制备高质量螺旋光纤的四电极宽恒温区特性研究
2023-09-27王剑马超王东辉王洪业苑立波
王剑, 马超, 王东辉, 王洪业, 苑立波*
(1.桂林电子科技大学 光电工程学院,广西 桂林 541004;2.哈尔滨工程大学 纤维集成光学教育部重点实验室,黑龙江 哈尔滨 150001)
1 引 言
螺旋光纤器件及其制备方法日益受到人们的重视,例如,螺旋长周期光纤光栅(Helical Long Period Fiber Grating, HLPFG)[1]、螺旋形表面等离子共振光纤传感器[2]、基于干涉特性的螺旋形光纤传感器[3]。螺旋光纤器件不仅有着传统光纤器件抗电磁干扰、尺寸小、重量轻、耐腐蚀等特点,且其螺旋特性使其具有许多常规光纤器件不能实现的功能,在传感器、光纤偏振器和滤波器等方面的应用潜力巨大[4-6]。
螺旋光纤器件,通常是对已拉制好的光纤经二次加工制备而成,主要方法为二种。第一种方法是用热源加热并扭曲光纤形成螺旋结构,如二氧化碳激光制备[7-9]、氢氧火焰加热制备[10-12]、电弧放电制备[13-17]。该方法制备的螺旋光纤器件是光纤传感领域的常用方法。第二种方法是利用飞秒激光器或二氧化碳激光器直接改变光纤结构形成螺旋光纤器件[18]。
相较于其他制备螺旋光纤器件的方法,电弧放电的制备方法灵活简单。但传统的二电极电弧放电制备螺旋光纤器件时,所产生的恒温区较窄,不利于螺旋结构的应力释放与软化。导致螺旋光纤器件样品的插入损耗与透射光谱波动相对较大,器件性能较差。
针对传统二电极电弧放电存在的问题,本文开展了基于四电极电弧放电的宽恒温区等离子热熔扭转加工系统的研究,文献[19]叙述了该系统温度场的形成方法。为更好了解相关参数对四电极电弧温度场的影响,对四电极电弧的温度场进行了仿真。相关仿真及实验结果表明,该系统形成的恒温区较宽,宽的恒温区不仅有利于光纤应力的释放与软化,同时减少了光纤偏移带来的影响。本文首先以HLPFG为例,采用研制的加工系统制备了不同光纤与相同光纤下不同螺距的HLPFG,以此对研制系统的性能进行评估。接着为更进一步验证所研系统的性能,用不同光纤分别制备了不同周期的螺旋光纤结构。不同验证方法的结果显示加工得到的螺旋光纤结构质量较高。
2 四电极电弧加热光纤方法
本文提出的四电极电弧放电加热光纤结构框图如图1所示,各电极轴线及待加工光纤轴线位于同一平面,电极A,A′,B,B′的尖端顶点连线为矩形,轴线C为该矩形的轴线。电极A与电极A′的距离定义为Dx,电极A与电极B′的距离定义为Dy,电极A的轴线与电极A′的轴线及电极B′的轴线与电极B的轴线关于矩形的一轴线对称,电极A的轴线与电极B′的轴线及电极A′的轴线与电极B的轴线关于矩形的另一轴线对称,各电极轴线与轴线C的夹角θ为锐角,被加工的光纤处于轴线C上。当四电极进行电弧放电时,四电极电弧形成的宽恒温区既可对光纤进行加热。

