钛合金螺栓根部圆角滚压强化的工艺参数仿真研究
2023-10-14刘婧颖李浩楠梁新福杨知硕赵彦伟白清顺
刘婧颖,李浩楠,梁新福,杨知硕,赵彦伟,白清顺
(1.天津市紧固连接技术企业重点实验室,天津 300300;2.哈尔滨工业大学 机电工程学院,哈尔滨 150001;3.航天精工股份有限公司,天津 300300)
0 引言
作为通用的紧固件,螺栓在航空航天领域的应用十分广泛。然而众多的研究和实际应用表明,螺栓等紧固件的失效问题已经成为航空航天领域内不可忽视的安全隐患之一,因为其失效极有可能会造成关键结构的严重破坏失效。为了提高螺栓的使用性能和疲劳寿命,减少螺栓失效情况的发生,滚压强化、喷丸强化、激光强化和超声冲击强化等工艺开始应用于螺栓的制造工艺中[1]。其中,滚压强化是螺栓制造中常用的强化工艺。
在滚压强化工艺方面,研究表明,在构件表层引入残余压应力、改变表层组织结构和减小表面粗糙度可以强化构件性能[2-3]。刘福超等[4]建立了滚压工艺的有限元模型,以构件滚压后的残余应力为主要研究对象,分别分析了滚压力、滚针半径、摩擦因数、滚压道次和滚压速度对残余应力分布的影响。王生武等[5]则利用有限元仿真分析方法,研究了滚压过程中工件材料的变形情况,认为滚压强化工艺参数的变化易造成工件表面残余应力分布的不均匀性。王峰[6]建立了超声滚压加工的三维有限元模型,揭示了不同静压力、振幅、加工时间对TC4钛合金表面残余压应力的影响规律,结果表明,残余应力随静压力和振幅的增大而增大,随时间的增加呈现先减小、后增大的变化规律。Wang等[7]对TC4钛合金进行了超声滚压工艺实验,结果表明,滚压不仅可以增加样品表面硬度,还会减小表面粗糙度;在硬度、应变强化层和残余压应力的影响下,滚压工艺可以改善试样的抗疲劳性能。
然而,目前针对钛合金螺栓根部圆角的滚压强化工艺缺乏有效的理论模型,对滚压参数的影响缺少规律性的分析与解释,难以形成对工艺实践的指导。基于此,本文对TC4钛合金高精度沉头螺栓根部圆角的滚压强化工艺开展仿真研究。
1 螺栓滚压工艺的有限元仿真模型
进行滚压强化加工时,需要滚压的螺栓根部圆角位置附近安装3个滚轮,驱动转轴以一定的转速带动需要滚压的螺栓转动,同时带动滚轮以一定的速度转动,滚轮向螺栓中心进给,对螺栓施加滚压力。经过一定时间的滚压,滚轮退回到原始位置,即完成一次对螺栓根部圆角的滚压过程。螺栓根部圆角的滚压强化工艺如图1所示。
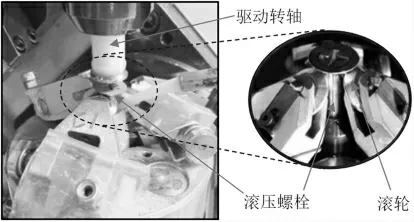
图1 螺栓根部圆角的滚压强化工艺
