275/80R22.5 18PR 全钢载重子午线公制轮胎的设计
2023-10-06罗花娟杨思凯宋倩
罗花娟,杨思凯,宋倩
(陕西延长石油集团橡胶有限公司,陕西 西安 710000)
近年来,随着我国经济的快速发展,在汽车运输行业国家出台了越来越严格的治超治限法规,无论是长途物流运输,还是工厂、港口以及基础设施建设等短途运输行业的车型也发生了较大的变化,主要由传统的两轴车型转变为载重量大的多轴车型,随之,与车辆相匹配的轮胎规格也发生了改变,由原来的英制系列轮胎转化为公制系列轮胎,公制轮胎越来越普及,市场需求量不断增大,同时客户对这种无内公制胎的速度、载荷能力、节油经济性等要求也越来越高。为适应市场,满足客户需求,结合公司产品现状,我司相继开发了275/80R22.5、295/80R22.5、315/80R22.5 等公制系列轮胎。现以275/80R22.5 为例,现就该轮胎的设计情况介绍如下。
1 技术要求
根据GB/T 2977—2016《载重汽车轮胎规格、尺寸、气压与负荷》要求,确定275/80R22.5 18PR 全钢载重子午线公制轮胎技术参数为:标准轮辋8.25,新胎充气外直径为(D) 1 012 mm(999~1 025)mm,新胎充气断面宽为(B)276 mm(265~287)mm,标准充气压力900 kPa,单胎标准负荷3 250 kg,负荷指数149(单胎)/146(双胎),最高速度120 km/h。
2 结构设计
2.1 外直径(D)和断面宽(B)
全钢子午线轮胎由于受冠部钢丝带束层的箍紧作用,带束层刚性较大,因此外直径变化不大,一般增大1~3 mm。通过借鉴我司类似产品的设计经验,以及考虑该规格轮胎的实际使用条件,适当增大D 和B提高轮胎的载荷能力,本设计D′/D 取1.005 6,B′/B取0.935 8,由此得出模具外直径(D)和断面宽(B)的取值分别为1 014 mm 和288 mm。
2.2 行驶面宽度(b)和行驶面弧度高(h)
针对低扁平的80 系列轮胎,外直径相对较小,b和h 的设计对成品轮胎的接地印痕影响较大。本设计轮胎对耐磨性有较高的要求,根据以往的设计经验,适当增大b,减小h,最终b 和h 分别取225 mm 和8.0 mm。
2.3 胎圈着合直径(d)和着合宽度(C)
d的取值主要是依据标准轮辋的名义直径,对于无内胎设计时,在保证轮辋结合部位气密性良好的同时还要考虑轮胎装卸、胎圈安全性等问题,因此,需采用适当的过盈配合,根据该轮胎的标准轮辋,结合以往经验,本设计d取569.5 mm。
C的取值主要是依据标准轮辋的宽度,但由于在实际使用中,同一条轮胎需要和不同的轮辋匹配使用,考虑到该轮胎的使用条件,结合我司的胎圈设计规范,本设计C值在标准轮辋宽度的基础上放大25.4 mm,即C取235 mm。
2.4 断面水平轴位置(H1/H2)
断面水平轴位于断面最宽点,断面水平轴设计的合理性直接影响成品胎的性能,断面水平轴偏向冠部,导致肩部变形过大,容易产生肩空、花纹沟裂等问题。水平轴偏向圈部,导致胎圈部位受力及变形增大,温升较快,胎圈的故障率就会增加,因此断面水平轴的位置选择非常关键。本设计合理选取轮胎的水平轴位置H1/H2=0.984。轮胎断面轮廓图如图1 所示:
