泸州老窖“一核三驱动”的高质量发展模式
2023-10-08何诚陈凯杜娟
何诚 陈凯 杜娟





摘 要:在“中国制造2025”和“质量强国”国家战略背景下,我国经济已由高速度发展转向高质量发展阶段。白酒生产作为我国的传统产业,各酒企能否探索出匹配当前阶段的高质量发展模式,将直接影响其发展与生存。泸州老窖总结出以七要素构成的一组核心资源为基础,利用科技创新、智能酿造、质量管理升级等作驱动的“一核三驱动”高质量发展模式,为白酒企业转型升级提供了借鉴。
关键词:高质量发展模式;核心资源;科技创新;智能酿造;管理升级
一、引言
2017年,党的第十九次全国代表大会首次提出高质量发展表述,自此以后,党和国家领导人多次在重要场合提出中国经济已进入高质量发展阶段,高质量发展是全面建设社会主义现代化国家的首要任务。2020 年1月,“白酒生产线”从国家《产业结构调整指导目录》中的限制类中移除,改变了以往落后产能无法及时淘汰,优质资源又不允许进入的局面,也为更多优质白酒释放产能、提升质量扫清了障碍,白酒行业也迎来了自己的高质量发展阶段。泸州老窖以“一核三驱动”模式为指引,建立行业首个智能化的酿酒生态园,生产能力与产品质量均得到大幅提升,营收与净利润双双高速增长,实现了高质量发展。
本文详细阐述了泸州老窖以“地、窖、艺、曲、水、粮、洞”一组核心资源为基础,利用科技创新、智能酿造、质量管理升级作为三大驱动力的高质量发展模式。
二、“一核三驱动”模式
(一)一核
白酒作为中国传统的酒类饮品,在酿造过程中受到如酿造生态环境、酿造工艺,原料等多种因素的影响,泸州老窖结合自身特点,总结出包含“地、窖、艺、曲、水、粮、洞”七要素构成的一组特有核心酿酒资源,它是泸州老窖“一核三驱动”高质量发展模式的根基。
1.地
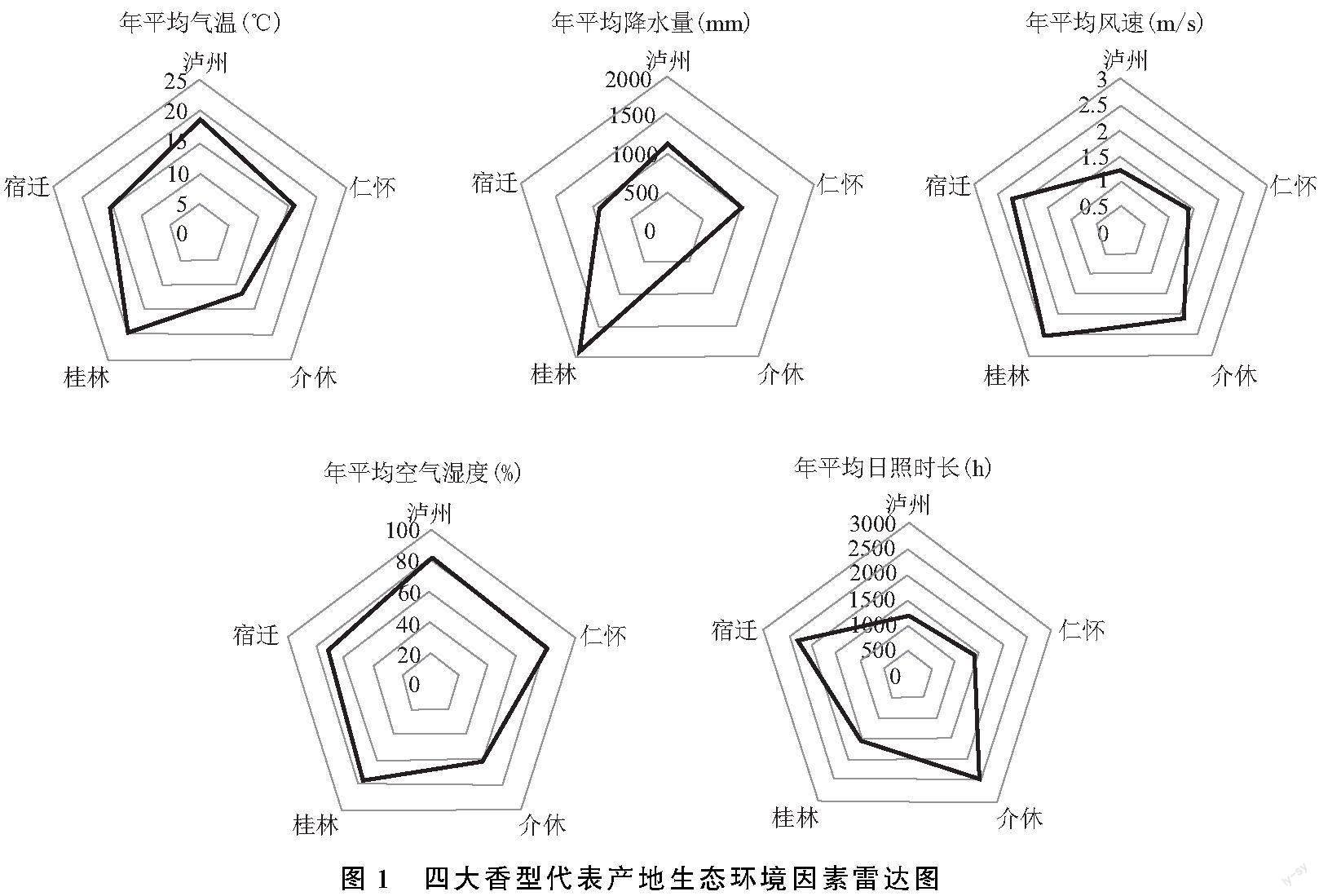
“地”指的是酿造白酒所处地区。地区内的生态环境如气温、降水量、日照、风速及空气湿度等因素对白酒酿造有着重要影响。中国白酒的四大香型为浓香型、酱香型、清香型及米香型,各大香型均有对应的典型产地,如浓香型有四川泸州及江苏宿迁,酱香型有贵州仁怀,清香型有山西介休,米香型有广西桂林等,这些产地的生态环境各不相同,结合不同的生产工艺,便酿造出了各具特色的白酒。如图1所示,泸州的年平均日照时间为1202小时,在五个地区中最短,平均风速仅1.2米/秒,为五个地区中最小的,而空气湿度为83%,位列五个产区第一,再加上较高的均温以及较多的降水,非常有利于浓香型酿酒微生物的富集与生长。因此,泸州自古以来酿酒业就繁荣兴盛,如今更被誉为“中国酒城”,而位于泸州的泸州老窖,得益于泸州得天独厚的酿酒生态环境,也成长为中国浓香型白酒的代表性企业之一。
2.窖
“窖”即窖池,是集粮食糖化、酒化、酯化等多种反应于一体的酿酒发酵容器。浓香型白酒的窖池底部和四周都是窖泥,酱香型白酒的窖池底部为窖泥,四周为石壁,而清香型大多为地缸发酵。因此,相对于其他香型,浓香型白酒的质量更取决于窖泥质量的高低(谢国排,2011)。窖泥作为多种微生物的载体,在发酵过程中,发酵糟醅和窖泥密封接触,窖泥中的微生物参与糖类发酵产生酒精、合成香味物质(刘淑杰,2015)。窖龄越长,所产酒质越好,其原因就是窖池发酵过程中产热、产气,窖内压力增加,产生大量“黄浆水”,成为窖泥与糟醅物质交换的载体(姚汝华,1999),酿酒发酵中产生的有机酸、醇类、酯类等发酵产物通过黄浆水浸润渗入窖泥中,窖泥中与生香有关的一些功能菌则不断得到驯化和富集。窖泥的窖龄越长,功能菌聚集得就越多,其所酿出的酒香味越浓郁。
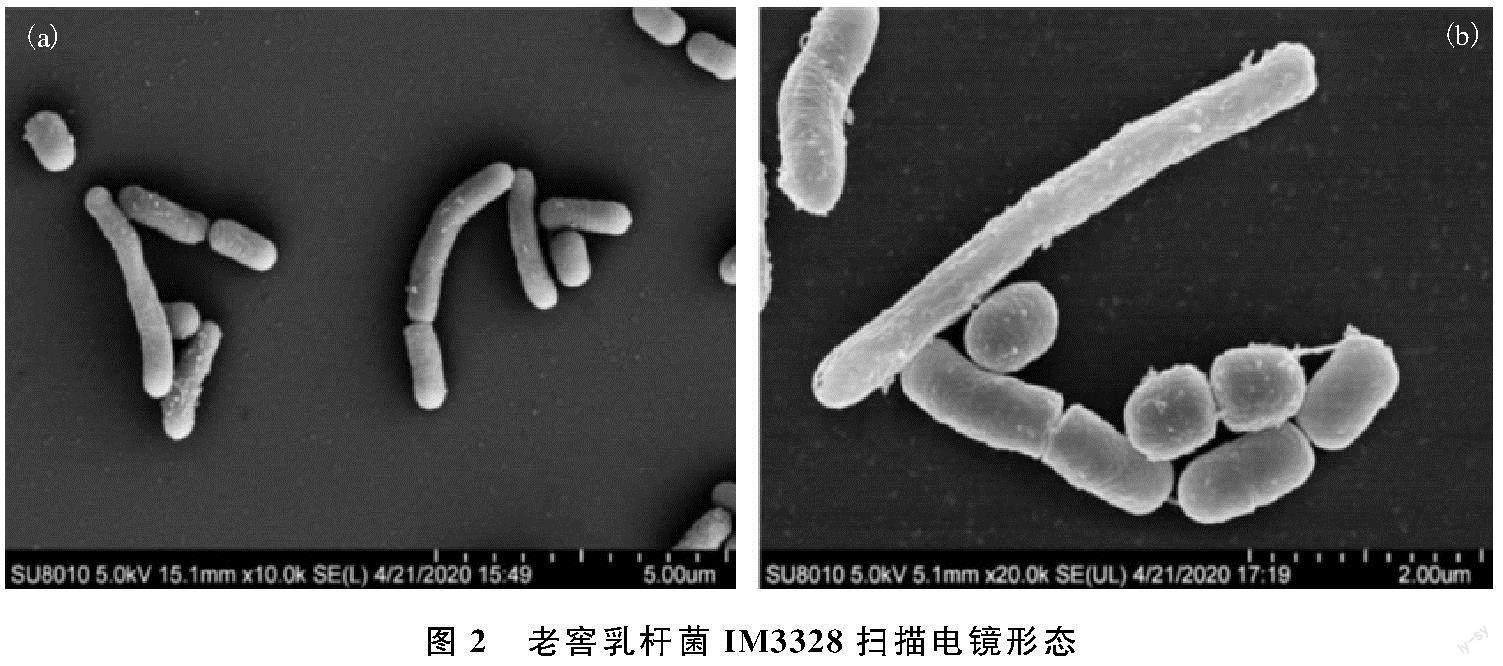
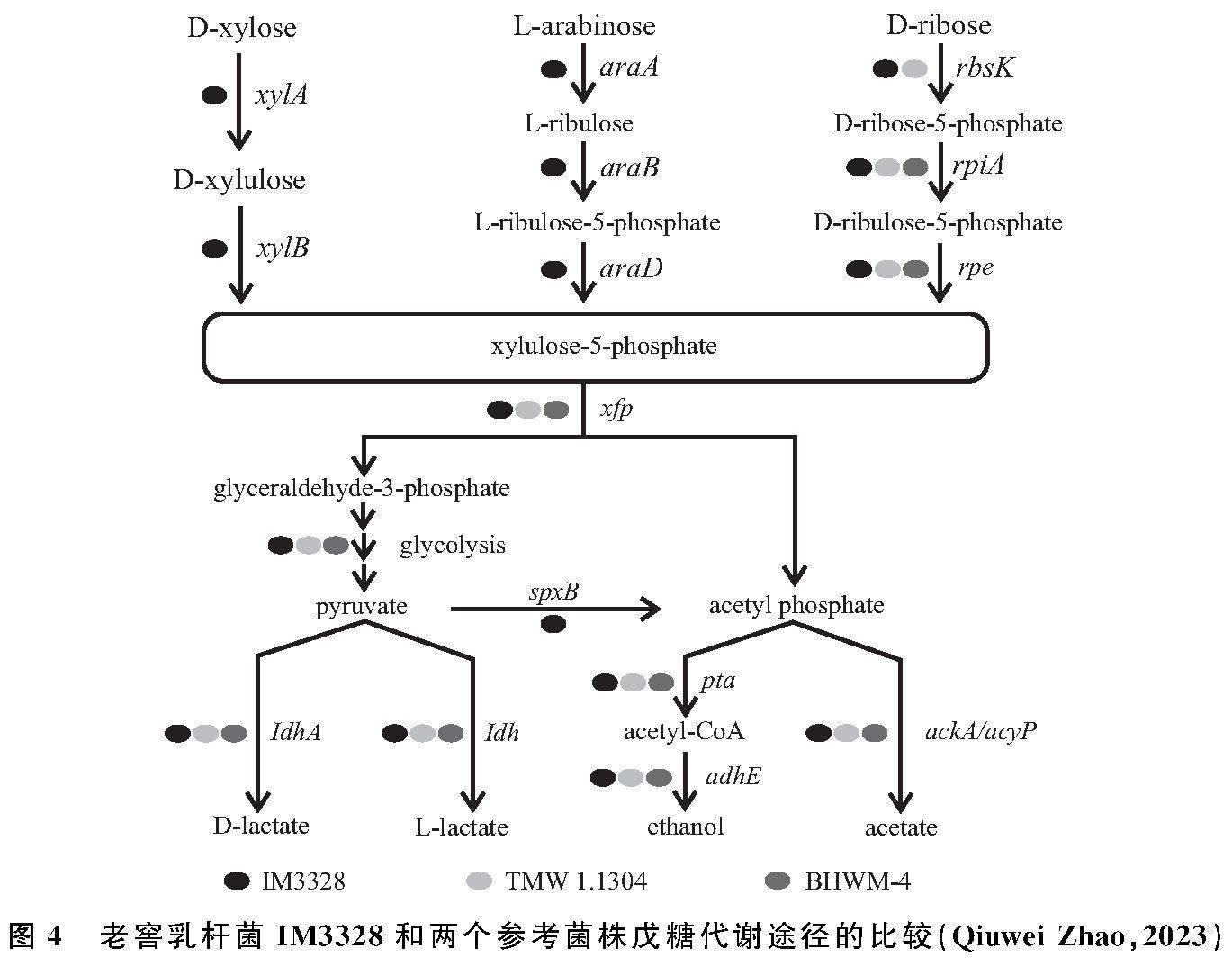
泸州老窖拥有百年以上窖龄的老窖池1619口,其中包括了行业首家“全国重点文物保护单位”——从公元1573年至今连续不间断生产450年的1573国宝窖池群,是白酒行业拥有老窖池最多的企业。近年来,众多科研学者针对泸州老窖窖池中窖泥功能菌进行分析研究,其结果也印证了“窖龄老,酒才好”这一观点。吴英英(2013)通过采集泸州老窖不同窖龄的窖泥,对其中窖泥细菌进行分类纯化,结果显示400年窖龄窖池底部窖泥分离出菌株数量比40年窖龄的多60%。赵秋伟和沈才洪(Qiuwei Zhao,2022)则从泸州老窖400多年窖龄的窖池中发现了一株乳杆菌新种——老窖乳杆菌(Lentilactobacilluslaojiaonis IM3328,见图2),其基因组大小有1.24 Mb(见图3),仅为广泛分布的植物乳杆菌(Lactobacillus plantarum, 3.3 Mb)的38%,是迄今为止所有已经完成全基因组测序的最小基因组乳杆菌(lactobacilli)。尽管老窖乳杆菌基因组最小,但其对碳水化合物的代谢途径最多、代谢能力最强、相关编码基因最丰富(Qiuwei Zhao,2023)(见图4)。
