进行逻辑控制时,因为与取出机构有工作区间的交叉,存在机构干涉问题,程序需要进行规避。为了装置能够不停机供料,因此供料机构采用循环供料方式,在程序设计时需要预留尾料数量提醒程序,这样就将程序设计难度增加了一倍。
2 水尺镶件存储及搬运装置方案设计
2.1 水尺镶件存储及搬运装置硬件组成
水尺镶件存储及搬运装置硬件主要分为存储机构、换位机构、取出机构、控制系统四个部分组成。该套装置所有的逻辑控制来源于系统控制PLC装置。装置硬件配置清单如表1,整体构造如图2所示。
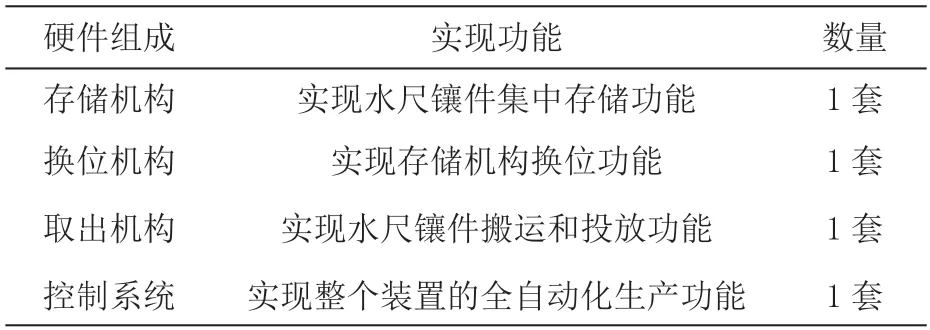
表1 硬件配置清单
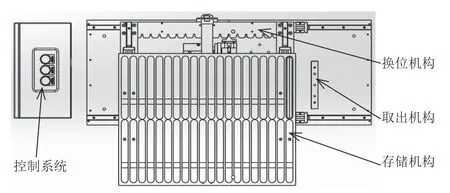
图2 整体构造
2.2 主要硬件设计
2.2.1 存储机构设计
针对水尺镶件的材料及外形特殊性,专门设计一套存储机构,通过控制定位治具的公差,并通过定点避空处理,保证水尺镶件在存储机构内准确定位,并有效矫正变形,通过等距复制处理,确保在510 mm×415 mm区域内,存储40片物料,根据注塑生产周期,确保1 h为加料周期。存储机构见图3所示。
图3 存储机构
2.2.2 换位机构设计
