装配式住宅建筑预制构件施工技术应用研究
2023-09-27吴国庆马瑜晨
王 鑫,邹 超,吴国庆,马瑜晨
(1.中铁十二局集团建筑安装工程有限公司,太原 030000;2.西安理工大学土木建筑工程学院,西安 710048)
建筑业是国家和地区经济的主导产业,对推动社会经济发展起着核心引领作用[1]。然而,传统现浇式建筑存在耗能大、污染多等问题,给我国环境带来一系列问题。根据研究数据,与装配式建筑相比,传统建筑施工额外产生了约40%的建筑垃圾和温室气体,消耗了32%的资源,此外,其所产生的粉尘对周边地区居民的生产和生活也会造成很大的污染影响。传统的建筑建造方式明显不利于社会的发展,也不利于从长远的可持续发展中获益,而具有节能减排、低碳环保、高效特性的装配式建筑正日益引起人们的重视,对实现可持续发展目标产生十分积极的影响[2]。
装配式建筑的生产施工主要分为3 个过程:预制构件的生产,预制构件厂按照设计单位提供的深化设计图纸和标准化的构件要求来生产所需要的各类预制构件;预制构件的运输,按照预制构件的供应需求,将构件从预制构件厂运输到工程项目施工现场;预制构件的现场装配施工,根据现场施工进度计划和施工安排来进行预制构件的吊装与组装[3]。此外,装配式建筑是实现建筑产品节能减排、清洁生产、绿色环保的可持续生产方式,对于实现“双碳”目标具有重要作用[4]。尽管装配式建筑有着诸多优势,但预制构件需要在工厂标准化生产,并由构件厂统一组织配送,按要求配送至项目所在地后,施工单位组织验收[5]。预制构件的运输、堆放及装配过程稍有不慎,就会使构件损坏,造成退货,甚至导致工程进度延误[6]。
因此,本研究以西安市雁塔区某装配式住宅建筑为研究对象,聚焦装配式建筑的预制构件,全面梳理预制构件的深化设计、生产、运输和现场装配施工过程中的施工技术和工艺流程,旨在为装配式住宅建筑预制构件的生产和施工提供标准化的施工工艺和管理流程,同时为同类工程施工提供必要的现实指导和经验借鉴。
1 工程概况
1.1 工程简介
该项目位于陕西省西安市雁塔区,项目为拆迁安置住宅、商业及公建配套等建设工程。总建筑面积为286 787.95 m2,结构形式为框架、剪力墙结构,装配率施工达到35%要求,项目共涉及13 栋高层住宅楼。
1.2 设计概况
本工程采用预制叠合板和预制楼梯作为装配式构件,如图1 所示。施工计划、预制构件的生产计划和构件的运输计划须相互协调。项目开工前,PC 构件需求计划和运输的有关事项应该提前协商完毕。

图1 预制叠合板及预制楼梯
1.3 预制构件需求统计
为了完成本项目装配式住宅建筑群预制构件需求量的统计,首先统计单体楼预制构件数量,按照需要装配的楼层依次统计每种构件类型,得到单栋楼的构件明细表,在此基础上汇总整合,通过对单体楼构件量拓展,同类型的楼层采取相同的构件数量,最终得到群楼的预制构件工程量。根据上述的工程量统计思路,装配式住宅建筑群(1#~13#楼)预制构件的工程量统计见表1。