3.艺
“艺”指的是酿酒技艺。在中国,酿酒技艺源远流长,从公元前6000年左右人们采集自然界中的野生酵母和果实,制作出简单的酒精饮料开始,到现在酿酒的规模化生产,中间经历了酿酒技艺发展的多个标志性阶段,如商代的陶器酿酒、魏晋南北朝时期的酒类品种多元化、元代蒸馏技术及大曲曲药的出现等。
作为首批入选国家非物质文化遗产代表作名录、迄今为止传承了二十四代的“泸州老窖酒传统酿制技艺”(以下简称酿制技艺)也是在这期间起源并得到传承与发展。公元1324年,泸州老窖酒传统酿制技艺第一代创始人郭怀玉发明了酿酒大曲——甘醇曲,开创了中国大曲酿酒的先河,这是酿制技艺的起源时期。公元1425年,酿制技艺第二代传承人施敬章对大曲成分进行改良,开创了“固态发酵,泥窖生香,甑桶蒸馏”的独特工艺,至此酿制技艺初具雏形。而公元1573年至1936年则是酿制技艺的成熟階段,明万历十三年,酿制技艺第三代传承人舒承宗在泸州创建“舒聚源”作坊,并总结了从“配糟入窖、固态发酵、泥窖生香、陈酿老熟”的一整套酿造工艺。1937年至1955年,由于抗日战争的开始,酿制技艺进入波动阶段,该时期酿造的窖池容量、发酵周期、储存期均发生了改变。1955年至今,是泸州老窖酿制技艺总结继承、发扬及创新阶段。这期间泸州老窖创新性地提出了“分层投粮、分层下曲、分层发酵、分层堆糟、分段摘酒、分级储存”的六分法工艺,改革开放后,在不断挖掘总结传统工艺的基础上,泸州老窖守正创新,运用科技化、信息化和数字化手段将传承与创新完美融合,也使得传承了二十四代的酿造技艺绽放出全新的光彩。
4.曲
酒曲作为酿酒过程的糖化发酵剂,根据制作原料的不同可分为大曲、小曲、麦曲、麸曲、红曲等五种。其中大曲又称块曲或砖曲,是以小麦、大麦、豌豆等为原料,经过粉碎,加水混捏,压成曲醅,形似砖块,让自然界各种微生物在上面自然竞争生长而制成(沈怡方,1998)。根据制曲时顶温的不同,大曲可分为高温大曲、中温大曲和低温大曲。
泸州老窖作为大曲的发明者,采用的是中温大曲,经过长期的生产实践,泸州老窖总结归纳出中温大曲的生产操作要点:润麦“外软内硬”,磨碎“烂心不烂皮”,拌料“成团而不散”,制坯“光滑而不致密”,安曲“宽窄适宜”,培菌温度“前缓、中挺、后缓落”等。同时,泸州老窖同江南大学、四川大学,四川农科院等高校和机构开展大曲中微生物,大曲品质评价等相关研究。张春林利用气质联用技术对泸州老窖大曲生产的挥发性化合物进行了研究,确定中温优级大曲中特征香气成分的主要化合物及背景香气物质(张春林,2012)。邓小晨、胡永松等开展了大曲发酵微生物和大曲产酶机理研究,阐明发酵过程中各微生物菌群间的相互关系(邓小晨,1995)。这些科研成果为泸州老窖不断优化大曲生产工艺打下了基础。1996年,泸州老窖秉承给制曲、酿酒有益微生物菌系营造适宜的栖息环境的原则,建成了全国首家专业化、规模化、楼盘式制曲生态园区,园区终年空气清新,阴凉湿润,适宜大曲有益微生物繁衍,保证了各发酵阶段曲坯优势微生物菌群菌系始终存在,最终确保了大曲质量四季稳定(沈才萍,2013)。随着时代的发展,泸州老窖将制曲技术与智能制造相结合,于2019年升级制曲工艺,实现了制曲全过程自动化,年产酒曲达十万吨,为行业第一。此外,泸州老窖牵头制定的《酿酒大曲通用分析方法》《酿酒大曲术语》《浓香大曲》三个行业标准填补了我国白酒酿造中间产品的质量标准空白,是白酒行业制曲生产的里程碑(沈才萍,2013)。
5.水
在中国传统酿酒中,水的作用是非常重要的。所谓“名酒之地,必有佳泉”,古代酿酒工艺中,称水为“酒之血”。如今,泸州老窖国宝窖池酿造用水仍采用古时挖建的龙泉井的井水。龙泉井四季常满,清洌微甘,是凤凰山地下水与泉水的混合,经专家化验分析,此水无臭、微甜、呈弱酸性、硬度适宜,能促进酵母的繁殖,有利于糖化和发酵。而泸州老窖大生产酿酒则采用长江水,泸州位于长江上游,长江干流从泸州穿城而过。目前,长江干流Ⅱ类水比例达98%,而泸州段Ⅱ类水比例则达到100%,水质纯净,硬度适宜,为泸州老窖酿酒提供了良好的水源条件。
6.粮
“粮”指的是酿酒原粮,泸州老窖作为单粮浓香的代表,除制曲用的小麦外,酿造用原粮只有高粱一种。高粱具有淀粉浓度高,脂肪含量低等显著特点,自古就是酿酒的首选,而按粘度高粱可分为粳高粱和糯高粱,糯高粱内溶物中的淀粉几乎全是支链淀粉,支链淀粉具有吸水性强、容易糊化等特点,因此其无论出酒率和出酒品质均优于粳高粱。泸州老窖酿酒采用泸州本地糯红高粱,杨文斌(2019)研究了泸州糯红高粱、自贡本地高粱以及东北粳高粱酿酒发酵结束后糟醅中淀粉的剩余含量,结果表明泸州糯高粱的淀粉利用率最高。为了确保酿造品质,早在2001年,泸州老窖就开始打造“有机高粱种植基地”,对有机高粱种植的基地条件、育苗移栽、土壤培肥、病虫草害防治、收粮及存储运输等方面进行严格要求,将酿酒生产的第一车间放到田间地头。同时,培育出糯红高粱新品种——国窖红一号,是优中选优的酿酒专用高粱品种。2008年高粱基地通过有机认证,使泸州老窖跨入有机白酒生产行列。
