具有双重光学特征的SiO2/CNC 复合薄膜的制备与表征
2023-10-08迟聪聪线佳荣屈盼盼许馨张丹洁白飞飞任蒋雪周雨楠徐星根
迟聪聪,线佳荣,屈盼盼,许馨,张丹洁,白飞飞,任蒋雪,周雨楠,徐星根
(1 陕西科技大学 轻工科学与工程学院,西安 710021)
(2 武汉华星光电半导体显示技术有限公司,武汉 330006)
0 引言
结构色是指物体有序的微观结构与入射光相互作用而产生的颜色[1],与传统色素色相比具有绿色环保、色彩鲜亮、持久性强等特点[2-3]。纤维素纳米晶(Cellulose Nanocrystals, CNC)与SiO2分别作为代表性的有机和无机纳米粒子,均可自组装形成结构色[4-5]。硫酸水解天然纤维素所制备的CNC,颗粒表面带有磺酸酯基团,因静电斥力使CNC 稳定悬浮于水中[6-7]。当悬浮液浓度达到一定值时,CNC 可自组装成胆甾型液晶相,并保留在干燥后的固体膜中[8],使薄膜在自然光下产生结构色。通过调控胆甾结构的螺距(P)尺寸,可得到可见光范围内的所有颜色[9-10]。通常,SiO2微球以垂直自组装的方式构成晶态结构,形成角度依赖性结构色涂层[11-12]。SiO2微球表面带有羟基[13],因静电斥力稳定分散于无水乙醇中[14]。在垂直自组装过程中,溶液表面张力和毛细管力协同辅助自组装,形成六角密排结构[15-16],产生结构色,颜色可通过微球粒径进行调控[17]。
为获得具有双重光学特征的结构色薄膜,现有研究一般将CNC 或SiO2与具有其它光学特性的材料进行复合。刘平等[18]采用荧光碳量子点和CNC 在真空过滤形成的流动场下共组装,碳量子点被均匀负载于CNC 的手性向列相结构中,得到一种兼具荧光和手性结构色的复合膜材料。张寒冰[19]利用旋涂法将上转换纳米粒子涂覆在蛋白石光子晶体表面,由于光子带隙的布拉格反射,增强了其荧光特性,制备出兼具荧光和蛋白石光子晶体结构色的复合薄膜,上述两种具有双重特殊光学性质的复合膜在可编程信息密码、多重响应信息显示、以及多模式信息编码等方面具有潜在的应用价值。但是,碳量子点和上转换纳米材料成本过高,且荧光特性表达方式复杂,不利于广泛应用。WU Suli 等[20]采用连续的浸涂/喷涂/浸涂方法制备了三层有序/非晶/有序的SiO2基光子结构薄膜,其中采用浸涂方法制备的上下两层具有不同晶体结构色,采用喷涂方法制备的中间层为不透光的非晶层,最终实现正面和背面具有不同彩色显示的薄膜,这种双重显示增强了防伪能力,但是,这种层层堆叠的制造工艺比较复杂,不利于推广和应用。