图1 四电极电弧加热光纤结构框图Fig.1 Four electrode arc heating fiber structure block diagramr
3 四电极电弧温度场
3.1 四电极电弧温度场仿真
四电极形成的电弧可用磁流体动力学模型方程组来描述,电弧是关于层流、流体传热、电流和磁场四个物理场相互耦合的一个复杂过程,通过它们的相互耦合,建立四电极电弧仿真模型,该模型由质量守恒方程、动量守恒方程、能量守恒方程等组成[20-21]。
质量守恒方程[22]:
动量守恒方程[22]:
能量守恒方程[22]:
式(1)~式(3)中:ρ为气体密度;V为速度场矢量;t为时间;Ff为体积力的体密度;p为压力;λf,μf为流体的膨胀黏性系数;S为变形速率张量;J×B为电磁力;μ′f为流体的膨胀黏性系数;εf为介质的内能;Φ为耗散函数;T为温度;σ为电导率,是关于温度T的函数,并非定值;J为电流密度;λT为热传导系数。
电弧气体的材料参数、电流密度J、电场E以及磁场B的分布情况,可通过气体状态方程、电流守恒方程带入磁流体动力学控制方程中进行数值求解。
为了更好了解相关参数对四电极电弧形成温度场的影响,基于以上理论进行了仿真。为了降低模型复杂程度及减少仿真时间,本文使用二维模型对四电极电弧放电温度场进行了有限元仿真。为了提高仿真的收敛性,在仿真的过程中引入一些假设:
(1)不考虑电弧的起始产生过程;
(2)假设求解的电弧等离子体为平衡等离子体,即其满足局部热力学平衡状态;
(3)假定电弧等离子体是轴对称的,受电磁力影响所产生的电弧等离子体的流动为层流;
(4)等离子的密度、电导率、导热系数、恒压热容、动力黏度系数仅为温度的函数;
(5)在仿真中忽略电弧对触头烧蚀以及近极区鞘层的影响;
(6)假设电弧等离子体为稳定的、无旋的、不可压缩的理想流体;
(7)计算区域的边界面假定为热绝缘。
以图1中各电极的尖端顶点连线构成矩形的中点温度为基准,定义矩形中点为原点O,电极A与电极B′连线方向上为y轴,电极A端为y轴的正向端,电极A与电极A′连线方向上为x轴,电极A′端为x轴的正向端,电极A与电极A′的距离定义为Dx,电极A与电极B′的距离定义为Dy,从原点O出发,当四周温度相对原点O变化最大100 ℃时,取此时x轴与y轴坐标的2倍分别作为在x轴与y轴方向上的恒温加热距离,分别记作Sx,Sy,定义Sx与Sy的乘积为恒温区面积S,原点的温度定义为T。本节后续仿真基于四电极电弧光纤加热原理与实际情况选取相应参数及其范围。
以夹角θ为变量,对温度场进行仿真,夹角θ分别设置为10°,12.5°,15°,17.5°,20°,22.5°,25°,27.5°,距离Dx为3 mm,距离Dy为2 mm,电压15 kV,电阻175 Ω,仿真结果如图2。

图2 夹角θ对温度场的影响Fig.2 Influence of included Angleθon temperature field
在图2(a)中,面积S在夹角θ为15°前呈递增趋势,随后随着夹角θ的增大,面积S变化不大,在6 mm2左右变化;图2(b)中,Sx在夹角θ为15°前呈递增趋势,随后随着夹角θ的增大,Sx变化不大,在3 mm左右变化。从图中可知,夹角θ的变化对Sx影响不大;在图2(c)中,考虑实际光纤加工情况,y轴的坐标最大只能取1 mm,所以Sy一直保持为1 mm,不随夹角θ的变化而变化;图2(d)表示了温度T随着夹角θ的增大,单调递减,不利于温度的提高。
以距离Dx为变量,对温度场进行仿真,距离Dx分别设置为1.5 mm,2 mm,2.5 mm,3 mm,3.5 mm,4 mm,4.5 mm,5 mm,夹角θ为20°,距离Dy为2 mm,电压15 kV,电阻175 Ω,仿真结果如图3。