为了确保注塑机能够实现连续不停机注塑,在存储机构下部需要设计出能够自动换位的机构,实现存储机构当前位置被取空后,能够自动换位避空。
换位机构见图4所示。
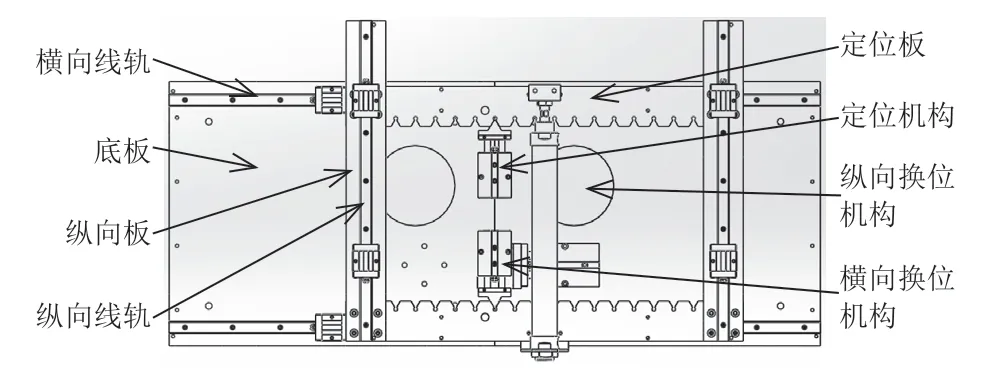
图4 换位机构
2.2.3 取出机构设计
针对水尺镶件材料及外形的特殊性,专门开发专用的水尺镶件搬运机构,可以实现从存储机构中稳定、高效的拿出水尺镶件,并能够安全、可靠、不变形的放到注塑机内部的模具中(取出机构搭载在标准机器人手臂上)。
取出机构见图5所示。
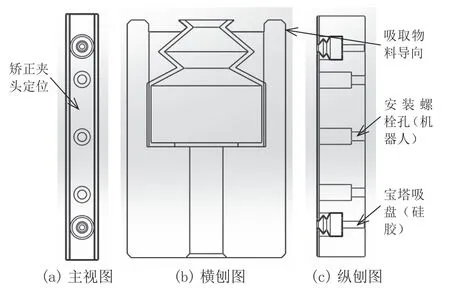
图5 取出机构
2.2.4 控制系统设计
针对换位机构的动作流程,专门设计一套水尺镶件存储及搬运的硬件电路,可以实现与搭载取出机构的机械手(机械臂)通讯,实现取出机构和存储机构不干涉,也能够实现尾料数量提醒功能。
水尺镶件存储及搬运控制电路见图6所示。
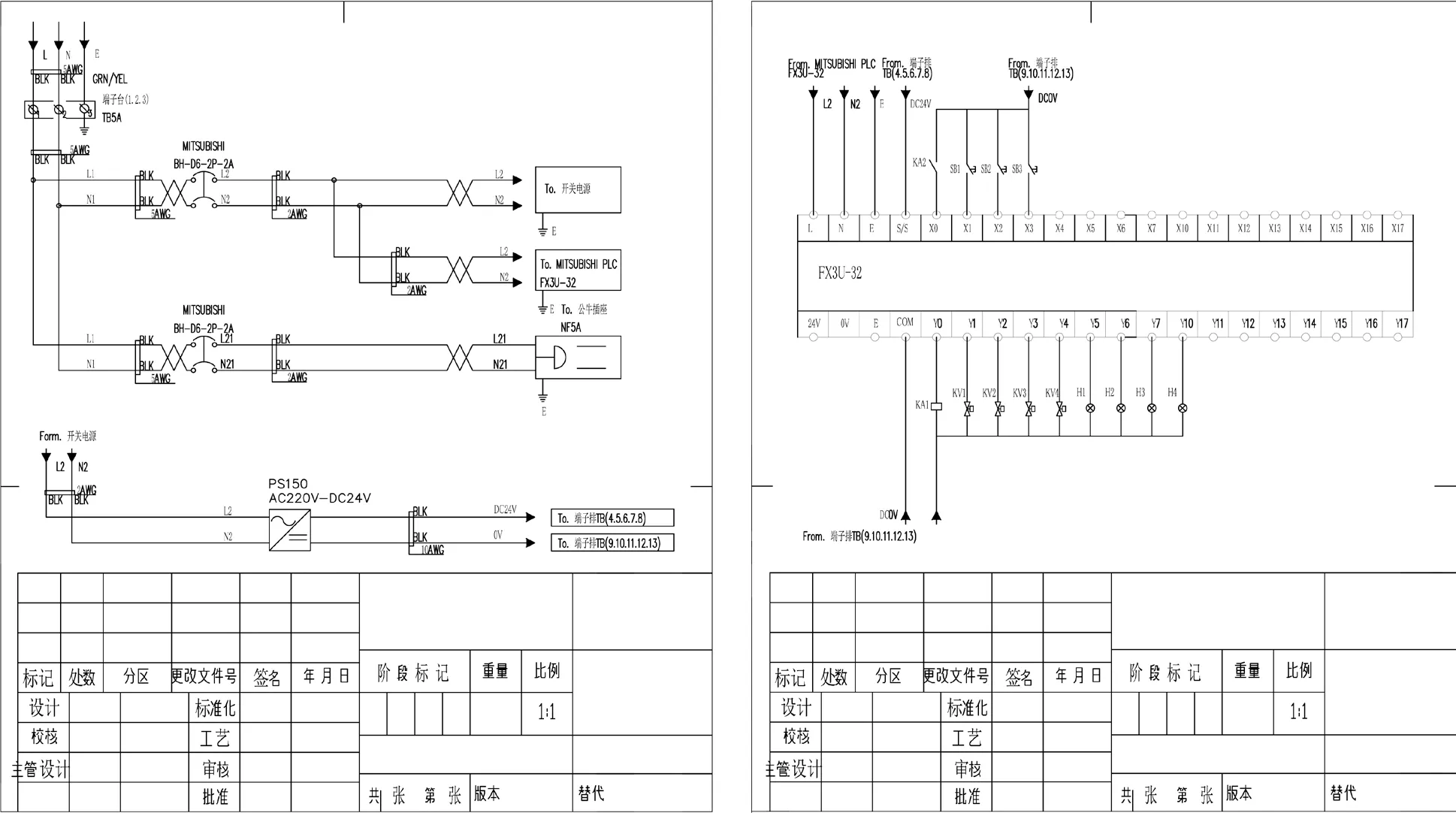
图6 水尺镶件存储及搬运控制
3 软件设计
PLC逻辑控制电路集成在控制箱内部,控制箱外侧开有按钮孔,作为人机交互界面使用,按钮面板见图7所示[2]。
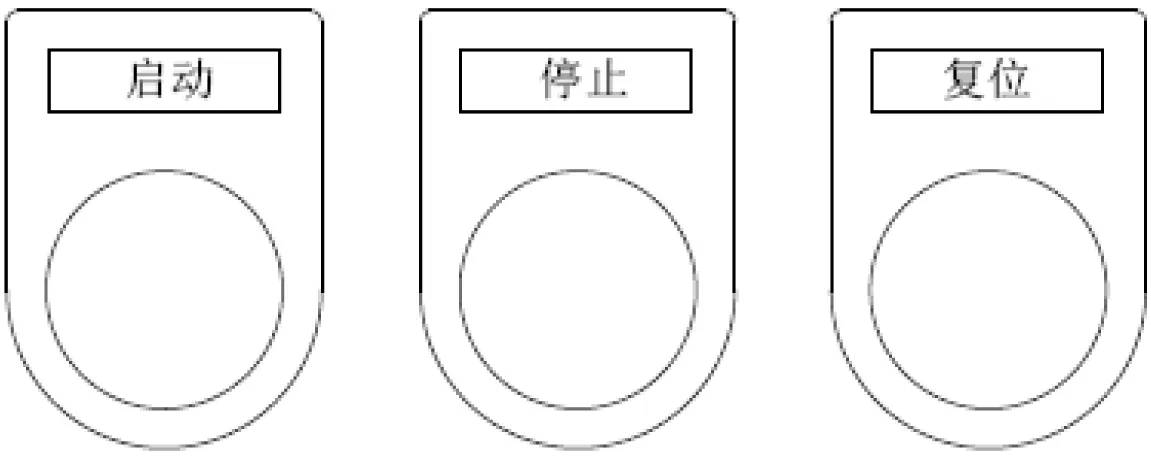