7.洞
新酿出来的酒往往会有味道辛辣刺激、香气不丰富等缺点,要想让酒体变得平和细腻、柔顺协调,新酒则需要进行陈酿。自然陈酿是白酒企业最常用的酒质提升方式,目前白酒自然陈酿环境主要有库房、露天、酒洞及地窖等(潘学森,2009)。相对于库房成本高,露天昼夜温差大,地窖湿度较大等缺点,藏酒洞具有恒温、恒湿的特性,该特性有利于白酒储藏陈酿,加速白酒品质的提升(李正涛,2021)。用天然藏酒洞藏酒的白酒企业极少,而泸州老窖则同时拥有“纯阳洞”“醉翁洞”“龙泉洞”三大天然藏酒洞,它们均是“全国重点文物保护单位”。泸州老窖采用陶坛储酒进行洞藏,陶坛采用川南地区特有的黏土烧制而成,陶坛壁有多个微小孔隙,酒液与外部氧气因此进行缓慢的氧化还原反应,加快酒体的老熟,而酒液中的低沸点燥辣物质也通过孔隙析出,从而使酒体从辛辣变得柔和。此外,泸州老窖藏酒洞中空气流动缓慢,温度常年在20℃左右,空气湿度常年在85%,有利于霉菌附著于陶坛表面生长形成灰色或黑色的覆盖物,俗称“酒苔”,王俊红在对洞藏泸型酒陶坛壁微生物进行研究时发现,其分离出的菌株Z.cellare.JNZ1在1.0%白酒添加量的发酵液中生长最好,其可以利用乙醇、己酸等,促进己酸乙酯、苯乙醇的生成(王俊红,2012)。该结论也表明,附着于陶坛壁的微生物对酒的陈酿起着正向作用。因此,经过洞藏的泸州老窖酒可以说是大自然赠与的礼物。
以上是“一核”各要素的具体介绍。七要素中,“地”是前提,只有“地”的条件适宜,其他要素才能发挥最大的作用。“水、粮、曲”构成酒的物质基础,“窖、艺、洞”则赋予了物质基础灵魂,这六个要素需要协调统一才能酿出好酒。而合适的水源、高品质的原粮以及曲药,是使窖池环境朝着最适宜酿酒的方向发展的关键因素。因此,这七个要素并不是孤立存在的,而是相互影响、相互关联的。
“一核”在模式中起着关键作用。科技创新、智能酿造和管理优化可以提高原粮和酒曲的品质,优化生产工艺,这些均为酿造出好酒提供了驱动力。
(二)“三驱动”之科技创新
科技创新是驱动制造企业快速发展的第一动力。各大酒企近年来也愈发重视利用科技创新助推白酒传统生产工艺技术不断提升与高品质白酒的成果转化(曹雅丽,2021)。如茅台开展的酱香型白酒特征性风味溯源解析及代谢网络的构建与应用研究,古井贡酒开展浓香型白酒品质提升与风味定向调控技术研究,五粮液对白酒酒体接触过程材料有害物质的控制研究等(范奇高,2022)。泸州老窖则依靠公司实力雄厚的科研人才队伍,强大的科技创新能力,在窖泥复刻、酿造环境微生物复刻等领域取得了多项突破。
1.科研人才队伍
由泸州老窖、茅台、五粮液、洋河、汾酒、古井贡等(上述企业均指其股份公司)六家白酒上市企业2022年度年报可知各企业研发人员数量及其占总人数的比例。结果表明,泸州老窖、五粮液和古井贡研发人员占比较高,其中泸州老窖研发人员占比高达13.31%,在几家上市企业中排名第一。总体来看,虽然白酒作为传统制造行业,生产人数占比大,再加上白酒酿造讲究“守正创新”,目前无法同高新技术企业一样时时求变、求新(范奇高,2022),科研人员数量也无法与其相比,但在各酒企研发人员数量逐渐增加和与各高校进行科研合作的加持下,未来其科研团队的实力将得到进一步提升。
2.科技创新能力
发明专利常被学者们用来衡量企业或地区的创新能力(Beneito P,2006)。截至2022年年底,泸州老窖累计获得有效发明专利171项,发明专利数量在行业内处于领先水平。除发明专利外,还可以通过科技创新的模式来判断企业科技创新能力的强弱,白酒企业有三种常用的科技创新模式,分别是企业自主研发、产学研合作研发和外部技术搜寻(杨雪,2016)。通常来讲,企业科技创新能力越强,其更会选择自主研发和产学研合作研发模式,能力越弱则会更多地通过外部技术搜寻来寻求提升。泸州老窖历来注重技术的创新优化,20世纪50-90年代,自主总结技艺工法,出版了全国最早的酿酒教科书《泸州老窖大曲酒》,并建立职工技校,将先进技术毫无保留地进行传授,为行业培养了8200 名酿酒科技人才,被誉为酒界“黄埔军校”。进入新世纪后,独立组建国家固态酿造工程技术研究中心并以此为核心,在自主研发的基础上,与知名高校和机构进行产学研合作,科技创新能力得到进一步加强,在众多白酒热门领域取得突破性成果。
3.部分科技创新成果
(1)窖泥及酿造环境微生物复刻技术