考虑到滚压强化工艺中所使用的滚轮具有比被加工螺栓更高的强度及刚度,有限元分析时将滚轮视作刚体。根据螺栓实际零件的尺寸及形状建立其三维模型,图2为螺栓根部圆角的滚压强化工艺示意图。本文重点关注螺栓根部圆角处的残余应力状态,所以建模时截取螺栓7 mm位置进行仿真,重点研究根部圆角较小区域内的滚压强化效果。对滚压强化过程进行有限元仿真时,利用Abaqus软件和显式动力学分析方法建立螺栓根部圆角滚压强化的有限元仿真模型,如图3所示。为了得到可靠的仿真结果,对螺栓进行区域划分,并对圆角附近的网格进行细化,且全部采用结构网格进行分析。螺栓的基体及滚轮网格单元类型使用C3D8R 网格单元,对于有表面涂层的螺栓,在其圆角区域定义蒙皮,并使用M3D4R网格单元。

图2 螺栓根部圆角的滚压强化工艺示意图
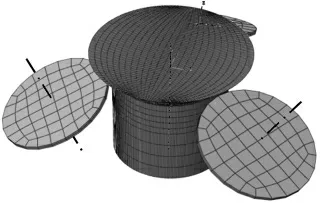
图3 螺栓根部圆角滚压强化工艺的有限元仿真模型
为了表征螺栓圆角处残余应力的分布情况,应取螺栓周向3个不同角度沿螺栓轴向分别在圆角上、中、下3个位置各取一条路径。为了避免计算误差,保证仿真数据结果的可靠性,对一个螺栓的9条路径结果取平均值并将其作为最终的仿真结果。
2 滚压工艺数学模型及参数优化
分析生产实际中的螺栓圆角滚压强化工艺参数与条件,滚压转速、滚压时间、滚压表面的摩擦因数、涂层厚度及滚压力是影响滚压质量的关键工艺参数。因此,仿真分析了滚压转速、滚压时间、滚压表面的摩擦因数、涂层厚度和滚压力等因素对根部圆角滚压强化后残余应力分布的影响。根据螺栓根部圆角实际的加工工艺,设定工艺参数的变化范围,并分别设置5个水平,得到因素水平表。根据因素水平表设计出L25(56)正交仿真试验表,共进行25组仿真试验。
以残余应力在螺栓半径方向上2/3半径长度范围内的积分中值为目标进行研究,仿真结果如表1所示。

表1 正交仿真试验结果
根据正交仿真试验结果,通过极差分析可知各因素影响程度从大到小的排列顺序为:摩擦因数>滚压时间>滚压力>滚压转速>涂层厚度。由于涂层厚度的影响极小,因此在进行数学建模时可忽略涂层厚度的影响。使用加权回归分析方法对残余应力积分中值与滚压工艺参数建立数学回归模型,其表达式为
式中:Sa为残余应力积分中值,v为滚压转速,t为滚压时间,f为摩擦因数,F为滚压力。
该数学回归模型的相关系数R2为99.47%,Radj2为98.79%,因此可以认定该模型是有效的。
仿真获得了残余应力的数学回归模型后,为了使滚压加工后的残余应力尽可能最小,使用改进的复合形法对螺栓滚压强化工艺参数进行优化。优化后的参数条件及对应的残余应力积分中值结果如表2所示。

表2 螺栓根部圆角滚压工艺参数的优化结果