图7 按钮面板
程序设计逻辑为,第一次使用时,PLC系统上电自检完成后,点亮三色灯黄灯,员工按下复位按钮三秒,图4中定位机构中的气缸缩回,此时员工将换位机构推回右侧原点(有机械死挡),然后松开复位按钮,图4中定位机构中的气缸伸出,此时机构复位完成(机械回到原点,控制系统数据清零)。
当员工将存储机构内部装满物料(水尺镶件),按下按钮面板上的启动按钮,此时表示上料完成,PLC系统向机器人(机械臂)发送可以取料信号,同时三色灯绿灯点亮,机器人(机械臂)可以下降取料。
机器人(机械臂)下降到取料位置后,触发电磁阀(电磁阀为机械臂或机械手自带),对取出机构输出负压,图5取出机构中宝塔吸盘吸附水尺镶件,负压信号达到设定值时(负压表为机械臂或机器人自带),机器人(机械臂)升起。
当机器人(机械臂)取完物料后,PLC系统接收到完成信号,此时PLC逻辑程序运行,将图4横向换位机构中的定位气缸伸出,然后将图4中定位机构中的气缸缩回,当定位机构中的定位气缸缩回时,图4横向换位机构中的爬行气缸伸出,将换位机构向左推行一个气缸距离,当图4横向换位机构中的爬行气缸伸出时,将图4中定位机构中的气缸伸出,确保换位机构不会回退,此时将图4横向换位机构中的定位气缸缩回,再将图4横向换位机构中的爬行气缸缩回,并将PLC内部计数器加一,至换位机构整体向左爬行一个气缸行程距离,并带动存储机构爬行一个气缸行程距离。