表1 装配式住宅建筑群(1#~13#楼)预制构件明细
2 装配式住宅建筑施工计划
2.1 施工技术准备
在施工前,由总承包单位组织业主、设计、预制构件厂和监理组成一个预制构件的研究小组。通过制订详细的时间计划,将施工过程中产生的历史数据进行总结、整理与分析,深度剖析预制构件的加工、运输、吊装、安全维护和密封胶施工工艺等方面存在的问题,并进行相应的提升与改进,进而提高施工效率、改善施工质量、节约施工成本。
预制构件的设计:根据项目的结构型式及特征,对不同类型的构件进行深化设计,并提供完整的构件设计图纸。预制构件厂制作和运输所需要的零件到工地,保证各类零件的规格、尺寸和位置。
由于装配式建筑施工的特殊性,在正式动工前,项目管理人员需要对现场施工人员进行适当培训,帮助其深入了解施工过程要点,如构件位置、吊装需求、注意事项等内容,进而保证施工过程安全进行。除此之外,人员素质、现场安全生产模式、安全评价体系等内容也是培训的重点,需要对施工人员进行专门培训。施工正式开始之后,为提高施工质量、保证工程安全,需要安排专人对预制构件吊装过程中产生的问题进行记录与总结,如施工情况的录像及照片、设计及施工问题点的记录、构件重量、吊装环节时间统计吊装持续时间等。
2.2 施工现场准备
为确保施工进度,工程总承包单位需将提前编制详细的构件进场计划报业主、监理审批后发送给预制构件厂,项目部派专人入驻构件厂,对叠合板和预制楼梯的生产进度及质量进行严格管控,一旦发现问题及时处置。此外,一般要求预制构件厂提前生产养护,原则上要求场内备有1 层以上成品,由于施工场地狭小,施工现场不能设置大面积存储场地,因此构件从工厂发货至现场将制定严格的送收货时间,确保及时供货,现场及时卸货,及时吊装。
预制叠合板到达施工现场后,需用专用木方垫平,板与板之间用木方隔离,且叠合板堆放高度一般不超过6 层,预制楼梯堆放高度不超过3 层。场地四周应设置可移动式围挡,吊装时移开,保管时围合,确保预制构件不会受到损坏。
2.3 预制构件吊具选择
预制构件现场吊装过程中,其中叠合板件采用钢丝绳吊装,预制楼梯采用钢丝绳、万向吊环、手动葫芦。主要工具包括缆风绳、撬杠、吊带、钢丝绳吊具、卡环和手动葫芦等,预制构件吊具选择及具体参数见表2。
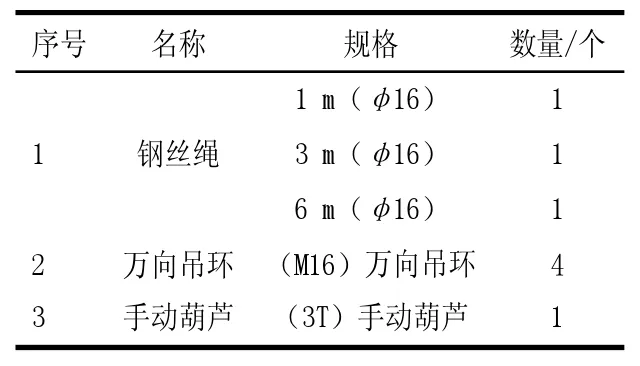
表2 吊具选择及具体参数
2.4 预制构件吊装人员准备
吊装作业队组配备为每组5 人,其中2 名司索工(1 人在地面指挥、1 人在楼层面指挥)、1 名地面挂钩人员和2 名安装人员。
塔吊指挥人员需持证上岗,吊装作业施工前,实施分级交底培训,首先由项目技术总工向主要管理人员和班组长传达方案,之后再由责任工程师向具体的工作人员进行安全技术交底。
3 装配式预制构件生产施工工艺技术
预制构件由预制构件厂负责深化设计、生产、养护、存放和发货配送。预制构件配送至施工现场后,确定构件的安装顺序为:先吊装叠合板、再吊装PC 楼梯。吊装过程中安排木工组设专人进行调平,管理人员复核安装轴线尺寸及标高。叠合板吊装顺序为从楼面右侧向左侧推进,先吊装叠合板,再绑扎梁钢筋。
3.1 预制构件的设计生产
3.1.1 预制构件的设计
一般由设计院根据建设单位的意图,按照现浇的标准和要求进行结构设计。预制构件厂在施工图的基础上进行拆分,将整体建筑拆分成单一构件,在充分协调各个专业之后,确保专业之间无碰撞,即完成图纸的深化设计,深化设计图纸包括预留预埋点位、脱模、吊装点位及结构配筋详图的做法和要求,深化设计图纸可以满足构件加工生产和现场安装的需求,本研究以叠合板深化设计详图为例,深化设计如图2 所示。

