磨料射流切割偏心套管能力试验研究
2023-10-12付建民孙连坡李文龙
付建民, 孙连坡, 李文龙, 杨 旭, 刘 询
(中海石油(中国)有限公司 天津分公司, 天津 300459)
随着生产平台退役时间越来越接近设计年限,老井弃置作业越来越多,再加上部分井需要重复利用,经常需要对套管进行切割作业,这对套管切割技术提出了更高的要求。
目前,常用的套管切割技术包括:磨料射流切割技术、机械水力割刀切割技术等[1]。机械水力割刀切割是将高压液体泵入水力割刀体内,推动3个割刀片向外张开并与套管内壁接触,张开的割刀片随同切割钻具旋转并切割套管,从而达到将套管割断的目的[2]。机械水力割刀切割技术具有作业效率低、难以切割3层以上套管组合等缺点[3]。磨料射流切割技术是在水射流中加入固体颗粒作为磨料,通过高速流体冲蚀被切割物体,从而实现切割物体的目的。磨料射流切割属于冷切割法,具有切割质量高,易于实现自动控制,切割安全,对环境无污染,以及能切割材料的区域较宽等优点[4],因此是套管切割作业首选方式,已经在我国的渤海[5-6]、南海[7]的井筒弃置作业中成功应用。
关于磨料射流切割技术的研究主要集中在工具的设计[5, 8]、切割机理[9-10]及常规套管切割试验[10-11],鲜见关于磨料射流切割偏心套管的研究。现场经常面对内层套管居中度差,导致切割作业失败的问题。为了研究磨料射流切割偏心套管的能力,开展了偏心套管切割试验,并对试验结果进行理论分析,计算最大切割区域尺寸。本文的研究结果对于弃置井的偏心套管切割作业具有一定的参考意义。
1 试验方案
1.1 试件制备
选取渤海油区常用的套管序列,即,762.0 mm(30")+339.7 mm(13")+244.5 mm(9")套管组合,在试验前加工等长度相关套管,具体参数如表1所示。首先固定762.0 mm(30")隔水导管,并将339.7 mm(13")隔水导管置于其极限偏心位置。选用山东硅粉水泥配置固井水泥浆,在二者环空中灌入配置好的固井水泥浆,侯凝12 h。以同样方式将244.5 mm(9")套管极限偏心并用水泥固于339.7 mm(13")套管内。在操作时注意其偏心位置为同一方向。
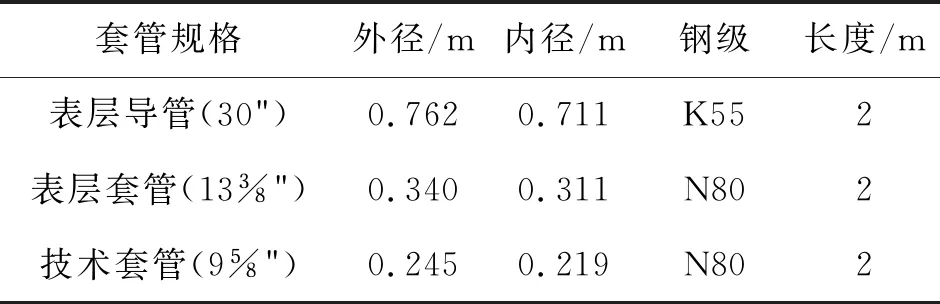
表1 试验套管参数
偏心套管试件(以下简称试件)如图1所示。

