基于PLC 的低温熔覆系统设计
2023-09-21贾雨涵薛亚平王韬越马业春
贾雨涵,薛亚平,王韬越,马业春,汤 欣,黄 睿,张 陈
(江苏理工学院 机械工程学院,江苏 常州 213001)
0 引 言
在国内外市场竞争激烈、企业劳动力成本高、生产效率要求不断提高等情况下,国内以传统熔覆为主的焊补方式严重制约国内低温熔覆水平的提升[1],影响装备制造业的产品质量。目前低温熔覆焊材产能达到750 万吨,产率维持在60%左右,但闲置产能逐年下滑。低温熔覆钢材出口量的增长能够有效分流国内低温熔覆钢材的部分产能,但与目前国内低温熔覆设备产能相比,焊材产能过剩的形势依然严峻,同时国内低温熔覆加工工艺与发达国家相比还有不小的差距[2]。在低温熔覆加工过程中,会遇到不同部位低温熔覆焊接的问题,不仅影响生产效率,而且导致低温熔覆的品质不佳[3-4]。若能将材料利用率提高到发达国家水平,每年将节省钢材3 500 万吨。根据“十四五”规划和2035 年远景目标纲要决议相关内容[5],以人工焊补为主导工艺的中国企业已将焊接自动化列为企业五年技术改造的重点目标,即使不考虑新增产能的影响,仅对中国企业现有产能的低温熔覆设备进行技术改造升级,也将产生巨大的低温熔覆自动化设备需求。低温熔覆自动化设备的技术水平是国家科技水平的重要体现,决定了国家重大核心技术水平[6]。为了适应现代化加工制造需求,设计出一种低温熔覆精度和效率较高的自动化低温熔覆系统显得尤为重要[7]。
1 系统总体设计
1.1 控制要求
用于安装固定滑轨的传送主体拥有两个可拆卸的固定滑轨[8],连接在焊补传送主体的左右两侧并固定滑轨相对中部的滚珠丝杠;同时所述固定滑轨外侧分别设有与固定滑轨相适配的左右安装滑轨,对所述左右安装滑轨外侧壁进行固定连接,进而完成焊补空间位置的改变;以气缸、电机与静压滑轨传动机构为核心组成的三维运动装置实现焊补枪熔覆位置的微调,进而完成不同情况下的熔覆任务[9]。
1.2 机械结构设计
如图1 所示,螺旋式焊补轨迹的低温熔覆系统设计装置分别由传送定位部分、机械焊补部分组成。传输部分是一种可调耐磨机床滑轨机构,轨道的一端固定连接限位卡板,卡板的内部活动连接有挡板,限位卡板的一侧螺纹连接有螺丝,在限位卡板上插入挡板,可以防止滑块滑出轨道;滑轨一侧固定连接有安装片,安装片的上表面开设有通孔和矩形槽,矩形槽可以限制移动块移动的距离,防止出现位置偏移的情况;轨道的内壁开设有滑动槽,滑动槽的内壁固定连接有金属板,滑动槽的中部滑动连接有滑动轴,滑动轴在内部转动;轨道的一侧固定连接有电机,电机的输出端固定连接有丝杆,丝杆的一端固定连接有轴承,轴承的外表面固定连接有支撑板,支撑板丝杆提供支撑,使装置更加稳定,实现了通过机械结构精确和长时间地进行调控,减少人工操作。焊补装置安装在钢构地轨上,依靠钢构地轨中的滑轨以及电机带动整个焊补装置沿X方向运动,同时两侧内部滑轨可进一步增加传动的稳定性。立柱上的滑轨与滚珠丝杠传动机构能够带动横梁沿Z轴运动进而改变焊补高度,其两侧也装有滑轨用于稳定传动。焊枪快速接头座上设有焊枪快速接头紧固螺母,将焊枪快速接头过渡转接件锁紧在焊枪快速接头座上。