基于正交法和经验法提升二元复合滤棒吸阻稳定性的研究
2023-09-20段青娜DUANQingna李淑梅LIShumei高阔GAOKuo程勇CHENGYong李佳燕LIJiayan沙利波SHALibo李赞LIZan
段青娜DUAN Qing-na;李淑梅LI Shu-mei;高阔GAO Kuo;程勇CHENG Yong;李佳燕LI Jia-yan;沙利波SHA Li-bo;李赞LI Zan
(①红云红河(集团)有限责任公司昆明卷烟厂,昆明 650000;②昆明理工大学信息工程与自动化学院,昆明 650000)
0 引言
料棒和白棒两种基棒经复合机加工成二元复合滤棒,基棒和复合棒质量指标主要包括吸阻、圆周、圆度、重量、长度、硬度等,其中,压降和圆周是重要指标[1-2],其质量波动性直接受两种基棒的影响[3-4]。在加工成型中,这些指标的标准偏差值越大,表明滤棒质量越不稳定[5-6]。
1 生产工艺及指标
1.1 二元复合滤棒的结构
二元复合滤棒单支长度为120mm,由KDF2E 滤棒成型机生产的料棒(使用3.9Y/31000D 规格的丝束)和由ZL29 滤棒成型机生产的白棒(使用3.0Y/32000D 规格的丝束)两种基础滤棒(简称为基棒)经MERLIN 滤棒复合机复合而成。
二元复合滤棒生产工艺流程,可划分为三个环节:基棒生产、基棒复合、复合棒发射(如图1)。
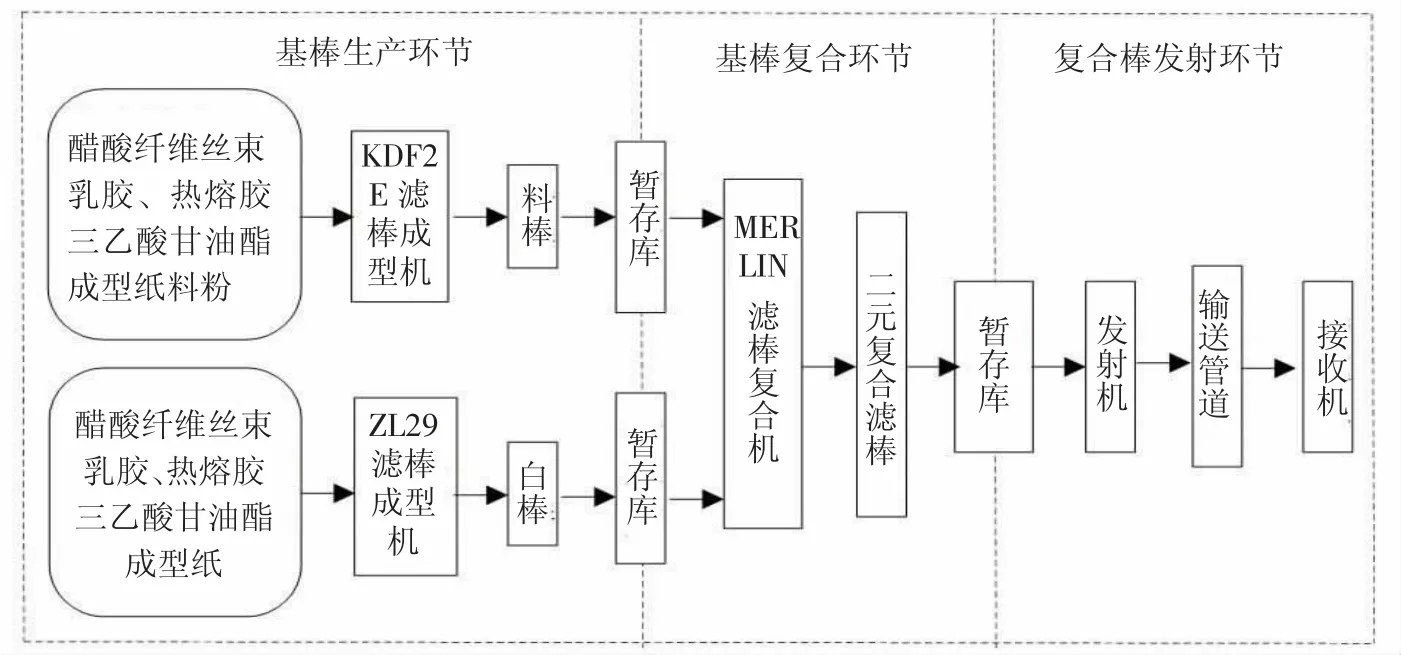
图1 二元复合滤棒生产工艺流程图
1.2 二元复合滤棒压降稳定性统计指标
数据集中趋势的度量指标包括平均值、中位数、众数等,平均值可以较好地反应数据的集中趋势,但易受极端值的影响。数据离中趋势的度量指标包括极差、分位矩、平均差、方差、标准差、离散系数等,标准差度量了偏离平均值的大小。其计算公式为:
式中,X¯为平均值,Xn为单个样本压降值,n 为样本个数;SD 为标准偏差,Xi为单个样本压降值。
2 影响二元复合棒压降稳定性的主要原因分析
从生产工艺流程出发,本文分别通过人、机、料、法、环、测六个方面分析白棒和料棒压降稳定性的影响量。
2.1 白棒压降稳定性影响因素剖析
影响白棒压降稳定性的因素包括工人的设备操作水平、开松辊磨损、设备开松参数调整情况、原料和辅料的品质稳定性、质量管控流程、车间环境温湿度及传感器的准确性等。
研究过程中对各个因素进行了相关分析,发现白棒压降稳定性的主要影响原因是开松参数设置不当(如表1)。
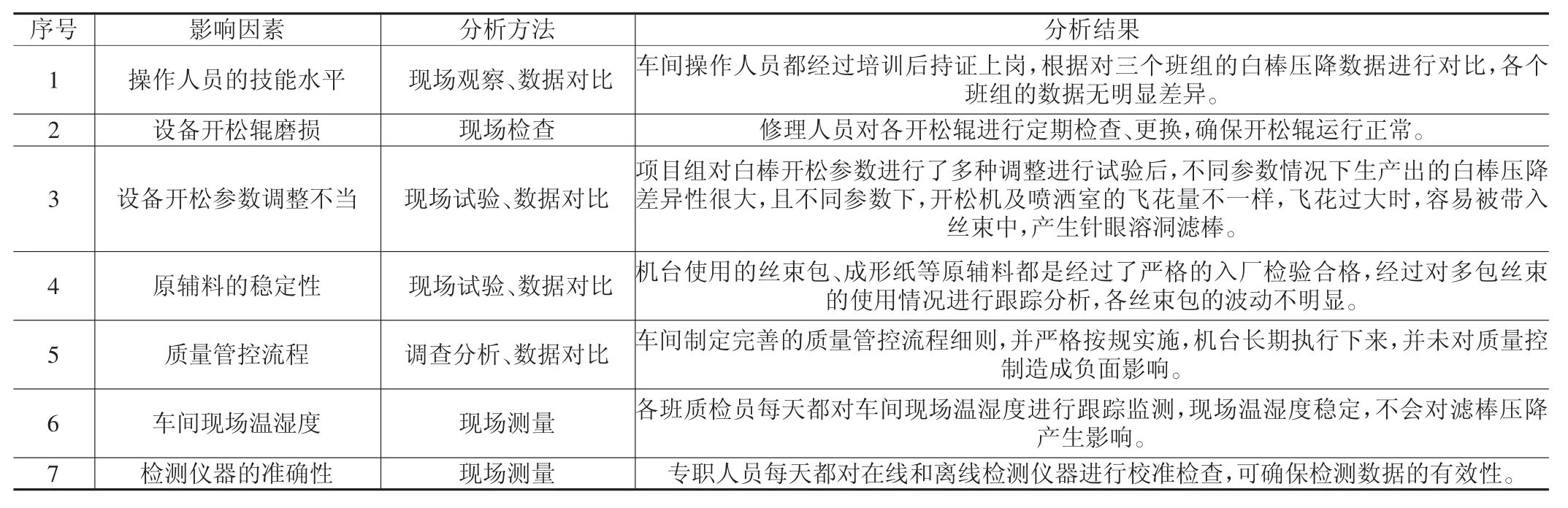
表1 白棒压降主要原因分析
2.2 料棒压降稳定性影响因素剖析
对原机料粉添加系统原理分析(图2),发现料粉下料和施加不均匀是影响料棒压降稳定性的主要原因。泄放闸板状态为off 时,抽吸管将料粉抽吸到料粉收集器,当料位低于储料容器的低料位时,泄放闸板状态为on,料粉下落到储料容器中,落料时间计时到则泄放闸板恢复为off 状态。料粉从储料容器中均匀落到截面为半圆形施料辊辊槽中并将辊槽填满,当随施料辊转动的料粉转动到落料口时,料粉随即施加到行进的料棒丝束中。回吸装置将微小的料粉颗粒回吸到分离器中。当收集器料位低于低料位检测位置时,系统自动将一定量的料粉抽取到收集器中形成循环利用。

图2 原机料粉添加系统原理图
3 基于正交试验法的白棒压降稳定性提升
3.1 正交试验意义及方法
所生产白棒吸阻稳定性的优劣受开松工艺参数的影响,对V0 辊压力、V2/V1 速比等白棒工艺参数进行大概间隔取值,如V0 辊压力:0.55MPa、0.60MPa、0.68MPa、0.70MPa;V2/V1 速比:1.086、1.135、1.159、1.162;V1/VKDF 速比:1.137、1.138、1.139、1.140;V3/V2 速比:0.70、0.867、0.901、0.95。