基于SiO2的低成本优势与CNC 的色彩优势,本文将二者混合后采用浇注法制备具有双重光学特性的复合薄膜,分别探讨了聚乙烯吡咯烷酮(Polyvinylpyrrolidone, PVP)及聚乙烯醇(Polyvinyl alcohol, PVA)对薄膜性能的影响。本文所制备的复合膜同时保留了SiO2和CNC 的特征结构,分别在点光源和自然光的激发下表达出不同的光学特性,实现了光学特征的叠加,具有成本较低、制备工艺简单、光学特性表达方便快捷等优势,在光学防伪、光学加密和装饰等领域具有较大的应用潜力。
1 实验
1.1 材料与试剂
实验中所用正硅酸乙酯(TEOS)、聚乙烯吡咯烷酮((C6H9NO)n)、聚乙烯醇1799 型([-CH2CHOH-]n)均为分析纯,由阿拉丁试剂有限公司提供。实验中所用氨水(NH3·H2O)为分析纯,购自天津市大茂化学试剂厂;实验中所用纳米纤维素(浓度2%,直径5~15 nm,长度100~200 nm),购自南京锐牛能环新材料科技有限公司。
1.2 SiO2微球的制备
首先,将无水乙醇160 mL、去离子水33 mL 和一定量氨水(28%)混合后,加入一定量正硅酸乙酯(TEOS),60 ℃下低转速反应10 h,反应后生成种子溶液A。其次,混合无水乙醇160 mL、去离子水30 mL和氨水(28%)30 mL 后,滴加种子溶液 A,得到反应溶液B。再次,在水中按一定比例加入无水乙醇和氨水,形成反应溶液C,向反应溶液B 中双向滴加TEOS 20 mL 和溶液C 20 mL,28 ℃下低转速持续反应5 h,反应后得到溶液D。最后,将溶液D 离心后用无水乙醇清洗,重复3 次后置于75 ℃烘箱中烘干,再用研钵充分研磨,即可获得粒径呈多分散分布的SiO2微球。
1.3 SiO2光子晶体自组装
配制0.3%(w/w)的SiO2无水乙醇分散液,超声分散30 min 后倒入玻璃培养皿,然后垂直插入处理过的洁净载玻片,45 ℃下蒸发诱导自组装,干燥后得到SiO2光子晶体涂层。
1.4 SiO2/CNC 复合膜的制备
分别取一定量的SiO2水分散液和CNC 水分散液,超声共混30 min 后,浇注在聚苯乙烯培养皿中,在40 ℃下蒸发诱导自组装,干燥后获得SiO2/CNC 复合薄膜。为改善体系的分散性,加入一定量PVP,其他步骤同上。为获得SiO2/CNC 柔性复合膜,向上述体系中加入8%(w/w)的PVA 溶液,其他步骤同上。