抓头在上述传动机构的联合作用下能够在三维空间内进行位置的微调,实际工作时需要将焊补件固定在工件固定座上,通过Y向驱动装置可以驱动旋转定位装置沿导轨装置的导槽进行精确的位置移动,实现旋转定位装置的Y向高精度整体移动定位。当旋转定位装置移动到对应位置后,通过Z向旋转机构可以实现工件在Z轴上的旋转,通过X向旋转机构可以实现工件在X向的平面上精确旋转,进而可以实现工件在X向平面上的精确定位。X向旋转盘安装在X向旋转安装座顶部且底部通过沿Z向设置的蜗轮与蜗杆对接,X向旋转伺服电机安装在X向旋转安装座侧面上且通过输出轴与蜗杆连接。实际工作时,通过X向旋转伺服电机驱动蜗杆转动,蜗杆带动蜗轮转动,进而驱动X向旋转盘在X向平面上进行360°的精确旋转,并且可以保证焊补位置稳定,防止焊补位置的变动,提高焊补质量。

图1 机械机构整体示意图
2 控制设计
2.1 电气控制组成
如图2 所示,螺旋式焊补轨迹的低温熔覆系统由以下两大系统组成:①由单相异步电机驱动的传送系统,主要包括单相异步电机、滚珠丝杠、滑轨;②由PLC 控制与物联网技术控制的焊补系统,主要包括气缸、伺服电机、静压滑轨、VB 编程可视化界面和PC 端人机交互。

图2 系统组成框图
2.2 电气控制流程设计
首先应用VB 软件编写总体可视化控制界面,实现与PLC 和传感器的通信,通过上位机给系统发送指令并由VB根据算法计算焊补参数,确定车床主轴转速、自动低温熔覆的速度、手动位移速度以及各种参数补偿后,选择低温熔覆方向。使用卡盘将低温熔覆轴固定,并驱动电机带动轴以一定的转速旋转,保证低温熔覆过程中低温熔覆轴的稳定。接着,调整焊枪和送丝机的位置,由于此次低温熔覆采用单轴控制,所以焊枪等在Y轴和Z轴上的方向需要自己调整,同时也要手动调整焊枪送丝机的位置,保证主轴正常旋转的情况下,焊枪与低温熔覆轴保持一个合适的距离且保持稳定。最后,依次打开送丝机、焊枪,开始自动焊接,直到焊接结束。如果中途暂停焊接,则再次调整低温熔覆位置,继续焊接。通过物联网人机界面与PLC 通信,控制驱动器驱动伺服电机旋转运动[10]。
2.3 总体流程设计
综合多方面考虑,本设计使用PLC 控制程序,控制流程如图3 所示。
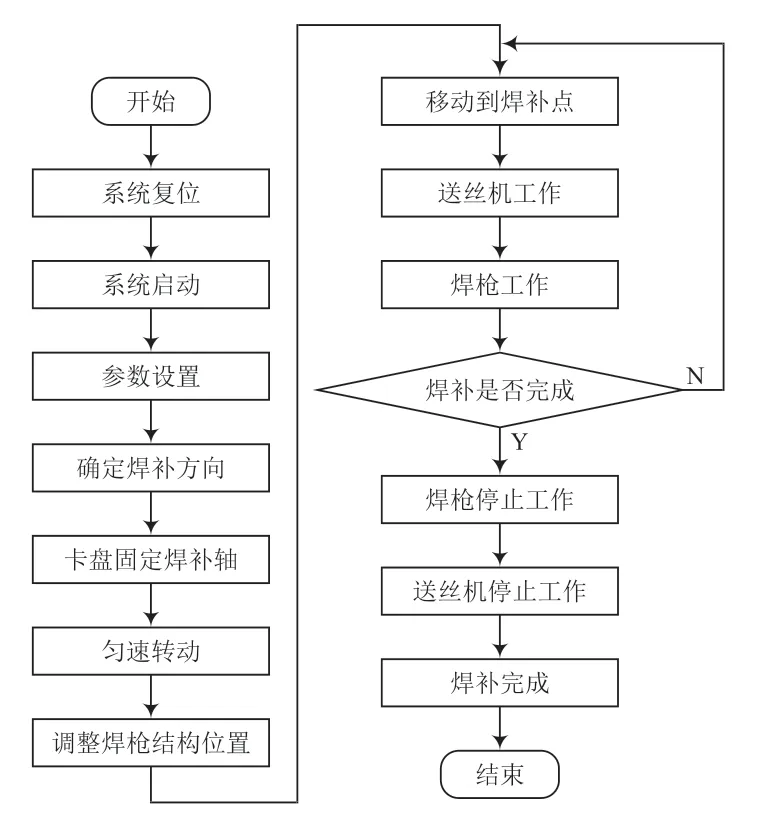
图3 整体流程设计
3 结 语
低温熔覆作为一种新型绿色环保的表面改性技术,既可以对液压缸、轴承、工作齿头进行新件表面改性,还可对旧件进行修复,修复后的部件性能不亚于新品,大大延长了工程机械和关键零部件的使用寿命,有效降低了能源和资源消耗,同时解决了传统焊补不均匀问题,且实现了多方位的低温熔覆功能。
本文通过PLC 可编程控制系统可实时连续地进行低温熔覆。对低温熔覆时间、速度等参数可任意地进行精确调节控制,从而弥补了传统低温熔覆系统的缺陷,使低温熔覆修复功能更全面、更高效;并利用自动化控制系统,填补传统低温熔覆市场的空白,为低温熔覆生产企业提供了焊斑均匀、焊后便于加工的低温熔覆系统;同时还能对焊接参数进行记忆存储,不需要经常调整低温熔覆参数,减少材料浪费,进而创造更高水平的效益。