“老窖出好酒”是浓香型白酒企业的共识,企业为扩大产能新建的窖池因窖泥功能菌群较少且不稳定、易退化等问题,通常需经过数十年的培养、驯化和富集才能达到老窖池的产酒品质,严重影响了新建窖池的白酒质量。白酒行业长期面临着导致“窖泥老熟难、新窖产好酒难”的共性问题。
泸州老窖采用培养组学技术,从延用时间达440多年的国宝窖池的500 多份样品中筛选保藏了1168株菌株,首次系统解析了国宝窖池酿造微生物1600万条基因,并通过代谢组学分析,探明了酒醅酿造体系(以乳酸杆菌为优势菌主要代谢产乳酸和乙酸)和窖泥酿造体系(以梭菌等为优势菌主要代谢产己酸和丁酸)的“分区共酵,协同产香”的微生物发酵演替规律与风味组分代谢机理,阐明了有机酸是驱动优质窖泥微生物演替形成的关键因素。在此基础上,泸州老窖组合培养功能梭菌株与乳杆菌(Lactobacillus)、梭菌(Clostridium)、产己酸菌(Caproiciproducens)、甲烷杆菌(Methanobacterium)和芽孢乳杆菌(Sporolactobacillus)等形成菌群结构稳定复合功能菌液,再通过窖泥配方筛选的方式复刻了窖泥关键微生物、窖泥营养基质及微生物代谢环境,有效保证了窖泥微生物的代谢,复刻窖泥微生物群落与30 年老窖泥微生物群落相似度≥90.0%(见图5)。
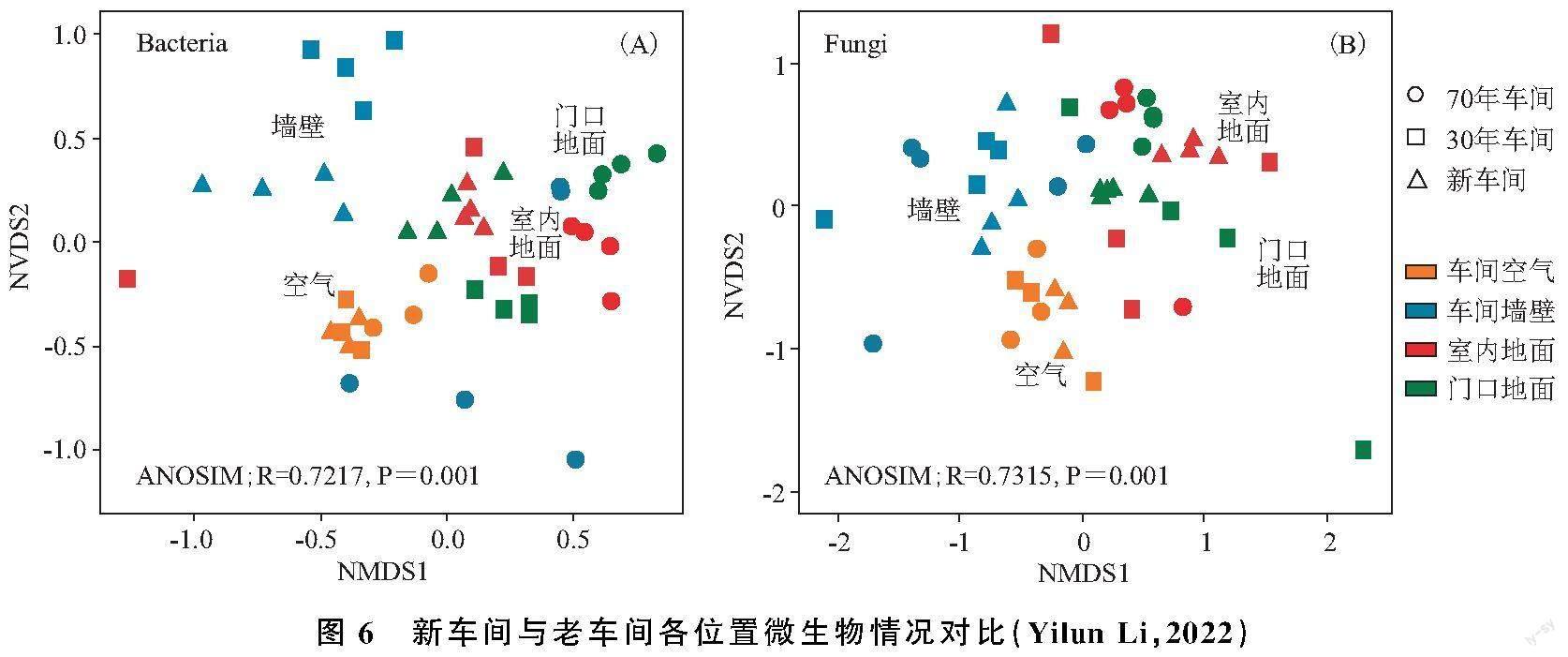
为了进一步加快提升新建生产车间的产酒品质,泸州老窖在窖泥复刻的基础上,从车间内环境微生物着手,将复刻范围扩大至整个生产车间。泸州老窖采用二、三、四代结合的DNA 高通量测序技术,解析了使用不同年限的酿酒车间环境微生态,阐明车间内环境(空气、工具、墙壁)微生态与窖池发酵体系内的酒醅、窖泥微生物交互作用程度,促进风味物质代谢网络形成的机理。在此基础上,采用百年以上酿酒车间的酒醅进行续糟配料、大曲强化接种、微生物定向强化等技术复刻老车间环境微生态。经检测,复刻车间与30 年车间环境微生物组相似度≥92.5%、原酒风味组分相似度≥97.0%(Yilun Li,2022)(见图6)。经专家鉴定,原酒质量达到30 年酿酒车间原酒水平。
(2)白酒副产物的综合利用
白酒副产物指的是在白酒酿造生产过程中所产生的固体、液体、气体废弃物,其中,固体副产物主要是丢糟,液体副产物主要是冷却水、清洗废水、黄水、底锅水、酒尾和尾水等酿酒废水(蔡小波,2022)。白酒副产物的产量巨大,一家年产量为2万吨的小曲清香型白酒厂,用水量为1009 吨/天,而其中大部分使用后的水将成为废水(张超,2018)。大多数副产物中含有丰富的蛋白质、淀粉、有机酸等,若不处理或再利用而直接丢弃,一方面会造成浪费,另一方面也会造成严重的环境污染。近年来,国家大力发展绿色经济和循环经济,酿酒副产物的综合利用也得到越来越多酒企的关注,如五粮液利用丟糟多级链式综合利用技术解决丢糟污染(李曦,2021),丰谷酒业利用黄水、尾水开发调酒液(卢中明,2022)等。
泸州老窖则在酿酒废水及酿酒丢糟处理及再利用等领域开展相关研究。酿酒废水方面,针对粮糟蒸馏后的底锅水开展能否作为量水(粮糟蒸馏后,加入的拌粮用热水)使用的可行性探讨,利用统计学实验验证得出,当底锅水和酿造用水1∶1混合较酿造用水作为量水使用时,其基础酒出酒率、口感特征无明显差异。同时对底锅水排放工艺进行优化,在同蒸馏重量下,将排量减少一倍。这两方面的研究成果实现了底锅水的减排与再利用,在降低污染的同时减少了酿造用水的使用量,达到了绿色生产要求。酿酒丢糟方面,开展基于干式厌氧消化-好氧堆肥耦合技术的酿酒废糟资源化利用研究,开发出“旋流自转脱水技术+热化学处理系统+尾气净化及除臭系统”联合工艺对酒糟进行干化和炭化处理,制备可持续循环利用的生物炭和热化学转化热能(蒸汽)等产品能源,年转化1250 吨丢糟为166.7 吨生物炭,节约天然气约3300m3,经济效益和社会效益显著。
(三)“三驱动”之智能酿造
新时期下, 智能制造是我国制造强国建设的主要方向, 其发展水平关系到我国在制造业未来的全球地位, 对构建新发展格局、 建设数字中国具有重要作用(佚名,2022) 。将智能制造的理念、 内容和方法运用于白酒生产便是白酒智能酿造, 在目前形势下, 智能酿造是推动白酒行业高质量发展的第一引擎,越来越多的白酒企业将目光聚焦于智能酿造,如河北丛台酒业在生产中运用酒库智能管理系统(张建功,2021)。 而泸州老窖作为行业内率先推行智能酿造的企业, 目前已经将智能制造布局至酿酒生产、灌装包装、 数据集成等环节, 实现了全方位智能酿造。
1.智能化酿酒生产
泸州老窖的酿酒生产已经实现了从制曲生产、原辅料预处理、糟醅发酵、摘酒储存全过程的智能化,以下为部分关键步骤的智能化介绍。
(1)制曲生产