图2 叠合板深化设计详图
3.1.2 预制构件的生产
预制构件生产车间按照深化设计的构件尺寸,在移动模台上划线定位并布置模具,随后按照模板清理、涂刷脱模、钢筋笼预埋件的安装、工程机械化浇筑振捣、拉毛处理、养护窑养护和检查存放等的流程生产装配式叠合板,其生产工艺流程如图3 所示。
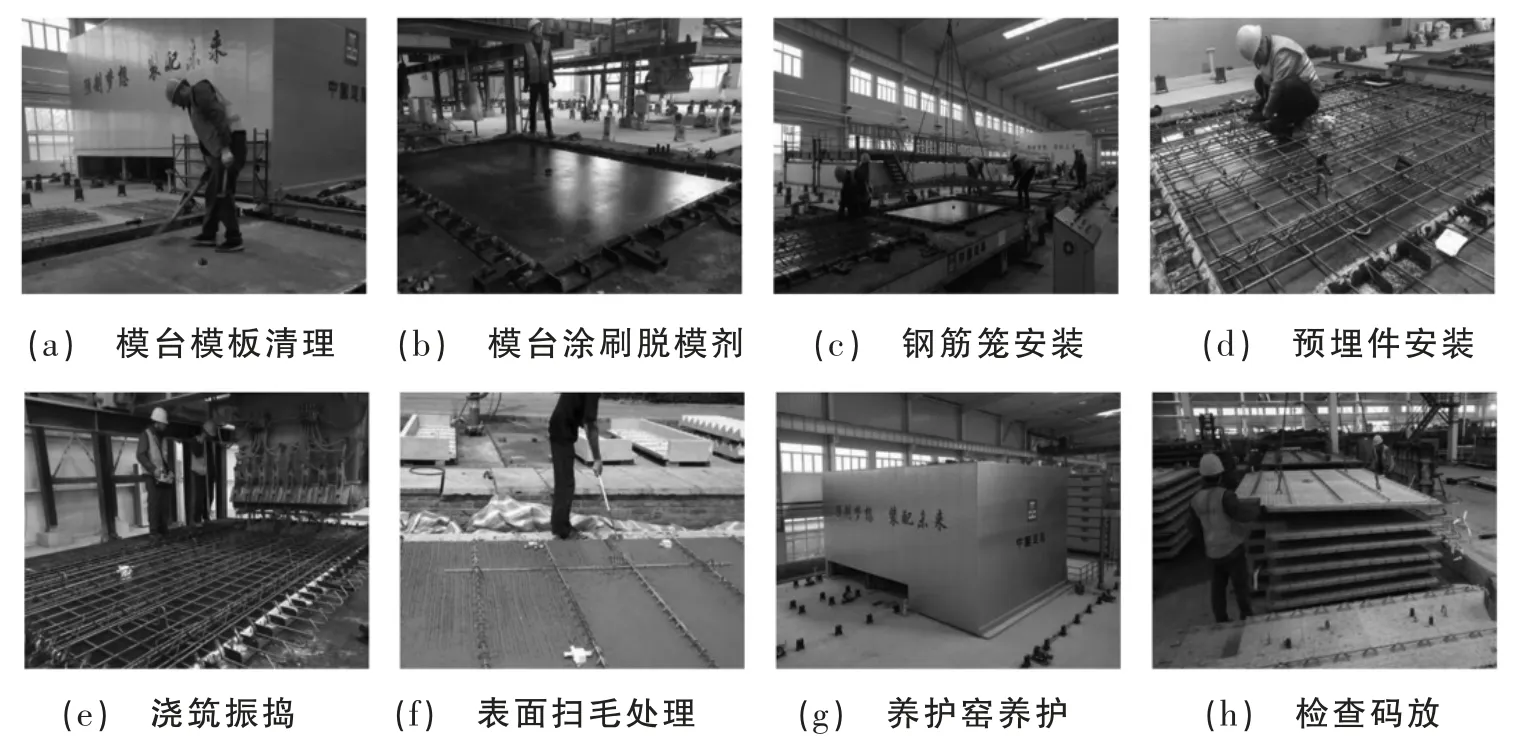
图3 装配式叠合板生产工艺流程
3.2 预制构件的运输
预制构件的运输采用低速平板小车,小车上配有特殊的运行架。当预制构件叠加在一起进行运输时,每一层之间放置一个100 cm×100 cm 的方木垫子,垫子的位置要确保预制构件的受力均匀,并且要在2 个方向对齐的情况下,将预制构件分类叠加在一起。
运输车辆要根据预制构件的种类,设置专用的运输架,或者是一个合理的支撑点,并且要有一个可靠的稳定部件的措施,并且要用钢带将构件紧紧绑在一起,防止构件在运输过程中受到损坏。预制构件运输至工地后,须按照规格和种类,将其放置在各楼层的对应位置,图4 为预制件的运输示意图。