图3 距离Dx对温度场的影响Fig.3 Influence of distance Dx on temperature field
在图3(a)与图3(b)中,随着距离Dx的增大,面积S与Sx都呈单调递增趋势,且增大明显;在图3(c)中,考虑实际光纤加工情况,y轴的坐标最大只能取1 mm,所以Sy一直保持为1mm,不随距离Dx的变化而变化;图3(d)表示了温度T随着距离Dx的增大,单调递减,不利于温度的提高。
在图4(a)中,面积S在随着距离Dy的增大单调递增,且增大明显;图4(b)中,Sx随着距离Dy的增大,单调递增,相对于图3(b),Sx增大较小;在图4(c)中,Sy随着距离Dy的增大,单调递增,图4(d)表示了温度T随着距离Dy的增大,单调递减。
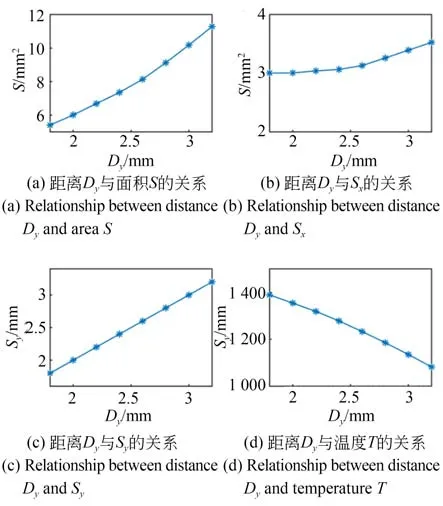
图4 距离Dy对温度场的影响Fig.4 Influence of distance Dy on temperature field
以距离Dy为变量,对温度场进行仿真,距离Dy分别设置为1.8 mm,2 mm,2.2 mm,2.4 mm,2.6 mm,2.8 mm,3 mm,3.2 mm,夹角θ为20°,距离Dx为3mm,电压15 kV,电阻175 Ω,仿真结果如图4。
以高压交流电源的峰值电压v为变量,对温度场进行仿真,电压V分别设置为11 kV,12 kV,13 kV,14 kV,15 kV,16 kV,17 kV,18 kV,夹角θ为20°,距离Dx为3 mm,距离Dy为2 mm,电阻175 Ω,仿真结果如图5。
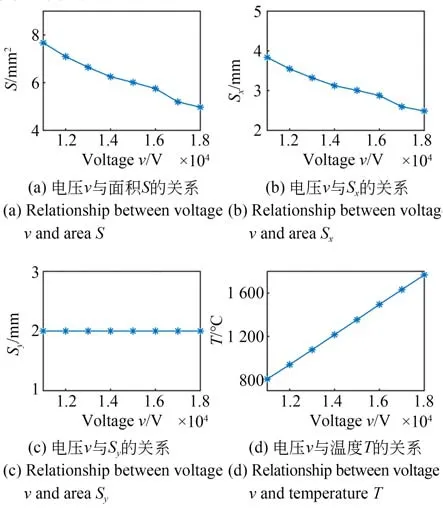
图5 电压v对温度场的影响Fig.5 Effect of voltage v on temperature field
在图5(a)与图5(b)中,随着电压v的增大,面积S与Sx都呈单调递减趋势,但相对图3(a)与图3(b)变化不大;在图5(c)中,考虑实际光纤加工情况,y轴的坐标最大只能取1 mm,所以Sy一直为1 mm,不随电压v的变化而变化;图5(d)表示了温度T随着电压v的增大,单调递增。
为了增大光纤的恒温加热长度,需Sx的长度长尽可能长,由仿真可知,影响Sx长度的因素主要取决于距离Dx,在一定条件下,距离Dx越长,Sx的长度越长。图3与图4表明,随着夹角θ与距离Dy的增大,温度T单调递减,但Sx变化不大,在所需的加工温度范围,过大的夹角θ与距离Dy,不利于Sx的增大。由图5可知,虽然可通过增加电压提高温度T的温度,但这也给装置带来更高的成本。综合考虑四电级棒光纤加工装置中所使用的高压包峰值放电电压、电弧的稳定性、固定电级棒的底座尺寸、装置安装、电极之间距离过近,造成的不希望放电回路、所需的恒温场及温度范围、成本,四电极电弧放电的宽恒温区等离子热熔扭转加工系统选取的电极轴线与横轴C的夹角θ为20°,距离Dx为3 mm,距离Dy为2 mm,高压包峰值电压为15 kV,放电峰值电压可调。
根据上述系统的相关参数,电阻设置为175 Ω,仿真得到的温度场如图6。
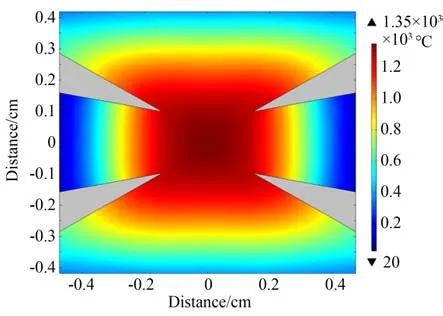
图6 四电极电弧放电形成的温度场分布Fig.6 Temperature distribution of four electrode rod arc discharge
由图6可得,恒温区面积S为7.05 mm2,恒温区面积S对应的x轴坐标为1.84 mm,恒温区面积S对应的y轴坐标为1 mm,这将使得光纤恒温加热的长度达到3.68 mm,同时随着恒温区的扩大,光纤在能在较宽恒温区范围内,y轴方向上存在正负1 mm以内的偏移时,对螺旋光纤光栅的制备基本不受影响,这使得四电极电弧放电螺旋光纤加工装置实现上变得更加容易。
3.2 四电极电弧温度测试
根据以上得到的四电极参数,搭建四电极电弧放电的宽恒温区等离子热熔扭转加工系统,电极的位置及角度,通过CCD及尺子进行调节。图7为四电极电弧放电形成的电弧分区图,将其分成3个区,分别为离子产生区、离子流经区、辐射热区,其中辐射热区为光纤的加热区。图中,上面的电极对形成一组电弧放电路径,下面的电极对形成另一组电弧放电路径。由于电弧放电时阳极与阴极斑点大小不同,阳极斑点小,而阴极斑点大,所以上面与下面电极棒尖端处较亮的一端为电极棒的阴极,对应的另一端则为电极棒的阳极。