泸州老窖在制曲生产过程中,从润麦至加水拌料环节,运用红外在线检测设备、自动加水控制设备及系统,实现了制曲生产的封闭式全自动配料,减少外界污染,提高曲药质量。运用仿真、智能识别、在线检测等技术,实现了曲坯成型感官质量的在线检测和识别及智能安曲,减少人为接觸,提高了曲坯的均一性及安曲操作的一致性。采用温湿度在线检测及传感技术,对发酵过程中的曲坯温度及环境温、湿度进行实时在线监测,提高了对发酵数据采集的准确性、实时性,同时提高了排潮控温的时效性,出现问题能够及时处理,减少了质量损失。
(2)原料预处理
泸州老窖基于原辅料预处理、配料、拌料等酿造关键工艺控制技术,研发了包含原辅料预处理、智能配料、自动拌料等关键环节装备。同时研发了高粱和糠壳预处理技术及装备,通过对压力、温度、时间、用水量等参数的精准控制,显著减少了原酒的异杂味,提高了原辅料的颗粒度均一性,有效保证了酒醅形态的批次稳定性。建立了酒醅发酵质量与关键配料参数之间的数学模型,自主判断酒醅发酵质量、决策配料参数,解决了依赖经验配料导致酒醅发酵参数波动大的技术难题,实现了精准配料,解决了拌料过程中酒醅易损伤、乙醇易挥发的问题,在提高蒸馏提香效率的同时保障了后序发酵批次的均一性。
(3)机械智能上甑
人工上甑劳动强度大,且长时间操作同一动作容易造成重复疲劳,上甑操作稳定性差,导致蒸馏过程中每甑的产质量不稳定。泸州老窖将在线检测技术、仿真技术、工业机器人技术、智能控制技术应用于上甑环节,通过AI“机器学习”还原人工上甑过程,模仿人工作业方式设计上甑机器人结构,开发了智能上甑机器人,其应用动态红外热成像与上甑效果进行关联分析(见图7),实现了传统技艺“轻撒匀铺,探气上甑”的传承与优化。与人工操作相比,智能酿酒机器人始终保持最佳工作状态,大幅提升产能、品质和生产效率(涂飞勇,2017)。
2.智能化灌装包装
传统的白酒灌装、包装生产线仅在洗瓶,封箱环节实现了机械化,而在封盖、照光、装盒、装箱等环节仍采用人工操作,导致效率低下。泸州老窖联合智能设备、在线检测、包装材料生产商共同研究商讨,对灌装包装设备、在线检测模型、包材结构进行符合公司产品要求的正向优化,最终建成了行业内自动化、智能化程度最高、速度最快的礼盒装和光瓶白酒生产线,实现了空瓶空盒卸垛、洗瓶灌装封盖、贴标喷码、装盒装箱、成品码垛等全环节自动化,其中礼盒线单机运行速度大于12000瓶/小时,生产速度较原有产线提高了1倍,用工减少88%,光瓶线单机运行速度大于48000瓶/小时,生产效率较原有产线提高3倍以上,用工减少90%,并且产线可对产品外观、酒体杂质、液位等质量指标进行全方位在线检测,实现了盖、瓶、盒、箱、托盘五级关联,提升了产品防伪追溯能力的同时质量问题率较传统产线下降90%。此外,泸州老窖通过对自动化灌装生产设备、自动化仓储物流集成系统、物联网技术、数字化技术等先进技术设备的创新应用,打造出设备智能化、管理标准化、品质一流化的白酒行业首家“灯塔工厂”。
3.集成化数据管理系统
泸州老窖构建智能工厂管理体系,实现产品生产端到销售端的全生命周期集成、供应链一体化集成、生产管控一体化集成,同时平台化管理各集成板块的数据分析指标和模型,构建大数据决策支持平台,支撑各大板块的数据分析运用。智能化工厂管理体系与传统白酒生产模式相比,生产效率提高16.7%,资源综合利用率提高15.4%,运营成本下降4.57%,酿酒车间高强度体力用工减少70%,制曲生产用工减少86%,出酒率提高5%以上,优级酒比例提升10%,酿造生产车间运营成本降低25%,水资源消耗降低50%,使泸州老窖实现了真正意义上的智能酿造,有效带动了传统酿造产业转型升级,促进白酒产业高效绿色发展。
(四)“三驱动”之质量管理升级
质量是企业的立足之根、生存之本。一个拥有好产品和服务的企业必然有适宜的质量管理模式与之相匹配。泸州老窖通过不断地经验总结,并利用集群化生产的优势,将质量管理模式分阶段地升级为全产业链质量管理模式。模式形成分为三个阶段,第一阶段是公司成立到1978年,泸州老窖围绕“产品质量”开展传统的质量管理,主要依靠经验、师带徒等方式,突出技艺、工匠、工匠精神传承等。第二阶段是1979年到2006年,泸州老窖以全面质量管理为基础,导入ISO9001等标准,以客户导向、过程管理等原则指导实际业务,同时树立“全员参与”理念,从单一关注“产品质量”转变为关注“系统大质量”。第三阶段是2007年至今,泸州老窖以“让中国白酒的质量看得见”的质量理念为核心,按照供应链管理模式,牵头建设全国首个包含包材生产、灌装生产、仓储物流等众多酒类产业链上下游企业,并以白酒生产加工为枢纽的“中国白酒金三角产业园区”(以下简称酒业园区)。泸州老窖以酒业园区集群化的发展模式为载体,将质量安全管理延伸至产业链上下游,形成“从田间到舌尖”的全产业链质量管理模式,实现质量管理模式再升级。