1.5 分析表征
微观结构分析用扫描电子显微镜(SEM,日立,Regulus 8100),对薄膜材料表面或横截面喷金90 s 后观察其形貌;将SEM 拍摄的微球显微图像导入Nano Measurer 软件中,对SiO2微球粒径进行标记、统计,计算粒径分布;采用偏光显微镜(POM,卡尔蔡司,Primotech)测试样品的双折射现象,选择400 倍镜头观察;采用超景深三维数字显微镜(浩视,KH8700)测试薄膜的表观形貌与平整度,选择100 倍镜头观察薄膜的二维表面图;试样的透射光谱分析用紫外-可见-近红外分光光度计(UV-Vis-NIR,安捷伦,Cary-5000),扫描波长范围为200~800 nm。薄膜的力学性能采用伺服材料多功能高低温控制试验机(高特威尔有限公司,AI-7000-NGD),式样大小为35 mm×15 mm,拉伸速率为10 mm/min。
2 结果与讨论
2.1 SiO2光子晶体的微观结构
SiO2垂直自组装形成光子晶体涂层,由SEM 图(图1(a))可以看出,SiO2微球呈规则球形,不同粒径的二氧化硅微球大小交替排列,形成不同大小的点阵,在点光源下呈绚丽的虹彩色(图1(b)),具有可见光范围内的所有颜色,且随观察角度的变化而呈现颜色动态变化的效果;其中SiO2粒径在450~650 nm 范围呈多分散状态,并以平均粒径600 nm 为中心,左右趋近对称分布(1(c))。
2.2 PVP 对复合膜结构色的影响
0.3%(w/w)SiO2水分散液与2%(w/w)CNC 水分散液按一定的溶液质量比共混浇注成膜,在自然光下的效果图见图2。可以看出,SiO2、CNC 分别以4∶1 和1∶4 共混浇注成膜,薄膜成膜性较差,透明度低且泛白,有淡淡的蓝色光泽(图2(a)~2(b))。纯CNC 浇注成膜比较完整、均匀,呈蓝色,具有一定光泽度和高透明度(图2(c))。而纯SiO2浇注不成膜且分散性差(图2(d))。推测由于SiO2在水中分散性差,白色微球团聚,无法进行有序自组装,导致共混薄膜泛白无结构色。
为改善SiO2在水中的分散性,在SiO2水分散液中加入分散剂PVP 后成膜,采用扫描电镜对PVP 加入前后SiO2薄膜的表观结构进行表征,如图3 所示。可以看出,未加入PVP 时(图3(a)),SiO2微球存在团聚现象且排列杂乱无序,薄膜无结构色。图3(b)显示,SiO2被包覆,且有序性提升,这是由于,PVP 的加入提高了SiO2在水中的分散性,使SiO2的自组装更有序,规整的排布结构与入射光相互作用,使薄膜呈现虹彩效果。