当换位机构向左爬行了19次时,图4换位机构中纵向换位机构伸出,将换位机构整体向上移动一个纵向换位气缸行程距离,并将PLC内部计数器加一,此时计数器数据为20。
当机器人或机械臂再次将物料拿取并向PLC发送拿取完成信号时,图4横向换位机构中的爬行气缸伸出,然后将图4横向换位机构中定位气缸伸出,再将图4中定位机构中的气缸缩回,最后将图4横向换位机构中的爬行气缸缩回,此时换位机构及存储机构整体向右爬行一个换位气缸行程距离,此时图4中定位机构中的气缸伸出,再将将图4横向换位机构中定位气缸缩回,最后将图4横向换位机构中的爬行气缸缩回,并将PLC内部计数器加一。
当换位机构向左爬行了35次时,此时PLC系统触发尾料报警,此时点亮三色灯红灯并实现1 s闪烁,当员工将物料补充完毕时,按下复位按钮,系统恢复正常。
当换位机构向左爬行了39次时,图4换位机构中纵向换位机构缩回,将换位机构整体向下移动一个纵向换位气缸行程距离,并将PLC内部计数器清零,此时循环重新开始。PLC逻辑运算指令如图8所示[3]。
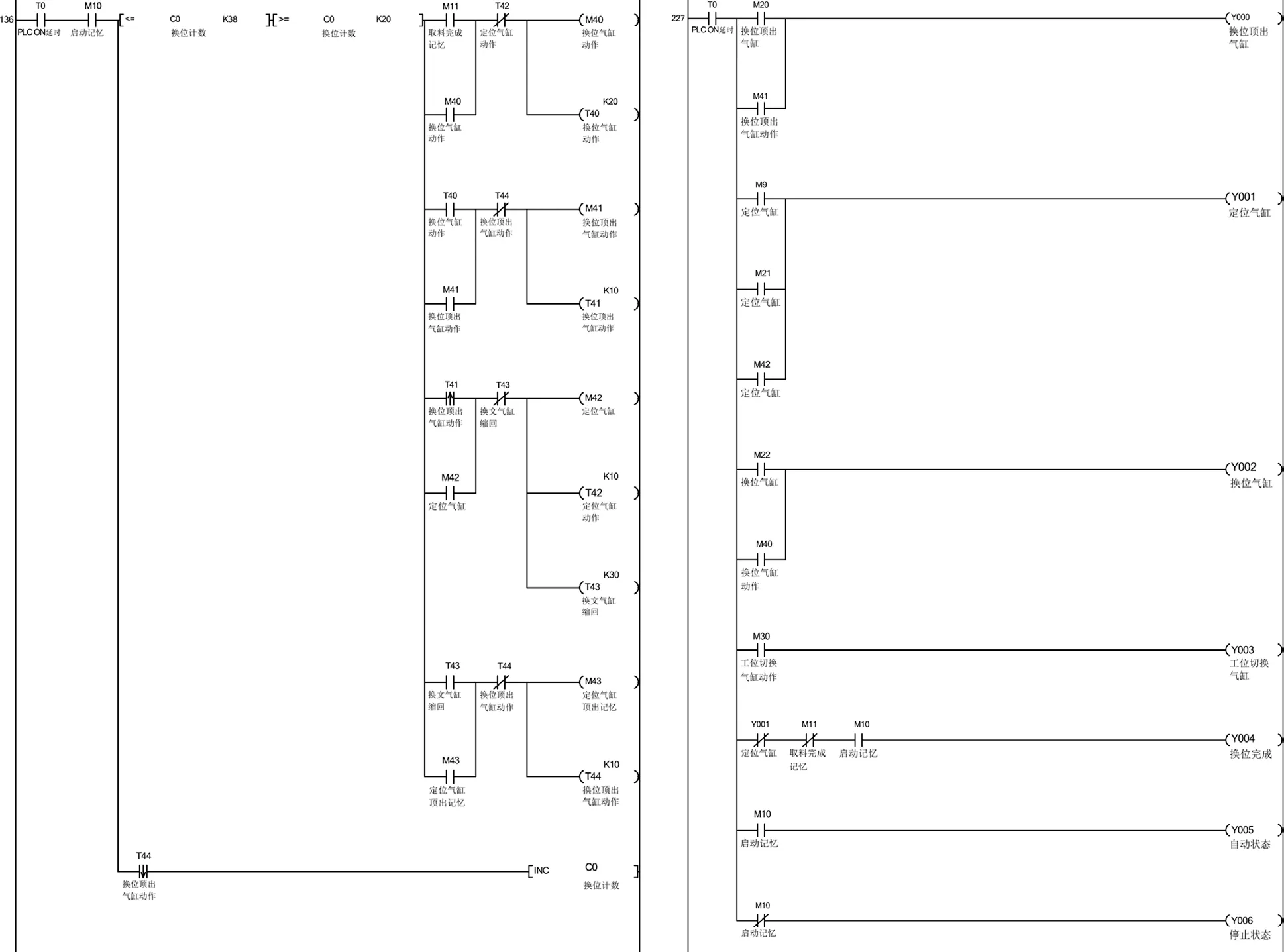