“从田间到舌尖”的全产业链质量管理模式具体包括以下内容:
1.全产业链的质量管理体系
利用体系规范企业的各环节运营是一种较先进、全面、系统的管理方法。泸州老窖先后建立并通过质量、食品安全、有机、环境、测量、诚信、能源、职业健康安全、知识产权九大管理体系认证,从这九大方面刚性地规范了公司各环节的生产经营行为,形成了全方位的、完善的管理体系。
泸州老窖将九大体系思想运用至酒业园区内产业链企业,通过分类制定四大产业链企业质量手册:《包材供应企业质量手册》《配套包装企业质量手册》《仓储物流企业质量手册》《产品经销企业质量手册》,对包装材料生产、包装生产、物流运输及经销环节提出“红线”要求。同时在中国顾客满意度指数模型(CCSI)的基础上,根据影响顾客满意度的具体因素建立指标体系,结合白酒行业“看形象、重服务”的独有特性,泸州老窖构建出包括“企业形象、产品质量、服务质量、包装质量、感知价值、顾客忠诚”六个维度的顾客满意度测评模型,并以测评结果为依据,每年动态调整质量管理策略,确保产品质量符合要求。
2.全产业链的标准化体系建设
作为白酒产业链的核心枢纽,泸州老窖串联起原粮种植、包材生产、物流运输等行业,建立了涵盖国家标准、行业标准、团体标准、企业标准等各层级700余项标准的白酒产业链标准体系,提升了酿酒原粮的标准化种植水平,改进了包装材料与酒类产品的适配性,带动了产业链企业提升质量安全管控能力。泸州老窖也因此通过了三大国家级标准化项目的验收:“有机高粱标准化示范区”“四川泸州白酒酒庄综合服务标准化示范项目”“国家消费品标准化示范基地”。
3.全产业链的风险管控
近年来,国家及大众消费者对食品安全问题愈发关注。白酒作为食品生产行业,食品安全防控是重中之重。泸州老窖以“食品安全事故为零”作底线,建立四维风险管理机制(风险评估、风险预警、风险监测、风险控制),提前预判、提前发现、提前解决生产过程中的食品安全风险。
为了使产品质量得到保障,泸州老窖从两个方面进行风险管控。一是内在酒源品质,二是外在包装质量。针对内在酒源品质,泸州老窖建立了专属原粮种植基地,培育了公司酿酒专用高粱品种——国窖红1号,并采用“公司+有机农场+种植户”的模式管理基地,促使高粱基地通过有机认证,实现公司产品源头风险管控。针对外在包装质量,则充分考虑包材生产标准化、包材生产自动化和灌装生产自动化,制定《包装设计规范》及相应包材元素标准对包装材料的结构、材质、工艺、尺寸进行统一规范,提高产品通用性及生产效率,降低包材质量风险及成本。同时针对新材料、新工艺、新包材供方的产品,严格执行从灌装、仓储、装卸、运输、开瓶等全环节的仿真模型评估,将风险杜绝在源头。
4.全产业链的质量人才队伍建设
当前市场经济日益激烈,企业需要寻找和实施一系列有效的策略,以建设一支高质量的人才队伍,满足企业的发展需求,使企业在激烈的市场竞争中保持领先地位(李阳朔,2023)。泸州老窖站在产业链的角度,以先进理念为依托,优化创新,全力打造高质量人才队伍。首先,建立网格化首席质量官制度,从公司内部纵向延伸至部门及车间,各层级均设立首席质量官,外部横向扩大至各产业链企业,均由高层直接负责质量工作。其次,行业内部推行质量从业人员资格认证制度,通过课程学习与考核后方能从事质量活动,为质量从业人员发展指明路径。
上述为泸州老窖“一核三驱动”高质量发展模式的全部内容,其共由四个部分组成,这四部分相互关联、相互促进。其中,一组核心酿酒资源是基础,科技创新为智能酿造提供了技术基础和前沿工具,智能酿造则是科技创新的应用和体现,同时,科技创新与智能酿造为质量管理升級提供了技术支持和实践平台,而质量管理升级则可以进一步提升科技创新的效果和智能酿造的效益。“一核”具有独特性和不可复制性,是泸州老窖酿造高品质白酒的根本,“三驱动”均是为了核心资源朝着更有利于酿造高品质白酒的方向服务,而核心资源不断优化后,又会促进三大驱动力进行改良与升级,最终形成良性循环,促使高质量发展模式能够符合国家与行业的发展要求,持续地发挥作用,从而提升泸州老窖综合竞争力。
三、高质量发展模式成效
泸州老窖“一核三驱动”高质量发展模式在运用过程中不断改进、完善与迭代,推动公司在产品质量提升、增产降耗、品牌价值提升、经济效益提升等方面取得良好成效。
(一)产品质量提升
“一核三驱动”高质量发展模式促进质量关键指标显著提升。2016年至2022年,泸州老窖成品酒感官指标一次审批合格率逐年提升,由96.3%提升到98.1%,公司产品理化、食品安全指标均优于国家标准。产品关键指标的提升促进了顾客满意度指标的逐年上升,2016年至2022年,泸州老窖顾客满意度指数由92.12增长至98.51。此外,公司将工艺改进、科技创新、智能酿造以及管理优化过程中所取得的经验进行总结,形成相关标准,在高质量发展模式成熟运行后,泸州老窖参与制修订的国家、地方、行业等标准数量显著提升。