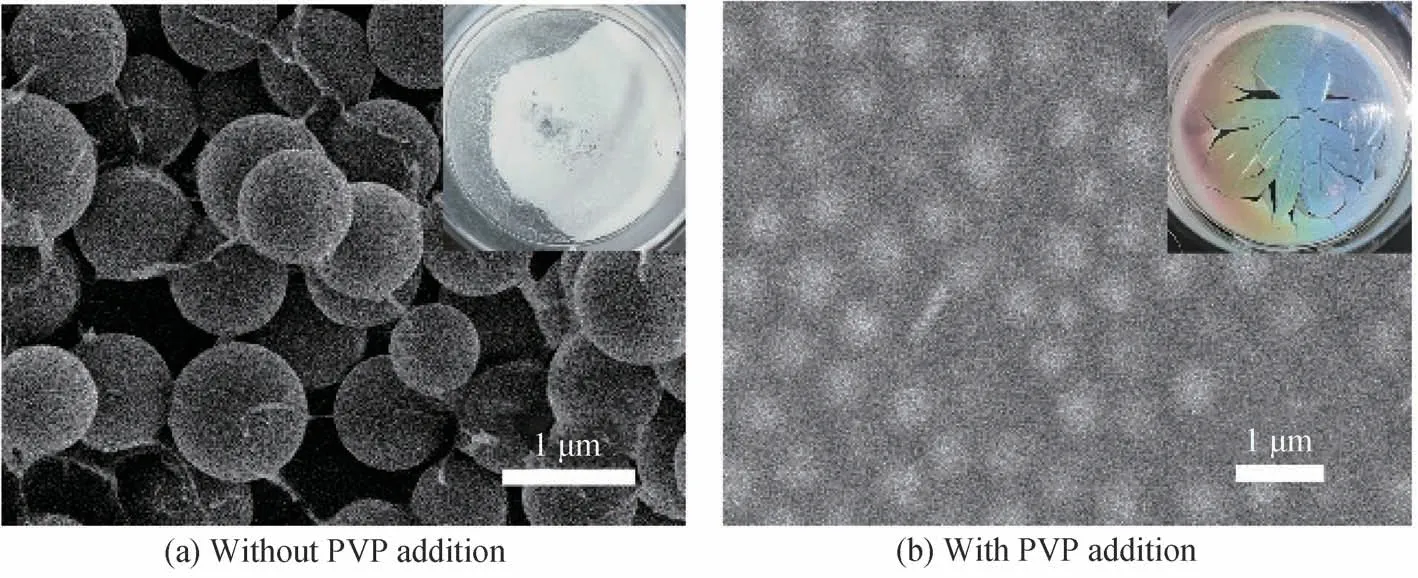
图3 PVP 添加前后SiO2薄膜的SEM 图,插图为其光学效果Fig. 3 SEM images of the SiO2 film with and without PVP addition,illustration is optical photographs
当SiO2∶CNC=4∶1 时,PVP 用量对复合膜成膜效果的影响如图4 和图5 所示。可以看出,在自然光下(图4(a)~(e)),薄膜无结构色,表面均匀、透明度较高。随着PVP 用量的增加,膜的刚性逐渐增大,裂痕增多。在点光源下(图5(a)~(e)),薄膜呈虹彩色,且虹彩效果随PVP 用量的增加而改善,PVP 用量为2.4%时,虹彩色得到大幅度改善,再增加PVP 用量,虹彩色几乎不变,综合颜色和成膜性,PVP 的最优加入量2.4%。
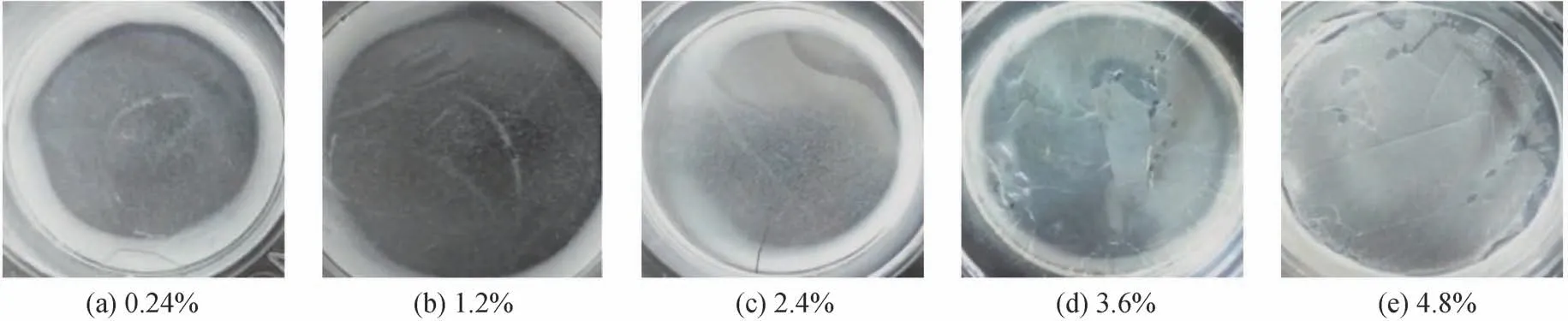
图4 PVP 用量对SiO2/CNC/PVP(SiO2∶CNC=4∶1)复合膜自然光下效果的影响Fig. 4 Effect of PVP dosage on the performance of CNC/SiO2/PVP (SiO2∶CNC=4∶1) composite film under natural light

图5 PVP 用量对SiO2/CNC/PVP(SiO2∶CNC=4∶1)复合膜点光源下效果的影响Fig. 5 Effect of PVP dosage on the performance of CNC/SiO2/PVP (SiO2∶CNC=4∶1) composite film under point light
当SiO2∶CNC 质量比为1∶4 时,加入PVP 改善复合膜的结构色,成膜效果如图6 和图7 所示。可以看出,在自然光下(图6(a)~(f)),薄膜呈现虹彩色,表面完整、均匀,随着PVP 用量的增加,薄膜颜色逐渐红移,当PVP 用量高于1.8%时,薄膜结构色消失。在点光源下(图7(a)~(f)),薄膜呈虹彩色,且随PVP 用量的增加,虹彩色更加绚丽。综合考虑CNC 与SiO2结构色,PVP 的最佳用量为1.2%。