图4 预制构件运输示意图
3.3 预制叠合板吊装
在吊装之前,要在施工周围拉警戒线,并时刻注意周围的安全情况,要对吊点的位置进行检查,确定板的就位方向;此外,还要对预制构件的完整性进行检查,排除钢筋等就位的阻碍。当构件起吊时,首先要进行试吊,试吊的高度要达到20 cm。在试吊的过程中,要对吊钩与构件、吊钩与钢丝绳的连接进行检验,并对构件有没有裂缝进行检查,确定所有的连接都符合要求后,才能进行正式的吊装,叠合板吊装的施工工艺如图5 所示。
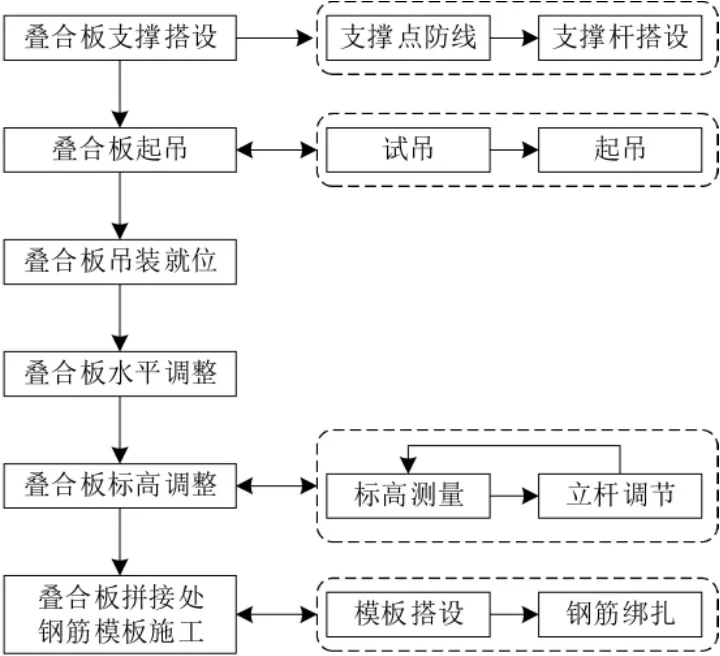
图5 叠合板吊装施工工艺
3.3.1 叠合板起吊
根据叠合板吊装顺序在地面找到需吊装的叠合板,根据图纸确定叠合板的安装方向,用长度1.5 m 的塑料绳绑扎在叠合板一个角的外伸筋上作为标记,方便楼层上吊装人员确定楼板铺设方向。
在叠合板不使用平衡梁的情况下,吊绳与板面之间的角度不得小于60°。在起吊之前,要首先进行试吊,试吊的起吊高度为200~300 mm,重点检查钢丝绳、吊钩的受力情况,使叠合板保持水平状态,随后再将预制构件起吊至指定的施工作业层上空。
3.3.2 叠合板吊装就位
用塔式起重机将层压板吊起到精确位置的1.5 m处,然后由工作人员按照标出的方向对层压板进行定位。在就位时,叠合板要自上而下,在离工作楼层20 cm 的地方稍作停留,装配施工人员用双手托住地板,调节地板的方向,让地板的边缘和梁柱的定位线对齐,防止地板上的外伸筋和梁柱的钢筋发生碰撞,在放地板的时候,要停稳慢放,严禁快速猛放,以免受到太大的冲击而导致地板开裂。
在吊装前沿墙、梁模板上口粘满双面胶带,双面胶与墙、梁模板上口粘牢固,与叠合板接触的胶条封纸不要撕掉,避免撕掉后双面胶拆模后会站在叠合板上极难清理。
3.3.3 叠合板标高调整
叠合板安装完后进行标高校核,采用红外线水平仪检查叠合板底部标高,并调整在平板下方的独立支撑。其后,检查叠合板和下部支撑筋,对于没有顶到的支撑,需要及时调整支撑筋的高度。为保证工程质量,需要将下部支撑筋全部顶在板体上,与顶托标高保持一致。
3.3.4 叠合板拼缝处支模
在叠合板安装完成后,如图6 所示需对叠合板拼接位置展开模板支设,确保安全、稳定、牢固。