(二)科技创新与智能酿造成果及其转化应用
在科技创新领域,最直观的表现就是专利数量显著增加,从2016年至今,泸州老窖新增专利授权157个,增加比例为56%,增幅显著。同时将创新成果转化应用,提升产品品质和节能降耗。如酿酒废弃物资源化与酿酒工艺耦合技术成果的应用,实现酿酒废弃物中稻壳基质与发酵残余物固相催化热裂解、气相产物催化裂解与能量转化,最终形成10万吨/年酿酒废弃物处理能力,产出可燃气200 万立方米,建成20 万亩生物炭土壤改良示范工程,提高土壤有机质相对含量5%~10%,作物增产5%~10%,经济效益规模达到2000万元,环境效益和社会效益在白酒行业取得实质性突破。在智能酿造领域,建成了集制曲、酿造、存储于一体的智能酿酒生态园,新增优质白酒10万吨、酒曲10万吨、储酒38万吨的生产能力,可实现年产值400亿元、税收100亿元、利润80亿元。
(三)品牌价值提升
高质量发展模式促使泸州老窖获得更好的产品和服务,而这能够建立和增强消费者的品牌忠诚度以及提升品牌的溢价能力,从而提升品牌的价值和市场地位。因此在高质量发展模式成熟运行后,泸州老窖的品牌价值显著提升,由BrandZ发布的最具价值中国品牌100强榜单可以看出,自2016年起,泸州老窖的品牌价值增幅显著提高(见图8)。
(四)净利润与营收增加
产品质量水平的提升、科技创新及智能制造成果转化带来的增产降本降耗,以及品牌价值的提升促使公司营收与净利润大幅增长。从图9可以看出,高质量发展模式促使泸州老窖平稳度过了2012-2015年的行业调整期,并在随后进入快速发展阶段。值得注意的是,在2020-2022年新冠疫情期间,除2020年营收略受影响外,其余时期的营收与净利润均保持了20%以上的年度增长,这也体现了泸州老窖“一核三驱动”高质量发展模式良好的抗风险能力。
四、总结和展望
泸州老窖以一组核心资源为基础,利用科技创新、智能酿造、质量管理升级作为三大驱动力的“一核三驱动”高质量发展模式将中国传统酒文化的精华与“中国制造2025”和“质量强国”战略完美融合,响应了“高质量发展是全面建设社会主义现代化国家的首要任务”的国家号召。在国家解除白酒生产限制的大背景下,越来越多的白酒企业将利用此机遇探索出适合自己的高质量发展之路,泸州老窖的“一核三驱动”模式也将为此提供新的思路,促进白酒行业的共同发展。
参考文献:
[1] 谢国排,2011:《浓香大曲酒窖泥概述》,《中国酿造》第1期。
[2] 刘淑杰,2015:《探讨白酒酿造工艺的创新与发展》,《中国酿造》第6期。
[3] 姚汝华、赵继伦,1999:《酒精发酵工艺学》,广州:华南理大学出版社。
[4] 吴英英,2013:《泸州老窖不同窖龄的窖泥中细菌多样性分析及四个细菌新种的确定》,四川农业大学硕士论文。
[5] 沈怡方,1998:《白酒生产技术全书》,北京:中国轻工业出版社。
[6] 张春林,2012:《泸州老窖大曲的质量、微生物与香气成分关系》,江南大学博士论文。
[7] 邓小晨、胡永松、王忠彦、寇运同、门芸、汪红、陈靖余、刘沛龙、陈德兴、曾前德,1995:《大曲淀粉酶同工酶分析》,《酿酒科技》第2期。
[8] 沈才萍、邬捷锋、徐德富、易彬、敖宗华、任剑波、王小军,2013:《泸州老窖牵头制定大曲首批行业标准率先推进大曲商品化》,《酿酒科技》第9期。
[9] 杨文斌、艾涛波、罗玥、刘茂坪、马玥玲,2019:《三种不同产地高粱模拟浓香型白酒发酵过程中发酵特性研究》,《食品工业科技》第14期。
[10]潘学森、刘民万、陈欣华,2009:《云门洞藏酒工艺初探》,《酿酒》第6期。
[11]李正涛、倪永培、项兴本、曹荣升、赵金松,2021:《迎驾贡酒洞藏过程中物质变化研究》,《食品发酵与工业》第2期。
[12]王俊红,2012:《藏酒环境微生物的分离鉴定及其生长特性评价》,江南大学硕士论文。
[13]曹雅丽,2021:《科技创新驱动中国白酒产业高质量发展》,《中国工业报》12月28日第4版。
[14]范奇高、林慧、张键、程平言,2022:《白酒行业科技创新发展与现状分析研究》,《酿酒科技》第11期。
[15]杨雪、曾与宣,2016:《四川省白酒企业科技创新模式的研究》,《产业发展》第2期。
[16]蔡小波、黄孟阳、杨平、林杨、杨峰、汤涵岚、陈吉、熊君燕、秦辉,2022:《酿酒生产废水处理工艺及其资源化利用研究进展》,《酿酒》第1期。
[17]张超、李锦松、张怀山、林远康、陈涛、傅其旭、唐永清。2018:《白酒酿造水资源综合利用研究》,《中国酿造》第2期。
[18]李曦、陈小文,2021:《白酒副产物资源化利用综述》,《食品发酵与科技》第1期。
[19]卢中明、范昌明、杜礼泉、谢菲、古丹、古加强,2022:《利用酿酒副产物黄水、酒尾开发调酒液的研究》,《酿酒》第1期。