图6 PVP 用量对SiO2/CNC/PVP (SiO2∶CNC=1∶4)复合膜自然光下效果的影响Fig. 6 Effect of PVP dosage on the performance of CNC/SiO2/PVP (SiO2∶CNC=1∶4) composite film under natural light

图7 PVP 用量对SiO2/CNC/PVP(SiO2∶CNC=1∶4)复合膜点光源下效果的影响Fig. 7 Effect of PVP dosage on the performance of CNC/SiO2/PVP (SiO2∶CNC=1∶4) composite film under point light
当SiO2∶CNC 的质量比为1∶4、PVP 用量为0.6%(图7(a))、SiO2胶体溶液与PVP 质量比为1∶10 时,复合膜无虹彩色,在此基础上继续增加PVP 用量,薄膜开始呈现虹彩色(图7(b)~(f))。当SiO2∶CNC=4∶1,PVP 用量为2.4%(图5(c))、SiO2胶体溶液与PVP 质量比为1∶10 时,复合膜呈现虹彩色。由此推测,PVP 不仅可以作为SiO2的分散剂,还可以吸附在CNC 表面,增加其表面负电荷,导致排斥力增大,从而使结构色红移。
2.3 复合膜的微观结构及偏光性
CNC 分子排列成层状结构,层内分子相互平行,不同层分子以一定角度规律旋转排列,这样层层堆叠成手性向列相结构。当SiO2∶CNC 为4∶1,PVP 用量为2.4%时(图8),复合膜无手性向列相结构;当SiO2∶CNC为1∶4,PVP 用量为1.2%时(图9),复合膜呈层状结构。由此推测,过量的SiO2或PVP 会破坏CNC 的手性向列结构。在复合膜上层中(图9(a)),少量SiO2嵌在CNC 层状结构中(由箭头指出),左下角为其放大图;在复合膜下层(图9(b))SiO2和CNC 分层排列,大量SiO2富集在最底部,CNC 富集在上部。可能由于CNC富集区未有SiO2嵌入,从而CNC 的手性结构更规整。
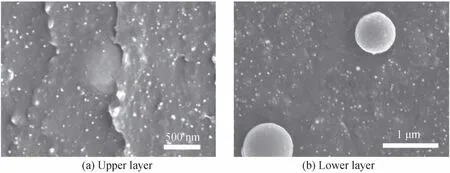
图8 SiO2/ CNC/PVP (SiO2∶CNC=4∶1,PVP=2.4 %)复合膜横截面不同层的SEM 图Fig. 8 SEM images of different layers in cross section of SiO2/CNC/PVP (SiO2∶CNC=4∶1,PVP=2.4%) composite film