图1 偏心套管试件示意图
1.2 试验准备
提前在试验场地内挖好土坑。将偏心套管试件放置于试验箱体内,再将该箱体埋于试验场地预先挖好的土坑内,并保证切割位置在地面以下,防止高压流体伤人及损坏设备。
选取渤海地区常用的177.8 mm(7")套管切割喷枪。该喷枪在同一水平面180°分布2个喷射孔,喷射孔直径为6.35 mm。每个喷射孔的最大排量约为2.3 冲/min,2个喷射孔预计最大排量约4.6 冲/min。压力可以维持在22~24 MPa,以满足喷砂切割需求。准备40/70目石英砂,保证石英砂质量浓度可以维持在0.06 g/cm3。组装固定切割工具。
在箱体内安装摄像头,方便观察切割情况。
1.3 试验步骤
开泵,保持冲次为4.6 min-1,排量稳定后开始加砂切割试件,观察试件的水泥环较薄的一侧,割透试件较薄的一侧后需继续切割,以便切割试件的其余部分。若成功割断试件,则停泵,结束试验;若连续切割3 h仍未完全割断试件,则停泵,结束试验。
2 试验分析
2.1 试验经过
试验开始后,缓慢开泵、保持泵冲次在4.6 min-1,石英砂质量浓度维持在0.06 g/cm3左右。30 min后通过摄像头观察试件,244.5 mm(9")套管已经被切断。水泥环因为承受高压,出现开裂以及脱落的现象,导致携砂液顺着水泥环裂缝流入,从偏心套管上部喷出,如图2所示,于是停泵。考虑到水力喷射强度,以及保护上部设备的需要,在试件上部安装简单防护设施。30 min后继续起动泵并开始喷砂切割,同时提高石英砂质量浓度至0.084 g/cm3。由于套管布局存在偏心现象,试件水泥环较薄的一侧在连续切割63 min后被切断,停泵查看套管断口情况,并调整摄像头位置。

图2 防护箱体刺穿照片

图3 切割位置剖面图
调整过后继续起泵切割,穿透试件一侧的流体直接喷射至保护箱体壁,保护箱体在切割一段时间后穿孔(保护箱距离套管约1.1 m),并喷射出20 m左右的水柱,如图2所示。另外一侧在继续切割大约200 min未发现切断现象,决定停止切割,试验结束。
2.2 切口检查结果
本次切割试验总计消耗约9 t石英砂(粒径为40/70目),每个喷嘴的过砂量约为4.5 t。把喷枪提出套管后检查,喷枪本体及喷射孔内没有明显的冲蚀。喷嘴表面有一定磨损,但不影响继续使用。经校正后发现,切割试验初期的射流中石英砂质量浓度约为0.047 g/cm3,后期射流中石英砂质量浓度在0.072 g/cm3左右。
分析试样的切割剖面,如图4所示,最先切透的是水泥环较薄的一侧,切透深度约为9 cm。3层套管内部的水泥环由于高压作用而脱落。最外侧762 mm(30")导管的切孔为近似矩形,尺寸约为31.66 mm(长)×21.74 mm(宽),切孔较为规则。内侧244.5 mm(9")套管的切孔为椭圆形,是由于切割位置偏移所致,切孔尺寸约为40.48 mm(长)× 24 mm(宽)。