图7 四电极电弧分区图Fig.7 Four electrode rod fiber heating and its temperature
从图8中可知,在测试电压下,最高温度在1 050 ℃上下50 ℃内波动。结合四电极相关尺寸,由图8(a)、图8(b)可知,此时光纤的恒温加热长度约为2.12 mm。

图8 四电极光纤加热及其温度Fig.8 Four electrode rod fiber heating and its temperature
4 四电极电弧放电的宽恒温区等离子热熔扭转加工系统及应用结果
4.1 四电极电弧放电的宽恒温区等离子热熔扭转加工系统
四电极电弧放电的宽恒温区等离子热熔扭转加工系统如图9所示。
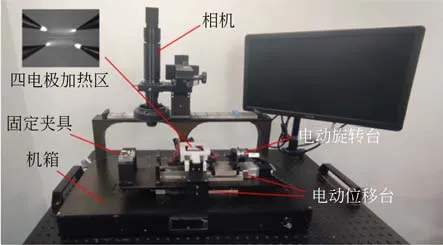
图9 四电极电弧放电的宽恒温区等离子热熔扭转加工系统Fig.9 Plasma hot melt torsional processing system with wide constant temperature zone for arc discharge with four electrodes
其主要包括电动位移台、四电极、固定夹具、电动旋转台和相机。一台电动位移台上的夹具采用固定的形式,另一台电动位移台上的夹具置于电动旋转台上,并同电动旋转台上的旋转电机一同旋转。待加工的光纤固定于两个夹具上。四电极电弧放电宽恒温区等离子热熔旋钮加工系统中光纤V型槽加工精度为5 μm,其他零件加工精度为50 μm。制备螺旋光纤器件时,通过控制电动旋转电机的旋转速度,电动位移台的位移速度,四电极电弧放电的温度场温度,可以实现光纤的螺旋加工。整个平台由计算机通过编写的程序进行控制。四电极上方的相机用于观察光纤加工过程及用来调整四电极的位置。
4.2 应用结果
为说明加工系统的性能,用不同光纤的HLPFG透射光谱与相同光纤的不同周期HLPFG透射光谱进行了实验验证。首先是对三种不同的光纤进行实验,只是出于考虑不同光纤的制备效果,周期没有特定的进行选取。为了更好地说明论文研制系统的性能,在前述实验的基础上,对康宁单模光纤HLPFG的不同周期进行了验证。
图10为HLPFG,它具有沿轴向周期性螺旋折射率调制的特性,图中标注了HLPFG的纤芯、包层和螺距。实验中,采用不同的光纤验证四电极电弧放电宽恒温区等离子热熔扭转加工系统的性能,所用光纤分别为长飞单模光纤、康宁单模光纤、三角芯光纤,采用显微镜与折射率测试仪对它们的端面与折射率进行测量,折射率测量所用的光波长为532 nm,得到的光纤截面图与三维折射率轮廓图如图11。