2.5 胎面花纹
胎面花纹设计直接影响轮胎的牵引力、耐磨性、噪声、滚阻等使用性能和使用寿命。本规格轮胎针对中长途全轮位设计,胎面花纹由4 条直线形纵沟和横向细沟槽组合而成,采用三种不等节距设计,花纹深度16 mm,花纹节距数54,花纹饱和度78.5%,花纹沟宽度设计合理,轮胎滚动阻力小,肩部花纹沟底采用曲折及沟底倒全圆弧设计,可以有效防止肩部应力过大,出现花纹沟裂的问题。胎面花纹展开图如图2所示:
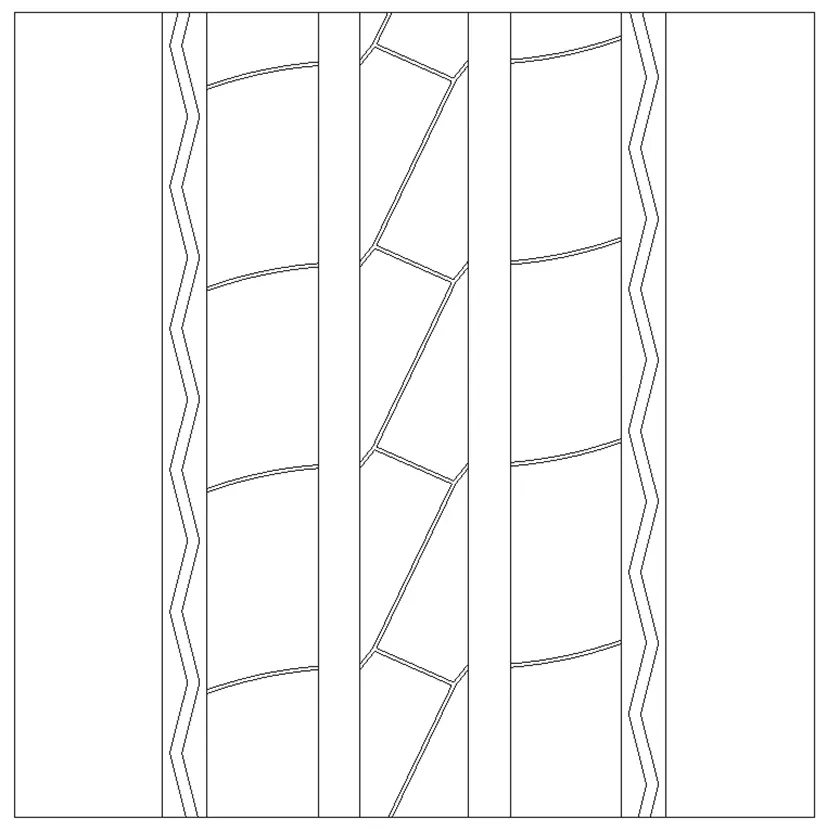
图2 胎面花纹展开图
3 施工设计
3.1 复合挤出部件
根据275/80R22.5 18PR 轮胎实际使用条件,胎面采用胎冠胶、翼胶、底皮胶片结构,胎冠胶采用天然橡胶和超高结构炭黑的耐磨配方,翼胶采用公司现有的低生热、撕裂强度高的配方,有效保证轮胎的耐久性能,底皮胶片保证了从胎面到带束层的粘性过渡。胎肩垫胶采用低生热配方,防止带束层端点脱层,提升轮胎的耐久性能。
3.2 胎体
胎体对保持轮胎原有设计的尺寸大小起着十分重要的作用,同时也影响成品胎的操纵性和牵引性。本设计根据产品使用条件,以及客户对轮胎重量的要求,选用单丝直径小、耐疲劳性较强、弯曲刚度较大的超高强度钢丝帘线,钢丝帘线规格为 3×0.24/9×0.225CCST,钢丝帘布压延工艺稳定,质量可靠,压延厚度为2.0 mm,通过计算,胎体安全倍数为8.0,符合设计要求。
3.3 带束层
带束层作为轮胎的重要部件,在负荷下承受应力约为60% ~70%,其刚性直接影响着轮胎的强度、充气时轮胎的形状大小和使用性能。带束层的刚性由钢丝帘布的种类、角度、宽度、厚度、长度及整体带束层结构等参数所决定。本设计冠部采用四层带束层结构, 1#带束层主要是为了保证胎体和冠部之间的受力过渡,采用伸张小的3×0.20 +6×0.35HT 钢丝帘线,角度在45°~50° 之间,2#带束层采用4+3×0.35ST 超高强钢丝帘线、角度在15°~23° 之间,宽度为行驶面宽度的82%,3#带束层使用与2#相同的钢丝帘线,角度在15°~23 之间°,且2#、3#带束层均采用胶片包边的形式, 4#带束层采用高伸长5×0.35HI 钢丝帘线,角度在15°~23° 之间,通过计算,带束层的安全倍数为7,符合设计要求。
3.4 胎圈
胎圈设计合理与否直接影响着轮胎胎圈部位的质量,考虑到市场对该轮胎胎圈承载性能的需求,钢丝圈采用通用型1.65HT 高强度胎圈钢丝,覆胶后的钢丝圈直径为1.8 mm,钢丝圈断面形状为六角形,排列方式为8-9-10-9-8-7,6 层,共51 根,缠绕直径为572.3 mm,通过计算,钢丝圈安全倍数为7,符合设计要求。此外,为进一步提高胎圈整体刚性,采用软硬胶结合的复合胶芯,实现胎圈到胎侧刚性平稳的过渡,同时,使用钢丝子口加强层,降低了因应力集中导致的子口裂、子口爆等病象。
3.5 成型及硫化