图6 叠合板拼缝处支模
3.4 预制楼梯的吊装
在本工程中,预制楼梯的吊装采用了预留钢筋+注浆的方法。由于采用铝合金模板施工,并且墙柱梁板混凝土采用一次浇筑的方式,因此,预制楼梯安装层比施工层要少一层,预制楼梯吊装施工工艺如图7 所示。

图7 叠合板吊装施工工艺
预制构件楼梯板的吊装方式是:通过吊耳和安装在楼梯板上的吊装用螺丝固定在一起,采用水平吊装的方式。在吊装之前,要对卡环进行检查,确保安全可靠后,才能慢慢地进行吊装。
待楼梯板吊装至工作面500 mm 的时候,稍作停顿,以楼梯板的方向为依据进行调整,构件就位时,要慢慢地进行,不能太快地猛放,否则会导致楼梯板出现震折和损坏。阶梯板基本安装到位后,按照控制线图,采用撬棒进行微调,对其进行矫正。
在阶梯部分修正完成后,将阶梯部分的垫块与结构垫块焊接在一起。经过焊接使楼梯板固定之后,在预制楼梯板与休息平台连接处,使用M10(水泥、河砂、水)水泥砂浆料进行灌浆。图8 显示了搭建预制楼梯的吊运方法。

图8 预制楼梯吊装施工
3.5 预制构件的验收要求
3.5.1 预制构件进场验收
在预制构件出厂之前,每个零件的外部尺寸都要经过抽样检验。检查每个预制构件是否贴上了质量合格证明标贴,预制构件在运输过程中有无损坏。另外,在预制构件进入建筑工地时,现场的相关负责人要对构件的出厂质量证书进行核对,并签署确认。预制构件进场验收按照表3 的有关规定进行。

表3 预制构件进场验收标准
3.5.2 预制构件施工过程验收
预制构件吊装前需对吊装所用的材料,如吊环、钢丝绳、平衡钢梁等的质量进行检查,保证其安全可靠,并记录检查结果。吊装过程中管理人员在旁随时记录,吊装完成后测量的安装允许偏差应符合表4 中的规定。

表4 预制构件施工验收标准
4 结束语
综上所述,装配式建筑颠覆了传统建筑施工的理念,是建筑工业化和建筑施工企业升级转型的重要抓手。为了进一步提高装配建筑式预制构件生产施工质量,规范装配建筑式预制构件生产施工工艺流程。工程项目的各个参与方需要按照要求进行预制构件的深化设计、生产、运输和装配施工,并且严格按照其施工技术和工艺流程执行,从而为施工企业及预制构件厂带来更大经济效益与社会效益。