3 滚压工艺参数的仿真结果
3.1 仿真试验方法
进一步研究各个滚压工艺参数对钛合金螺栓根部圆角残余应力积分中值的影响,对一定范围内的工艺参数取相等间隔,用于滚压工艺参数的仿真试验。分别改变滚压转速、滚压时间、摩擦因数和滚压力,进行滚压工艺参数和条件变化规律的影响分析。在滚压工艺参数和条件变化规律影响仿真中,其它参数由前述螺栓圆角滚压工艺参数优化结果确定。表3中列出了仿真中各个滚压工艺参数和条件的变化情况。
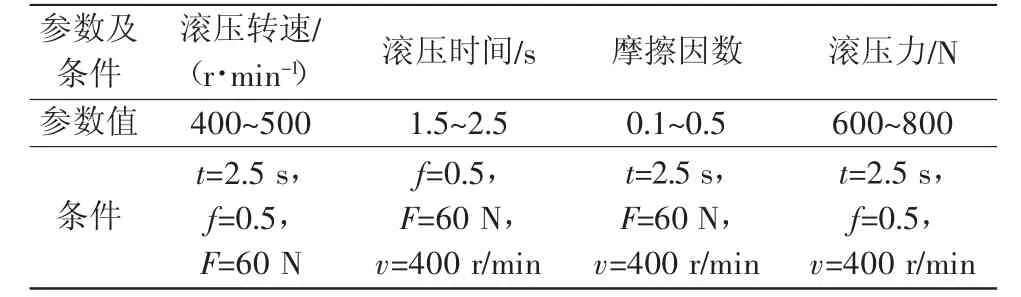
表3 螺栓圆角滚压工艺参数与条件仿真设置
3.2 仿真结果及分析
图4所示为典型的螺栓滚压后残余应力分布云图。从图4(a)可以看出,沿圆角周向的残余应力近似呈带状分布,数值上比较接近;从图4(b)可以看出,圆角内部距离表面较近处的残余压应力较大,随着深度增加,残余压应力先增大、后减小,少量局部位置出现了拉应力特征。

图4 典型的螺栓滚压后残余应力分布云图
滚压加工后的残余应力积分中值和滚轮与螺栓圆角的摩擦因数的关系曲线如图5所示。由图5可以看出,随着摩擦因数的增大,残余应力积分中值总体呈现增大的趋势。摩擦因数小于0.3时,应力取值变化范围较小,其中摩擦因数取0.2时出现了应力值减小的情况,但是减小幅度很小,这有可能是仿真算法的误差及应力提取路径各点分布不均匀造成的。摩擦因数不小于0.3时,残余应力积分中值随摩擦因数的变化较大,且呈现出近似的线性关系。根据残余应力积分中值-摩擦因数曲线的特征,可以认为在螺栓根部圆角滚压过程中,增大滚压面之间的摩擦因数有利于引入残余压应力。产生这样的结果的原因是:随着摩擦力的增加,材料受到的切向力也逐渐增大,材料变形也从弹性转变为塑性,因此可以增加滚压的残余压应力。然而,在实际生产过程中,过大的摩擦因数可能会导致高精度螺栓表面在滚压强化后出现表面质量下降的情况,这不利于螺栓疲劳强度的提升,因此摩擦因数的选取应以实际工艺范围内选取较大值为宜。

图5 残余应力积分中值-摩擦因数关系曲线
滚压加工后的残余应力积分中值和滚轮滚压转速的关系曲线如图6所示。随着滚压转速的增高,残余应力积分中值呈现先增大、后减小,最终减小到一定范围内发生小幅度变化。滚压转速不大于420 r/min时在螺栓根部圆角处的残余压应力较大,其余滚压转速对应的应力取值均较小。在其它工艺参数和条件一定的情况下,滚压转速越高,螺栓在单位时间内被滚压的圈数越多,螺栓根部圆角表面光整的效果也越明显,表面质量提高,而摩擦因数降低,因此滚压后引入的残余压应力也随之减小,表现出应力均化效应。在滚压转速增加到一定程度后,滚压对材料表面的光整效果达到极限,因而在此之后残余应力基本不再发生很大的变化。对于实际的螺栓滚压强化工艺,可以在一定的工艺范围内选择较低的滚压转速,实现增加工件的残余压应力、降低生产成本的目的。