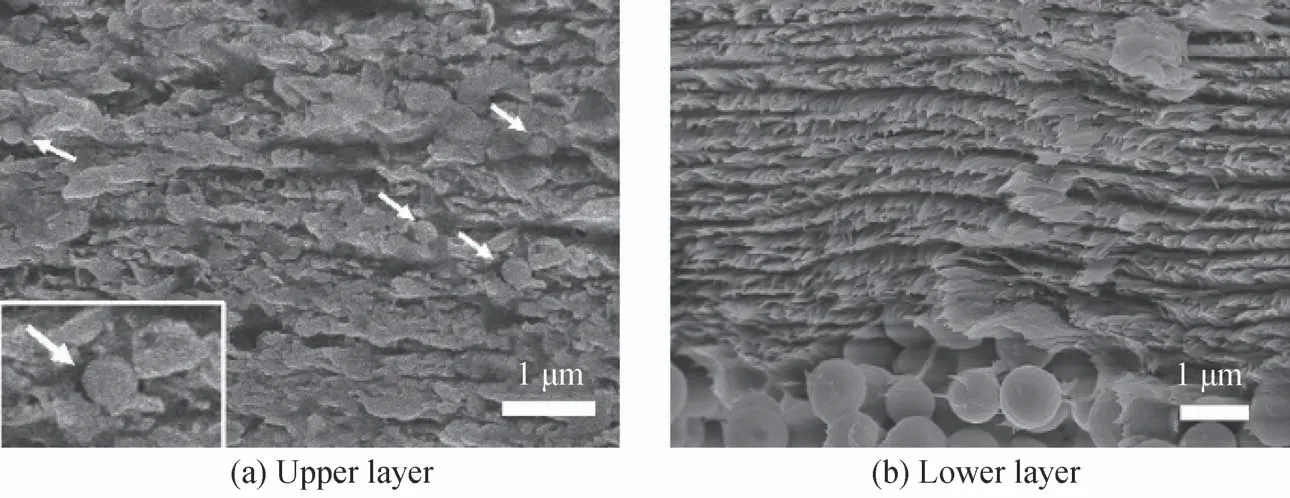
图9 SiO2/CNC/PVP(SiO2∶CNC=1∶4,PVP=1.2%)复合膜横截面不同层的SEM 图Fig. 9 SEM images of different layers in cross section of SiO2/ CNC /PVP (SiO2∶CNC=1∶4,PVP=1.2%) composite film
CNC 因其特征的手性向列相结构而具有双折射特性,在偏光显微镜正交检偏位下表现出双折射现象[21]。由图10 中薄膜的POM 表征结果可以看出,CNC 膜呈现蓝色亮场,而SiO2/PVP 膜呈现暗场,不存在双折射现象。SiO2/CNC/PVP 复合膜1(SiO2∶CNC=4∶1,PVP=2.4 % )和复合膜2(SiO2∶CNC=1∶4,PVP用量1.2%)均呈现亮场,证明其具有双折射现象。复合膜的双折射现象来自CNC 的手性向列相结构,因复合膜2 中CNC 的占比更大,所以颜色更亮。
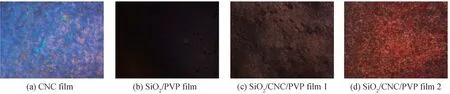
图10 薄膜的POM 图Fig. 10 POM diagrams of different films
2.4 PVA 对复合膜成膜性及光学性能的影响
研究发现,加入PVP 后,膜的刚性变大,出现破裂,成膜性大大降低。为增强薄膜韧性,且保持薄膜的两种结构色效果,加入成膜剂PVA 成膜,如图11 和图12 所示。可以看出,在自然光下,随PVA 用量的增加,CNC 结构色逐渐红移,可能由于PVA 大分子链与CNC 形成氢键作用力而吸附在CNC 表面[22],导致CNC的螺距增大,结构色红移[23]。在点光源下,随PVA 用量的增加,SiO2虹彩色更加绚丽,可能由于PVA 具有一定的分散作用[24],使SiO2的组装更有序。
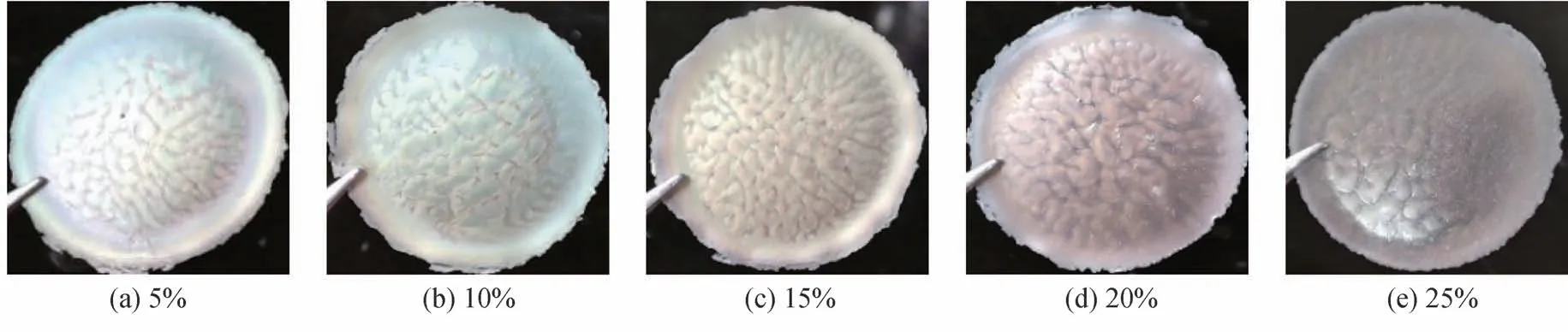
图11 不同PVA 用量下SiO2/CNC/PVP/PVA(SiO2∶CNC=1∶4,PVP=0.6%)复合膜在自然光下的效果Fig. 11 SiO2/CNC/PVP/PVA (SiO2∶CNC=1∶4,PVP=0.6%) composite film with different PVA dosage under natural light
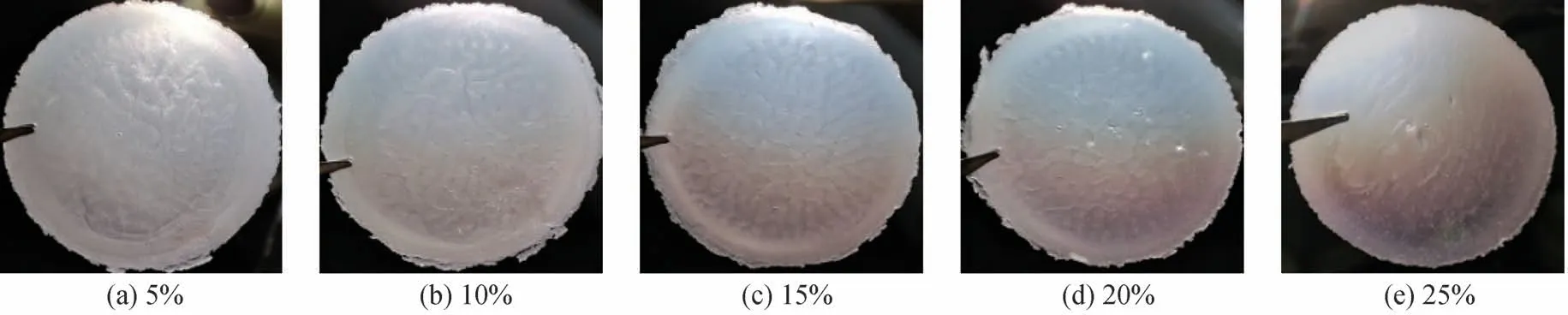