图8 PLC逻辑运算指令
4 设计验证及使用维护
4.1 设计验证
根据上文设计原理,水尺镶件存储及搬运装置进行制作、验证。该工装共开发3套,和人工投料生产相比,效率提高50 %,单人、三套装置即可满足班组单日3000PCS生产需求。员工操作难度大大减少,劳动强度明显减轻。装置运行可靠,各硬件匹配良好,产品产出质量稳定、可靠,满足设计要求。
4.2 日常使用维护
水尺镶件存储及搬运装置使用前必须接入压缩空气,气压调整在0.5KPa左右。接入AC220 V电源,第一次上电使用需要回原点,然后就可以正常生产工作。使用完毕后,需将治具妥善保存不能磕碰避免损坏。
5 总结
水尺镶件存储及搬运装置实现了集中存储水尺镶件并有效投放水尺镶件的装置,实现水尺镶件注塑的低人力投入,高效产出及产出质量稳定可靠,不停机即可补料功能,解放员工由原先需要人工手持水尺镶件,爬到注塑机内,将水尺镶件安装到注塑机内模具上,等待员工爬出注塑机后,再进行注塑生产,变成只需要30 min补充一次物料的工作,设备操作简单,运行可靠具有良好的推广性。通过以上软硬件的设计,不仅大大降低了水箱生产的人力投入成本及劳动强度,同时对家电行业镶件注塑自动化推进具有较高的指导意义。
