砂型铸造涂料透气性检测技术研究
2023-10-10伍启华黄小帅张文强
李 娜,伍启华,黄小帅,张文强
(潍柴动力股份有限公司,山东潍坊 261061)
随着铸造技术水平的不断发展,铸件结构的复杂程度越来越高,并且行业对铸件质量的要求不断提升,这给铸造涂料各方面的性能也提出了越来越高的要求。当前砂型铸造涂料的技术要求主要参照行业标准JB/T9226-2008《砂型铸造用涂料》[1],该标准中规定了密度、条件粘度、悬浮性、耐磨性、发气量以及高温暴热裂纹等级等性能指标和检验方法,但对于涂料透气性的检测和技术要求仍然缺乏行业统一的标准。文献[2-4]中有关涂料透气性的相关探讨也基本是针对消失模涂料,鲜见关于砂型用铸造涂料透气性的研究报道。
1 试验对象
本公司铸造业务板块致力于高速柴油机机体缸盖等关重铸件的生产,均采用砂芯预组后整体浸涂水基涂料的工艺,涂料使用行业内比较权威的A、B 两个厂家的硅酸盐基水基涂料。为适应我公司机体、缸盖砂芯尺寸及结构等方面的差异性,两个厂家分别对应开发了渗透性相对强的机体涂料和渗透性相对弱的缸盖涂料两种型号。即本试验检测对比了A 机体涂料、A 缸盖涂料、B 机体涂料、B 缸盖涂料四种。
2 试验仪器及工具
涂料透气性试验检测过程中用到的仪器主要有覆膜砂制样机、电烘箱、电子天平及透气性测定仪,工具主要有270 目不锈钢筛网、千分尺、∅50 mm×50 mm 芯盒工装以及两种类型的透气性检测专用套筒,如图1 所示。
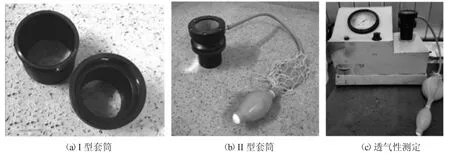
图1 涂料透气性检测用仪器工具

图2 涂料透气性与密度的关系
3 试验方法
结合之前关于涂料透气性的测试研究,本研究中采用了两种试验检测方法。第一种采用文献[2]中的筛网法,即将270 目不锈钢筛网裁制成∅60 mm 圆片,浸于调好状态的涂料中,取出沥干,放置于电烘箱中烘干,冷却后用千分尺测量并记录筛网涂层厚度,将带有涂料层的筛网放入I 型套筒中,将上下套筒夹紧密封后,放置在透气性测定仪上进行检测。