图10 螺旋长周期光纤光栅Fig.10 Helical long period fiber grating

图11 光纤截面图与三维折射率轮廓图Fig.11 Fiber cross section and 3D refractive index profile
从图12(a)、图12(b)、图12(c)可知,不同光纤与不同周期下制备的HLPFG的插入损耗较低,图12(d)中,在波长1.21~1.3 μm,等间隔取10个数据点,周期750 μm的长飞单模光纤HLPFG的透射光谱的波动最大为0.49 dB,通过计算其平均值为-0.53 dB。周期650 μm的康宁单模光纤HLPFG的透射光谱的波动最大为0.33 dB,通过计算其平均值为-0.38 dB。周期780 μm的三角芯光纤HLPFG的透射光谱的波动最大为0.94 dB,通过计算其平均值为-0.66 dB。

图12 基于四电极电弧系统制备的不同光纤HLPFGFig.12 Different fiber HLPFG fabricated based on a four-electrode arc system
从图13(a)、图13(b)可知,不同周期下制备的HLPFG的插入损耗较低,图13(c)中,在波长1.21~1.3 μm,等间隔取10个数据点,周期550 μm的康宁单模光纤HLPFG的透射光谱的波动最大为0.50 dB,通过计算其平均值为-0.43 dB;周期600 μm的康宁单模光纤HLPFG的透射光谱的波动最大为0.29 dB,通过计算其平均值为-0.19 dB。

图13 基于四电极电弧系统制备的不同周期HLPFGFig.13 HLPFG with different periods fabricated based on four-electrode arc system
表1为前述5个透射光谱得到的结果,由于光源存在细微的波动,这里定义最大值为透射光谱1.3~1.35 μm光强的平均值,最低为整个透射光谱的最小值,差值为两者的差。由表可知,透射光谱中最大值大于-1 dB,最小值小于-23 dB,差值大于22 dB。

表1 测试结果Tab.1 Test result
由不同光纤与不同周期制备的HLPFG可知,四电极电弧放电宽恒温区等离子热熔旋钮加工系统制备的HLPFG插入损耗及透射光谱的波动小,同时得到较好的波谷深度。
为了进一步评价本文提出的四电极电弧放电的宽恒温区等离子热熔扭转加工系统的性能,表2与其他制备方法及其加工得到的HLPFG进行了比较。显然,与其他方法相比,本文提出的四电极电弧放电加工光纤的方法不仅得到的HLPFG光谱最小损耗小于1 dB,而且该加工方法简单灵活、恒温区大、价格便宜。通过比较可知,本文提出的加工方法为实现高质量的螺旋光纤器件提供了一种有效的制备方法。