图12 不同PVA 用量下SiO2/CNC/PVP/PVA(SiO2∶CNC=1∶4,PVP=0.6%)复合膜在点光源下的效果Fig. 12 SiO2/CNC/PVP/PVA (SiO2∶CNC=1∶4, PVP=0.6 %) composite film with different PVA dosage under point light
用超景深显微镜对不同PVA 用量下复合膜的表面形貌进行表征,如图13 所示。观察图发现,随着PVA用量的增加(图13(a)~(e)),膜表面平整度逐渐增加,可能由于PVA 作为成膜剂可提高膜表面平整度。另外,还可以发现,图13(a)呈绿色,13(b)为黄棕色,13(c)为棕色,13(d)为深棕色,从13(a)~(d)颜色逐渐红移,这是由于CNC 的左手手性向列相结构对入射光中的左旋圆偏振光的反射所形成的结构色,随PVA 含量的增加,螺距增大,结构色红移,而图13(e)无结构色,可能由于过量的PVA 破坏了部分手性结构。

图13 不同PVA 用量下复合膜的超景深显微图Fig.13 Ultra-depth micrographs of composite films at different PVA dosage
用伺服材料多功能高低温控制试验机对复合膜的力学性能进行表征,如图14 所示。可以看出,当PVA用量为5%时,复合膜的极限应变(ε)和抗拉强度(σ)分别为0.003%和1.16 MPa,逐渐增大PVA 的添加量至20%,复合膜的ε和σ也随之提高,在20%的PVA 添加量下,复合膜的ε和σ分别为0.043%和2.81 MPa,在25%的PVA 添加量下,复合膜的ε下降至0.013%,σ下降至2.75 MPa。从这些强度数据推断,20%接近PVA 掺杂的临界浓度,即在临界浓度以下,PVA 可能达不到饱和吸附,而在临界浓度以上,可能存在一些游离PVA,而复合膜中PVP 的羰基与PVA 的羟基之间会形成大量氢键使PVA 的交联密度增大[25],薄膜的力学性能提高,游离的PVA 会降低薄膜的交联密度,导致ε和σ均减小。右上角插图为PVA 用量20%的复合膜在外力作用下的效果图,从图可以看出,在外力作用下,弯折45°,撤去外力,可恢复原貌且不产生弯痕,上述现象证明PVA 的加入能显著提高薄膜的力学性能。
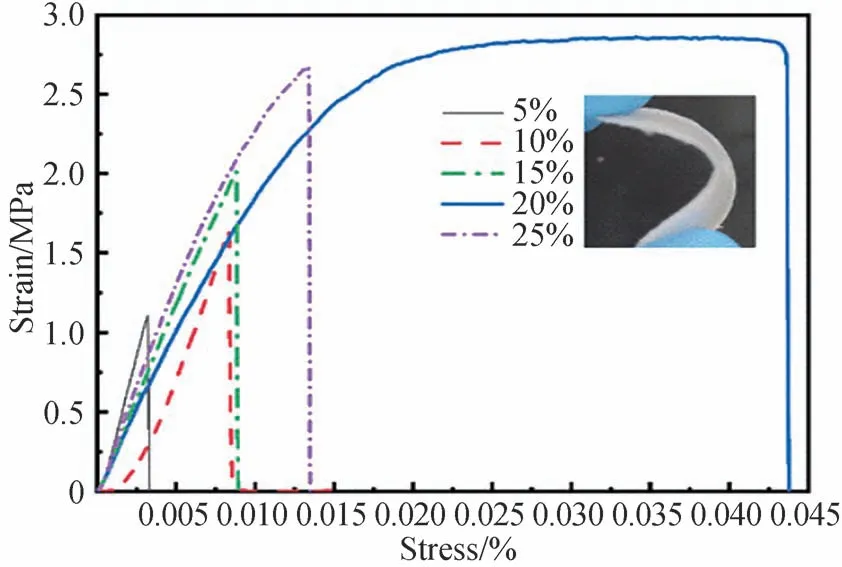