即对4 个白棒压降稳定性影响量的每个量各取4 个值,如果做实验想要包括所有情形,则需4^4=256 种组合实验,即需做256 次实验。若按照正交试验法思想,则只需要试验16 次,即可极大地减少试验次数,进而提高试验效率,达到降低试验成本的目的。
正交试验法中,因子指正交试验中对试验指标有影响的因素,水平指每个因子在试验中的具体条件,指标指试验需要得到的效果特性。正交表是基于“均衡搭配”和“整齐可比”原理制成的排列整齐的规格化表格,实现用最少的试验次数与大量全面试验等效的结果。表2 对应的正交表L9(34)称为“同水平正交表”,需做9 次试验,有4 个因子,每个因子取的3 个水平数“1”“2”“3”在各列中出现的次数一致[7]。正交表特点体现为保持列间平衡性和正交性,即各个纵列中每种数字出现相等次数、任意两纵列中的有序对出现相等次数。
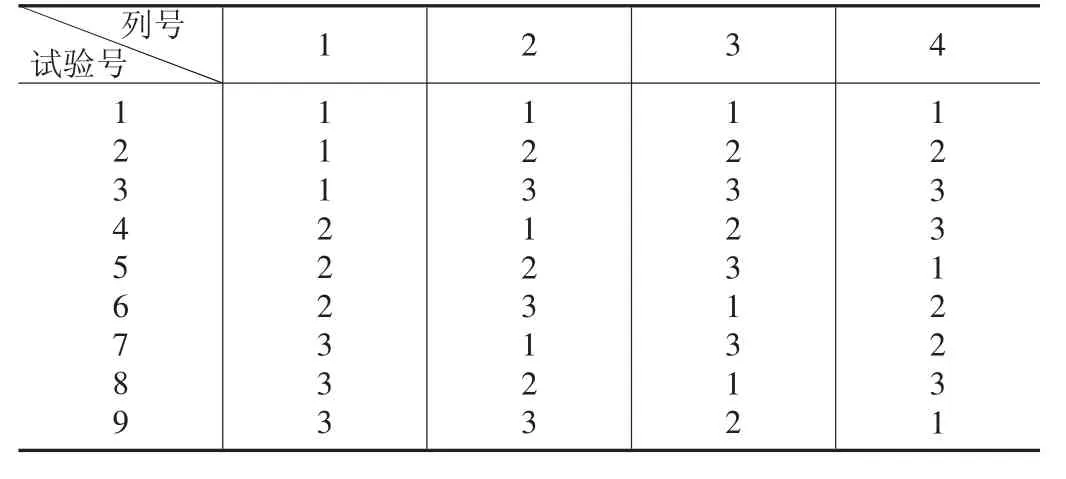
表2 L9(34)正交表
白棒吸阻稳定性主要受V0 辊压力、V2/V1 速比等影响,即有4 个影响因素,每个因素有4 个值,对于4 因子4 水平的实验设计方案,按照不同因素间的组合则有256 次试验,工程量巨大,完成的可能性不大,故可设计正交表L16(44)。
3.2 提高白棒压降稳定性实验
从3.1 节原因分析可以看出,导致白棒压降稳定性不高的原因是开松部分参数调整不当。对此,修理人员对开松参数进行了逐步调整(如表3)。

表3 白棒吸阻稳定性试验正交表及实验结果