表2 不同加工方法制备HLPFG比较Tab.2 Comparison of HLPFG prepared by different processing methods
为更充分验证宽恒温区加工系统的性能,进一步的用本文所研制的系统制备了单模光纤、偏芯光纤、偏双芯光纤不同周期的螺旋光纤结构,并用显微镜进行了观察。
从图14可知,螺旋光纤器件的包层边界清晰且平直,无显著的螺纹结构;光纤中央芯无显著的螺旋加工痕迹;光纤偏芯光滑且连续。这都是基于加工系统的宽恒温加热区特点得到的。因为宽的恒温加热区不仅更利于被加工光纤的应力释放与软化,而且减少了加工过程中光纤微振动带来的影响。

图14 不同螺距的三种螺旋光纤样品侧面观察图 (a)单模光纤截面图;(b)周期为450 μm的单模光纤螺旋结构;(c)周期为900 μm的单模光纤螺旋结构;(d)偏芯光纤截面图;(e)周期为450 μm的偏芯光纤螺旋结构;(f)周期为900 μm的偏芯光纤螺旋结构;(g)偏双芯光纤截面图;(h)周期为450 μm的偏双芯光纤螺旋结构;(i)周期为900 μm的偏双芯光纤螺旋结构。Fig.14 Side view of three spiral fiber samples with different pitch (a) Section of single-mode fiber;(b) single-mode fiber helical structure with a period of 450 μm; (c) Single-mode fiber helical structure with a period of 900 μm; (d) Crosssectional diagram of eccentric fiber; (e) eccentric fiber helical structure with a period of 450 μm; (f) eccentric fiber helical structure with a period of 900 μm; (g) partial dual-core fiber section diagram; (h) partial two-core fiber helical structure with a period of 450μ m; (i) partial dual-core fiber helical structure with a period of 900 μm.
上述加工结果带来的好处如下:
(1)包层无显著螺纹结构说明包层形变小,光纤中包层模式传输仅受螺旋纤芯的影响,包层边界不对包层模式产生显著调制;
(2)对于中央纤芯来说,其无显著的螺旋加工痕迹,降低了透射光谱的损耗及波动,论文[14]间接的说明了这点;
(3)对于离轴纤芯来说,纤芯螺旋结构可分解为具有较大曲率半径的稳定扭转结构和较小曲率半径的局部微弯和结构错位。相比于前者,后者的弯曲程度更高且不均匀,是导致纤芯辐射损耗的主要因素[23-24]。而四电极电弧宽恒温区螺旋光纤加工系统加工得到的离轴纤芯螺旋轨迹光滑连续,有效降低纤芯在扭转过程中的局部微弯和结构错位,能显著地降低样品的插入损耗。
总结以上三点,四电极电弧放电的宽恒温区等离子热熔扭转加工系统能能有效提高螺旋光纤器件的质量。
5 结 论
本文为制备高质量的螺旋光纤器件,提出一种四电极电弧光纤加热方法,并研制了四电极电弧放电宽恒温区等离子热熔旋钮加工系统,通过仿真分析了四电极各项参数对光纤加热温区特性的影响,以此为基础,得到了系统四电极参数,并通过仿真与实验验证了四电极形成的宽的恒温区。宽的恒温区不仅有利于光纤应力的释放,同时,减少了光纤偏移带来的影响。最后,首先由不同光纤与相同光纤的不同周期下制备的HLPFG验证了四电极电弧放电宽恒温区等离子热熔旋钮加工系统的性能,实验表明本文提出的系统制备的螺旋光纤器件的插入损耗及透射光谱波动小,同时得到了较好的波谷深度。接着为更进一步验证所研系统的性能,用不同光纤分别制备了不同周期的螺旋光纤结构,结果显示加工得到的螺旋光纤结构质量较高。基于本文提出系统的特点,使得该系统可制备多种高质量螺旋结构的光纤器件,具有广泛的应用前景,如螺旋光纤滤波器、螺旋光纤涡旋光发生器,为高质量螺旋光纤器件的制备,提供了技术支撑。