图14 不同PVA 用量下复合膜的应力-应变曲线(右上角插图:PVA 用量25%时薄膜的外力作用效果)Fig.14 Effect of PVA dosage on the light transmission of the composite film (the upper right illustration shows the effect of 25% PVA film under external force)
用紫外-可见-近红外分光光度计对不同PVA 用量下复合膜的透光性进行表征,绘制出透光率曲线图,如图15 所示。图中不难看出,复合膜的透光率在72%~86%之间,透明度较高;另外,当PVA 的用量为5%和10%时,薄膜的反射峰相近,在550 nm 附近;随着PVA 用量的增加(15%~25%),其反射峰值出现较大的红移,可能由于当PVA 用量较小时,PVA 插在CNC 结构的空隙中,对CNC 的螺距影响较小,当PVA 用量较大时,除插在空隙的部分外,过量的PVA 会在CNC 的层状结构间,导致螺距增大,结构色红移。
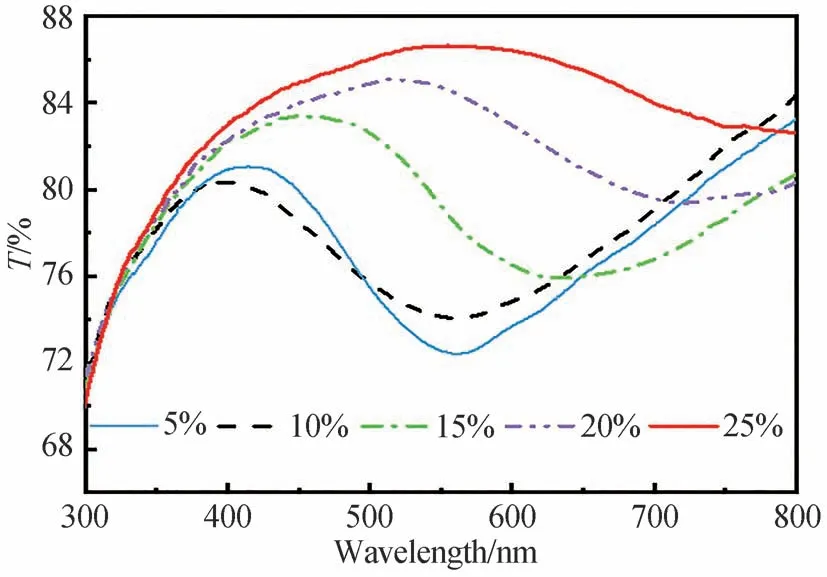
图15 PVA 用量对复合膜透光率的影响Fig.15 Effect of PVA dosage on the light transmission of the composite film
3 结论
本文将自制粒径呈多分散分布的SiO2与商品CNC 水分散液以不同比例共混,采用浇注自组装方式制备具有双重光学特性的SiO2/CNC 复合薄膜,探究了分散剂PVP 和成膜剂PVA 对复合膜的影响。研究发现,随着PVP 和PVA 用量的增加,在自然光下薄膜的CNC 结构色红移直至消失,在点光源下薄膜的SiO2虹彩色先增强后红移。此外PVP 用量的增加会导致柔韧性变差,而PVA 用量越高,薄膜成膜性和表面平整度越好,透光率增大,塑性增加。当0.3%(w/w)SiO2水分散液与2%(w/w)CNC 水分散液二者质量比为4∶1 时,PVP 用量2.4%可使薄膜保持最佳的点光源激发虹彩特性,此时薄膜中CNC 结构色无法用肉眼观察。调控SiO2与CNC 溶液质量比为1∶4 时,PVP 用量1.2%可使薄膜同时具备点光源激发SiO2虹彩色和自然光下CNC 结构色,PVP 用量0.6%时,PVA 用量20%可使薄膜具有较好成膜性能的同时呈现双重光学特性。薄膜的双重光学特性拓宽了其在光学防伪、光学加密和装饰等领域的应用。