根据正交表中的开松部分参数数据进行白棒压降试验,获得工艺参数下对应的压降性能数据。通过对开松参数的逐步调整,最终优选出使开松状态保持最充分时的参数并进行固化:开松预张力辊(V0 辊)的压力调整为0.68MPa,开松辊V2/V1 速比调整为1.159,V1/VKDF速比调整为1.137,V3/V2 速比调整为0.867。对15#机的开松参数进行优化后,白棒开松状态良好(如图3),统计了改善前后各三个月的检测数据(如表4)。

图3 滤棒开松状态良好

表4 改善前后白棒压降数据对比
从表4 的数据可以看出,压降SD 值由89.33Pa 降到了75.16Pa,压降稳定性有了明显提升。
4 基于经验法的料棒压降稳定性提升
料棒压降不稳定的主要原因是料粉施加不均匀,本部分内容对影响料粉施加均匀性的四个原因逐一进行改进,并制定了措施表(如表5)。
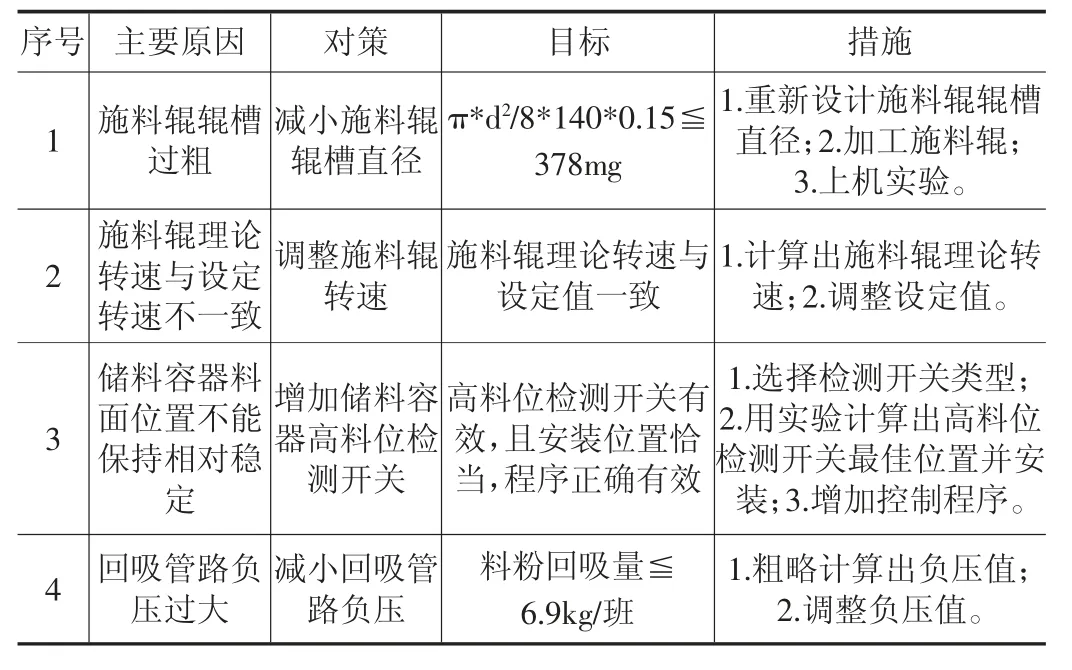
表5 措施表
根据目标对各主要原因进行改进:将施料辊直径减小至6.77mm;将施料辊转速设定为49.38r/min;增加储料容器高料位检测开关(音叉式开关);回吸管路负压减小为-0.126bar。
将加工好的施料辊上机实验,施料辊运行稳定,达到预期效果。经过调整施料辊转速、增加储料容器高料位检测开关及减小回吸管路负压等一系列措施实施后,料粉施加不均匀的情况得到了明显的改善。对改造前后各三个月的检测数据进行统计分析(如表6)。
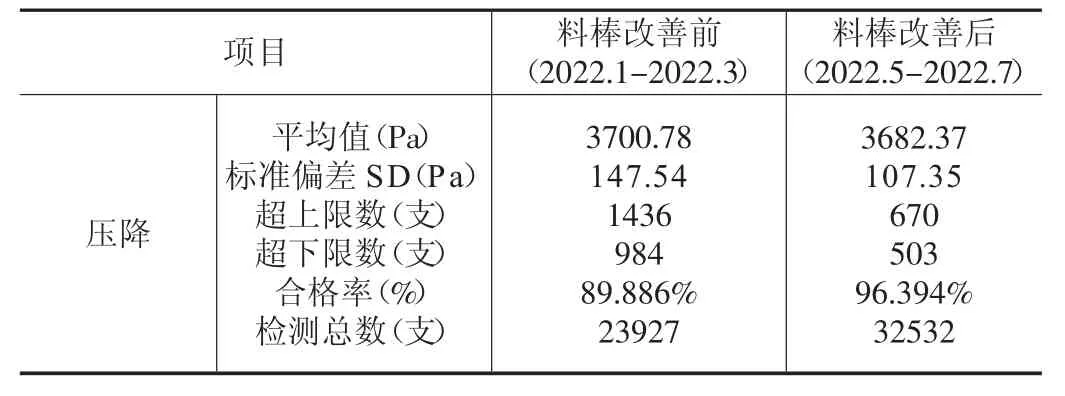
表6 改善前后料棒压降数据对比
从表6 中数据可以看出,料棒压降SD 值从147.54Pa降低到107.35Pa 左右,料棒压降的稳定性明显提升。
5 结论
为了确保改善效果,车间将优选参数和经验值进行固化,并组织操作人员进行培训,提高操作人员对滤棒物理指标的质量管控水平,使二元复合滤棒压降的稳定性得到更高提升。