图4 切割区域示意图
试件水泥环最厚的一侧并未完全穿透,339.7 mm(13")套管和762.0 mm(30")导管之间的水泥环切割表面形态清晰。通过测量得知,切割深度约为35 cm(从9"套管内壁至水泥环被切割区域的最远端),至244.5 mm(9")套管中心的距离约为46 cm。内侧244.5 mm(9")套管壁喷射孔的形状不规则,明显有偏移现象,最长处为39.62 mm,最宽处为24 mm。339.7 mm(13")套管上所留孔的形状较为规则,尺寸约为38.6 mm(长)×34 mm(宽)。
2.3 结果分析
通过多层套管切割试验结果分析得出:该技术方案可切割区域直径为46 cm×2=92 cm,即,直径约为920 mm。在切割过程中,由于泵压变化及试验箱体位置发生轻微偏移等因素,导致切割方向变化,造成切割时间比预期有所增加。此外,切割的割口平面垂直于套管。
为使切割工具居中,本次试验工具组合中已安装扶正器。244.5 mm(9")套管的内径为224.4 mm,扶正器外径216 mm,喷射工具在244.5 mm(9")套管正中位置。由于水泥环与套管的抗剪切能力的差异,对水泥环的切割区域尺寸并不等于实际套管可切割区域尺寸。对于常用金属套管来说,其抗剪强度要明显低于抗拉强度、抗压强度,因此,磨料射流切割时,其主要破坏形式为剪切破坏[9]。石英砂与金属套管的接触,相当于圆球与内圆柱面的接触问题,根据弹性力学理论得到颗粒与被切割材料的最大接触应力,若大于材料的临界剪应力强度,则材料发生破坏[12],即:
(1)
式中:τmax为被切割材料所受到的最大剪应力,Pa;r1、r2分别为石英砂粒半径、套管内半径,m;π为圆周率;F为喷射出的磨料对于被切割材料的打击力,N ;k1,k2为材料关联系数。
(2)
式中:E1、E2分别为颗粒、被切割材料的弹性模量,MPa;μ1、μ2分别为颗粒、被切割材料的泊松比。
F与颗粒接触被切割材料时的速度、密度有关,根据动量守恒定律,F的计算式为:
F=αρsqu
(3)
式中:α为磨料体积分数,无量纲;ρs为磨料的密度,kg/m3;q为喷射排量,m3/s,u为喷射中心线上流体接触被切割材料时的速度,m/s。
在喷射切割过程中,喷射流体携带磨料从喷口喷出,经过淹没流体达到被切割位置处,速度有极大衰减,射流轴心速度可由式(4)计算:
(4)
式中:a为紊流系数,无量纲;s为射流喷嘴与被切割位置的距离,m;d0为喷嘴直径,m。
喷嘴出口流速为:
(5)
式中:φ为喷嘴的流速系数,为未知量;p为喷嘴内外压差,Pa;ρ为流体密度kg/m3。
根据切割水泥试验数据,可以求得本切割工具喷嘴的流速系数φ=0.783。再将此系数及套管参数代入式(1),可求得切割区域直径为0.839 m。即,当最外侧是套管时,被切割区域是1个以切割工具为中心的直径为0.839 m(约为33")的圆形,如图5所示。

图5 套管偏心计算示意图
切割试验及其分析结果表明,在偏心严重的井眼条件下,有可能无法实现一趟切割762.0 mm(30")导管。一趟切割3层套管,对偏心距离要求较为严格。若套管组合为:762.0 mm(30")+339.7 mm(13")+244.5 mm(9")套管,根据分析可实现1次性切割。
2.4 最大偏心率计算
假设喷枪可以切割区域为以喷枪为中心,以762.0 mm(30")为外径的圆,则切割成功与否只与244.5 mm(9")套管在762.0 mm(30")套管内的偏心率有关。偏心套管如图6所示。
偏心率计算公式为:
(6)
图6中,x为244.5 mm(9")套管圆心与762.0 mm(30")套管圆心的偏离距离,即偏心距,m;R3、R1分别为244.5 mm(9")套管、762.0 mm(30")套管的外壁半径。
为保证喷枪切割区域全覆盖762.0 mm(30")套管,则必须保证:
R1+x≤Dj/2
(7)
式中:Dj为喷枪喷射切割区域的直径。
通过上述分析,已经得出Dj约为838.2 mm(33"),则满足切割要求。计算得到最大偏心率约为14.7%。
3 结论
1) 在762.0 mm(30")+339.7 mm(13")+244.5 mm(9")套管组合情况下,若套管偏心较为严重,则存在无法成功切断全部套管的风险。建议339.7 mm(13")套管在偏心率小于14.7%时选用磨料射流切割工艺;当偏心率大于14.7%时,推荐其他套管切割方式。
2) 在508.0 mm(20")+339.7 mm(13")+244.5 mm(9")套管组合情况下,磨料射流切割工艺可对任意偏心套管进行切割。
3) 建议后续开展大尺寸切割相关工具的研制,以及更高效的切割方法研究。