第二种为标准试样涂覆法,试样为用覆膜砂制样机射砂成型的∅50 mm×50 mm 覆膜砂样,将试样浸涂特定密度的涂料后,放置于电烘箱中烘干涂料层,试样放入II 型套筒中,用手动气囊充气使得内层橡胶垫与试样周圈表面紧密贴合,将套筒放置在透气性测定仪上进行检测。
4 试验结果分析
用筛网法检测四种涂料的透气性结果见表1。
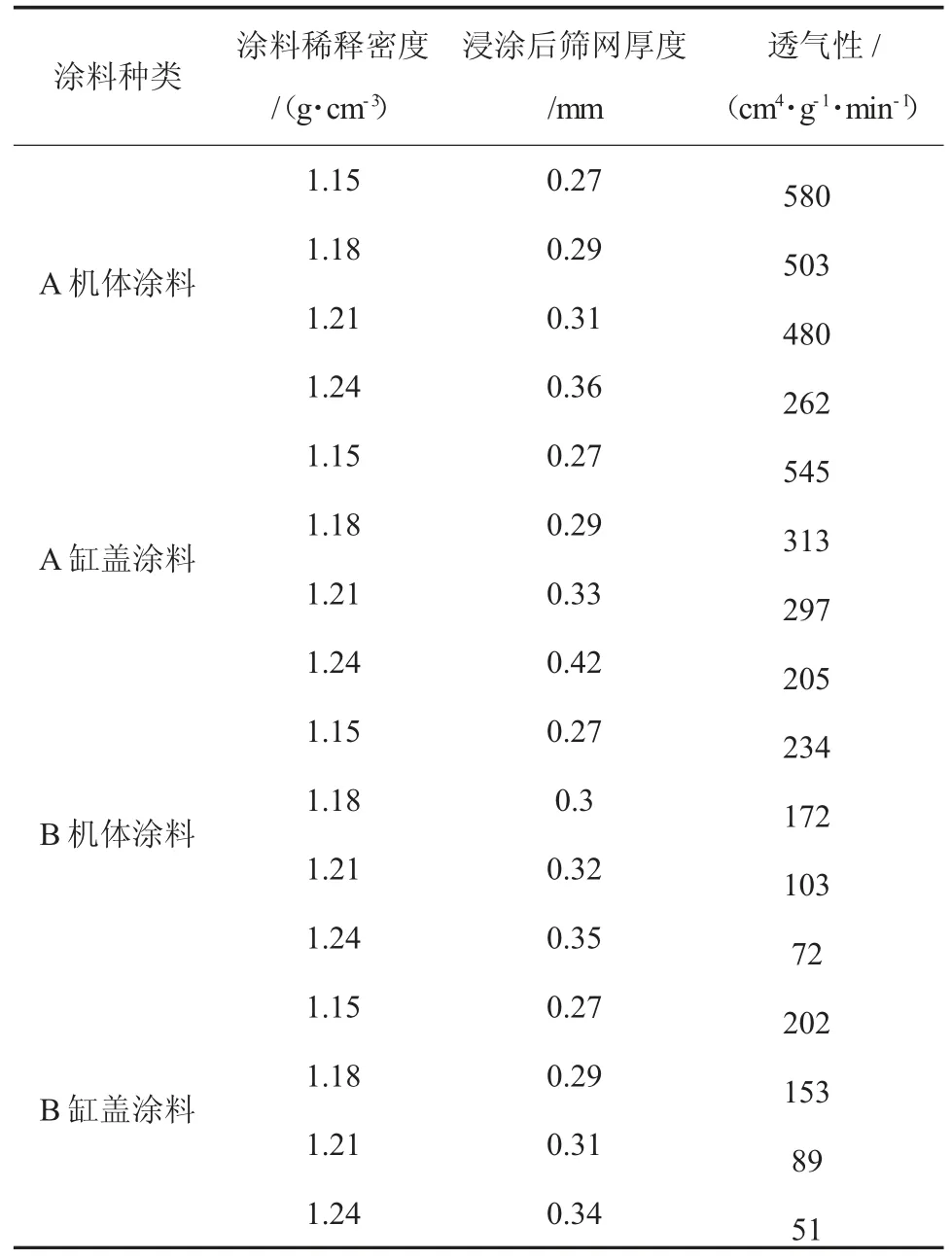
表1 涂料透气性检测结果(筛网法)
从检测数据可以得出,涂料的筛网厚度与涂料密度成正比。对于每一种涂料而言,涂料的透气性随涂料密度和涂层厚度的增加而下降,因此对比不同涂料之间透气性的差异,应当建立在特定密度或涂层厚度的基础之上。在特定涂料密度下,不同种类涂料的透气性数据之间存在较大差异,试验的四种涂料透气性规律为:A 机体涂料>A缸盖涂料>B 机体涂料>B 缸盖涂料。A、B 两个厂家相比,A 厂家涂料的透气性明显高于B 厂家的涂料,且就同一厂家的涂料来讲,机体涂料的透气性均高于缸盖涂料的透气性。
用标准试样涂覆法进行的检测,特意采用了三种不同类型的覆膜砂标准试样,这三种覆膜砂因粒度分布不同,本身在透气性方面就存在一定差异。四种涂料密度采用实际生产使用的密度中值1.21 g/cm3,浸涂后的涂料层干态厚度基本在0.300~0.325 mm,透气性测试结果见表2。
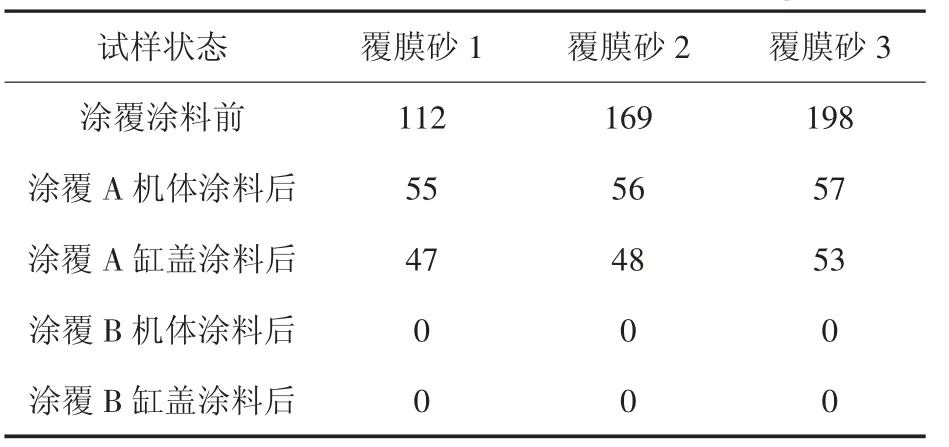
表2 涂料透气性检测结果(标准试样涂覆法) (cm4·g-1·min-1)
这种测试方法下,通过对比试样涂覆涂料前后的透气性,可以非常直观地反映涂料层对砂芯透气性的影响。无论哪一种涂料层,都显著降低了砂芯本身的透气性。对于某一种特定涂料而言,虽然在涂覆前三种覆膜砂的砂芯透气性从112 到198 不等,但是经涂覆涂料后,三种砂芯的透气性基本会降低到非常相近的水平,这说明涂料层本身的透气性对砂芯的常温透气性起到了决定性作用。