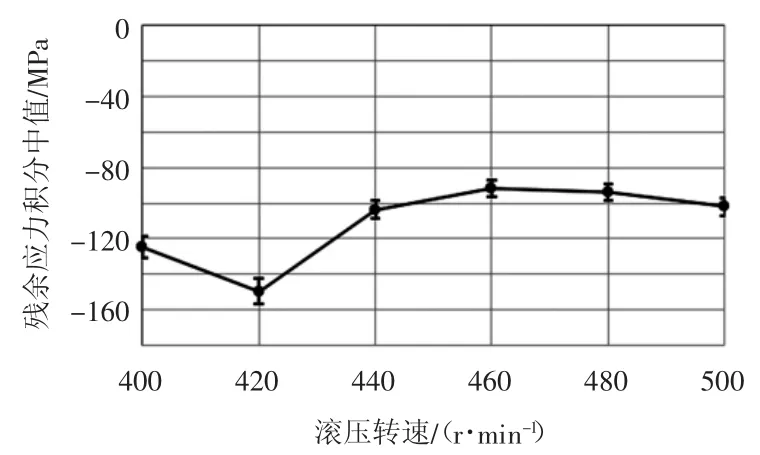
图6 残余应力积分中值-滚压转速关系曲线
滚压加工后的残余应力积分中值和滚压力的关系曲线如图7所示。随着滚压力的增大,残余应力积分中值呈现波动的特征,根据应力取值大小可以看出,各点主要集中在两个区域附近。出现这一现象的可能原因是:伴随滚压力的变化,一方面材料的弹性及塑性变形会随之发生变化,另一方面滚轮与螺栓根部圆角接触的正压力也会发生变化,这会导致滚压的表面光整效果发生变化,进而改变材料的摩擦因数,在材料变形、接触正压力、摩擦因数等因素的综合作用下,残余应力大小的变化规律也会变得较为复杂。因此,在实际的滚压生产工艺当中,应尽可能选择合适的滚压力,使残余压应力处于较高的水平。
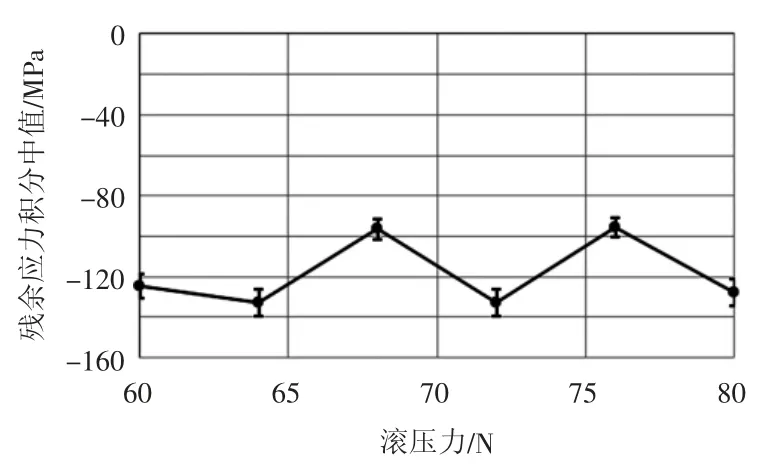
图7 残余应力积分中值-滚压力关系曲线
滚压加工后的残余应力积分中值和滚压时间的关系曲线如图8所示。总体而言,螺栓根部圆角残余应力积分中值的大小随着滚压时间的增加而减小。在其它滚压工艺参数一定的情况下,滚压时间越长,螺栓被滚压的圈数越多,而滚压力的作用时间也会越长,虽然材料的塑性变形可能有所增加,但是在一定滚压圈数和作用时间后材料变形增加的程度变小,残余应力也会表现出长时间滚压条件下的均化效应;另外,在滚压光整的作用下材料摩擦因数也会减小。在这些因素的共同作用下使得残余压应力随着滚压时间的增大而总体上呈现减小的趋势。因此,实际滚压工艺中的滚压时间可以适当减小。
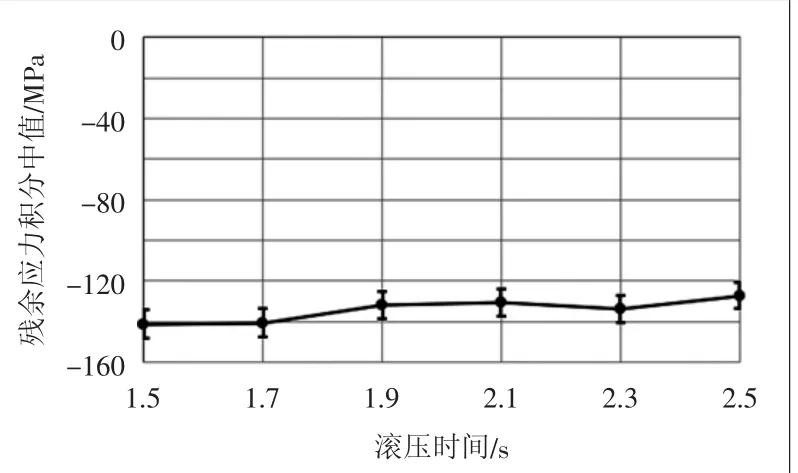
图8 残余应力积分中值-滚压时间关系曲线
4 结语
本文根据TC4钛合金螺栓根部圆角的滚压强化工艺,建立了螺栓根部圆角滚压强化工艺的仿真模型,研究了与滚压强化工艺直接相关的工艺参数与条件对螺栓强化后残余应力的影响规律。主要结论如下:1)获得了滚压强化工艺参数对钛合金螺栓根部圆角残余应力积分中值影响程度从大到小排列的顺序,即“摩擦因数>滚压时间>滚压力>滚压转速>涂层厚度”。2)构建了钛合金螺栓根部圆角残余应力积分中值与滚压工艺参数之间的数学回归模型,获得了钛合金螺栓根部圆角滚压强化工艺的优化参数。3)仿真获得了摩擦因数、滚压转速、滚压力、滚压时间等参数对螺栓根部圆角残余应力积分中值的影响规律,为高精度钛合金螺栓根部圆角的滚压强化工艺提供了有益的借鉴。