[20]佚名,2022:《“十四五”智能制造发展规划专家系列解读》,《智能制造》第2期。
[21]张建功、杨军山、郭桂梅,2021:《酒库智能管理系统在白酒生产企业中的应用》,《酿酒科技》第8期。
[22]涂飞勇、杨平、王孝荣、邓波、陈永利,2017:《機械上甑对浓香型白酒蒸馏效果的影响》,《酿酒科技》第11期。
[23]李阳朔,2023:《国有企业建设高质量人才队伍的策略探析》,《管理论坛》第6期。
[24]Beneito P., 2006:The Innovative Performance of In-house and Contracted R&D in Terms of Patents and Utility Models,Research Policy,35:502-517.
[25]QiuweiZhao,Huawei Zhu and Xi Tong,2023:Comparative Genomic Analyses Reveal Carbohydrates-rich Environment Adaptability of LentilactobacillusLaojiaonis sp. nov. IM3328,Food Bioscience,53(9): 2212-4292.
[26]QiuweiZhao,Suping Yang and Wenzhao Wang,2022: LentilactobacillusLaojiaonis sp. nov., Isolated from the Mud in a Fermentation Cellar for the Production of Chinese Liquor,Int. J. Syst. Evol. Microbiol:72(5): 5349.
[27]YilunLi,Shuangping Liu and Suyi Zhang,2022:Spatiotemporal Distribution of Environmental Microbiota in Spontaneous Fermentation Workshop: The Case of Chinese Baijiu,Food Research International,156(6):111126.1-111126.11.
The High-Quality Development Model of LuZhou LaoJiao’s “One Core and Three Drives”
He Cheng, Chen Kai and Du Juan
(LuzhouLaojiao Co. Ltd.)
Abstract:In the context of the national strategy of “Made in China 2025” and “Quality Power”, China’s economy has shifted from high-speed development to high-quality development. As a traditional industry in China, Baijiu production will directly affect the development and survival of liquor enterprises if they can explore a high-quality development model that matches the current stage. LuzhouLaojiao summarized a high-quality development model of “one core and three drives” based on a group of core resources composed of seven elements and driven by scientific and technological innovation, intelligent brewing, quality management upgrading, etc., which provides a reference for the transformation and upgrading of Baijiu enterprises.
Key Words:high-quality development model; core resources; technological innovation; intelligent brewing; manage upgrades