从数据也可以区分出不同涂料种类之间的透气性差异,A 机体涂料透气性高于A 缸盖涂料,B厂家涂料涂覆后砂芯在常温状态下透气性为零,呈现出基本不透气的状态,该方法下呈现的不同涂料的透气性规律与筛网法是一致的。
5 生产应用探讨
涂层的透气性对金属液的充型和铸件的内部质量有着直接的影响。对于砂型铸造来讲,业内普遍认为砂芯涂料应使用封闭型的涂料,也就是透气性差的涂料,旨在使砂芯在浇注凝固过程中产生的气体按照工艺设计的通道,也就是通过砂芯排气通道和冒口排出。在我们的实际生产中,缸盖砂芯整体浸涂使用B 缸盖涂料时曾遇到以下现象,在缸盖气道及水道内壁出现与铸件主体分离的铁皮,如图3 所示。

图3 缸盖气道内壁铁皮缺陷
针对上述缺陷,虽未查阅到相关的研究先例和理论支撑,但结合我们的生产实际验证结果看,换用透气性较好的A 缸盖涂料是解决该缺陷的有效途径。这种现象或许与文献[4]中描述的涂料透气性低,造成金属液前沿气隙压力高,从而影响金属液流动和充型的观点有关。因此笔者认为对于砂型铸造来讲,涂层的透气性并非越小越好,需要与砂芯本身的发气、透气特性及铁水的凝固过程良好匹配。
6 结论与展望
(1)本文提出的筛网法以及标准试样涂覆法均能有效检测对比涂料常温透气性,标准试样涂覆法更能直观反映涂料层对砂芯透气性的影响。
(2)涂料的常温透气性随涂料层厚度的增加而下降。
(3)涂料层的存在会显著降低砂芯的透气性,且涂料本身的透气性对砂芯的常温透气性起到了决定性作用,有的涂料产品可完全阻隔砂芯气体的溢出,使得砂芯透气性趋于零。
(4)涂料的种类及组分构成直接影响涂料的透气性,相同种类的涂料,其透气性与渗透性之间呈正相关关系。
虽然本文在涂料常温透气性方面做了一些探索和分析,但还不能真实反映涂层在铸件实际浇注凝固过程中的透气性变化规律。涂料透气性如何影响砂芯的发气和排气的过程,如何影响铁水流动充型以及铸件气孔等缺陷仍然需要铸造工作者深入研究。