本规格采用天津赛象科技有限公司三鼓一次法机械鼓成型机成型,根据材料分布图,确定成型鼓直径为571 mm,成型机头宽度为660 mm,辅鼓贴合直径为528 mm。为保证轮胎的动平衡和均匀性,各个半部件接头按照现有的分散方式均匀分布,胶部件接头采用坡接的形式,对齐、压实、钢丝部件采用对接的方式,保证接头部位对齐,压实,生产工艺稳定。
轮胎的质量取决于硫化程度的高低。该轮胎通过硫化测温的方式,确定最佳硫化条件,硫化条件为:动力水压力(2.0~2.3)MPa,模套温度(154±2)℃,热板温度(148±2)℃,热水循环压力(2.4±0.1)MPa,热水循环温度(170±2)℃,总硫化时间45 min。此外,采用定点硫化的方式,保证了成品轮胎外观质量良好和内部材料分布均匀。
4 成品性能
4.1 外缘尺寸
按照GB/T521—2012《轮胎外缘尺寸测量方法》进行轮胎外缘尺寸测量。结果表明:在标准轮辋8.25和标准气压900 kPa 下,新胎充气外直径为1 019 mm,新胎充气断面宽为270 mm,均满足国家标准要求。
4.2 强度性能
按照GB/T4501—2016《载重汽车轮胎性能室内试验方法》进行强度性能测试,测试条件为:充气压力900 kPa,压头直径38 mm。试验数据表明: 1~4点未压穿冠部,破坏能均达到强度标准,第5 点已压穿轮胎冠部,破坏能为3 371 J,为标准规定值153%,满足国家标准要求。成品胎强度性能测试结果如表1所示:
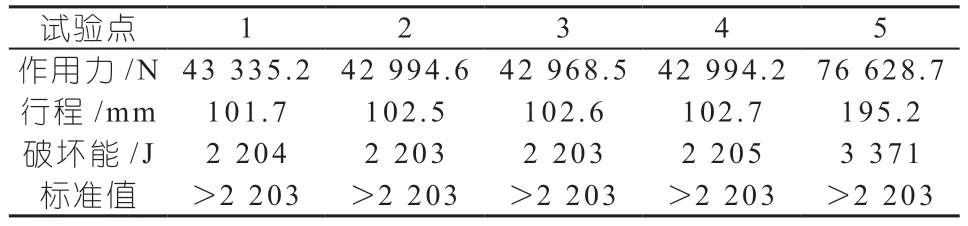
表1 成品轮胎强度性能测试结果
4.3 耐久性能
按照我司内控试验标准进行测试,成品轮胎耐久性试验程序及结果如表2 所示:
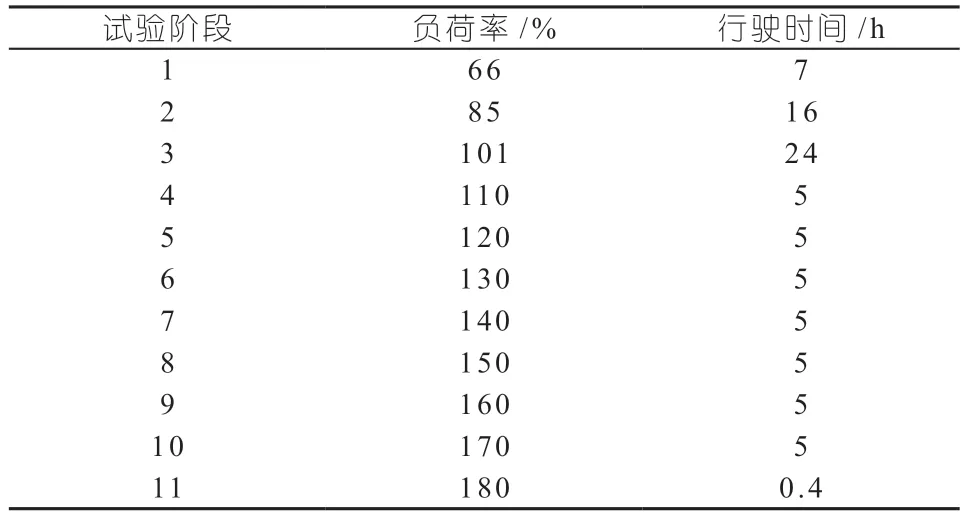
表2 成品轮胎耐久性能试验结果
从表2 的试验结果可以看出,试验结束时轮胎累计行驶时间为82 h 24 min,(内控标准≥57 h))耐久性能达到内控标准要求。
4.4 胎圈耐久性能
按照企业内控的试验标准,在进行胎圈耐久试验之前,打磨掉轮胎胎面花纹部分。试验条件:充气压力700 kPa, 负荷 6 500 kg,速度50 km/h,该成品轮胎的累计行驶时间为134 h,损坏病象为子口裂。结果表明:该成品轮胎的胎圈耐久性能达到我司内控标准75 h,符合设计要求。
4.5 接地印痕
按照我司内控标准进行印痕测试,试验条件为:充气压力900 kPa,负荷3 250 kg,轮胎接地印痕压测试结果如图3 所示。从图3 中可以看出,该成品胎的接地印痕形状呈矩形,矩形率为0.989 3,且压力分布均匀,符合设计要求。经后期投放市场的路试跟踪,客户反馈耐磨性很好,满足了市场要求。

图3 轮胎接地印痕图
5 结论
275/80R22.5-18PR 全钢载重子午线公制轮胎的成品胎外缘尺寸和强度性能均满足国家标准要求,常规耐久、胎圈耐久、接地印痕达到公司内控标准要求。轮胎生产过程中工艺稳定,成品胎合格率高于公司指标。成品胎经市场使用反馈,承载性和耐久性能良好,综合行驶里程高,客户认可度高,为公司创造了良好的经济效益和社会效益。
