基于ICEEMDAN-RCMWPE 与WOA-KELM 数控机床刀具健康状态监测技术的研究
2023-09-18王寿元李积元
王寿元 李积元 张 涛
(青海大学机械工程学院,青海 西宁 810016)
数控机床在封闭连续切削过程中,刀具成为主要的执行单元,其健康状态对产品的加工精度,表面质量以及机床的安全稳定性都有重要的影响[1-2]。由此,对刀具进行健康状态监测具有重要的意义。目前,刀具状态监测可大致分为两类,直接测量法和间接测量法[3]。直接测量法易受外界环境和人为因素的影响,并且在测量时要停机检查,无法实现在线监测;而间接测量法是在切削过程中,通过实时采集与刀具状态相关联的状态信号,然后根据信号处理、特征提取和状态识别等技术对刀具的健康状态做出评判[4]。随着各种信号处理与模式识别技术的发展与成熟,间接测量法已逐渐成为识别刀具健康状态的主流方法。
近年来,在机械设备的状态监测领域,学者们做了大量的研究,提出了诸多信号处理和状态识别的理论与方法。谢振龙等[5]采用EMD 对切削力信号进行分解,提取出表征刀具状态的特征分量,然后采用SVM 模型实现识别与分类,达到了预期的成效。但是EMD 在信号分解过程中存在模态混叠等问题,基于此,Torres M E 等[6]提出了完全集合经验模态分解(CEEMDAN),该方法通过添加正负高斯白噪声的方式,能够很好地抑制模态混叠问题。Wan L 等[7]将该方法应用于刀具寿命预测,有效地提取出刀具的故障特征,使其寿命预测达到了较高的准确率。但该算法在分解时会出现模态失实现象,为此,Colominas M A 等[8]提出了ICEEMDAN算法,该方法所分解的模态分量具有很强的物理意义和完备性。在特征提取方面,多尺度排列熵(MPE)是一种检测时间序列复杂特性的度量方法,在状态监测和故障诊断领域得到了广泛的应用。刘珍珍等[9]将MPE 应用于轴承故障识别,表现出较强的稳定性和鲁棒性,能够准确识别轴承故障。但MPE 在特征提取时只保留时间序列的顺序结构,忽略其幅值信息,所提取的特征未达到最佳效果。YIN Y 等[10]在MPE 的基础上提出了多尺度加权排列熵(MWPE),但该方法在特征提取过程因粗粒化时间序列变短而导致特征信息提取不足。由此,为克服MWPE 的缺点,Zhang Y 等[11]提出了精细复合多尺度加权排列熵(RCMWPE)算法,该算法通过对不同幅值赋予权重因子,充分保留了原始信号的特征信息,从而获取的特征值更加精确。在状态识别方面,核极限学习机(KELM)作为一种单隐含层的前馈神经网络,在状态监测方面具备良好的学习和泛化能力[12-14]。但是KELM 中的超参数对分类结果有重要的影响,因此,构建性能优良的优化算法对其进行迭代寻优具有重要的意义。
基于前期的研究成果,本文针对不同健康状态下的刀具在切削过程中采集的振动信号展开分析与研究,首先采用ICEEMDAN 和RCMWPE 进行信号处理与特征提取,然后将提取的特征值输入到构建WOA-KELM 状态监测模型中进行分类与识别,经实验验证表明,本文所构建的诊断模型在刀具状态监测领域具有良好的状态识别能力和泛化能力。
1 基于改进完全集合经验模态分解(ICEEMDAN)信号分解方法
完全集合经验模态分解(CEEMDAN)是通过添加正负高斯白噪声的方式很大程度上解决了集合经验模态分解(EEMD)模态混叠和噪声残余问题。但CEEMDAN 在分解过程中会出现模态失实问题,Colominas 等[8]提出了ICEEMDAN 算法,该算法通过局部均值法,有效地解决了模态失实,并且减小了模态混叠出现的可能性。ICEEMDAN 算法是EMD 分解后的第i个IMF 分量中添加高斯白噪声,是一种特殊的噪声Ek(ω(i))。具体步骤如下。
步骤1:向初始信号x添加白噪声E1(ω(i)),得到
式中:ω(i)表示被添加的第i个白噪声。
步骤2:用ICEEMDAN 算法对原始时间序列分解得到第1 个IMF 值。
式中:r1表示一阶残差;表示第一个IMF 值。
步骤3:计算第2 个IMF 值。
步骤4:以此类推,可以求出第k个IMF 值。
式中:k=2,3,···,N;rk表示二阶残差;表示第k个IMF 值。
2 精细复合多尺度加权排列熵(RCMWPE)
为进一步提取特征信息来全面表征刀具的健康状态,将ICEEMDAN 分解后的各IMF 分量采用相关系数-能量熵准则进行特征筛选,然后将选取的最优模态分量经精细复合多尺度加权排列熵(RCMWPE)提取其健康状态特征信息,为后续刀具健康状态监测的实现奠定一定的基础。
2.1 多尺度加权排列熵
多尺度加权排列熵(MWPE)作为一种检测时间序列动力学特性的度量方法,在故障诊断和状态监测领域具有重要的作用。该方法是在加权排列熵(WPE)的基础上,通过多个尺度加权放大的方式全面表征时间序列的复杂性和波动性,克服了WPE 单一尺度分析不足的影响。该算法具体过程如下。
(1)对复杂时间序列X={x1,x2,···,xN}进行粗粒化处理,生成的粗粒化序列为。
式中:m、τ分别为嵌入维数和时间延迟。
(4)计算出每个子序列的权重值 ωi。
(6)计算时间序列X的多尺度加权排列熵值。
2.2 精细复合多尺度加权排列熵
尽管MWPE 可以从多个尺度全面表征时间序列的复杂特性,但其在粗粒化过程中因时间序列缩短而导致熵值偏差增大,并且缺乏幅值信息的考虑。由此将引入精细复合多尺度加权排列熵(RCMWPE)来克服以上缺陷[15]。
3 WOA-KELM 状态识别模型
3.1 鲸鱼优化算法(WOA)
鲸鱼优化算法(WOA)是模拟座头鲸狩猎行为而提出的一种新型启发式群体优化算法,该算法具有高效率、快收敛性、强优化性的全局搜索能力[16],在参数优化中应用较为广泛,主要包括包围猎物、气泡攻击和搜索食物3 个过程。
(1)包围猎物
为了模拟座头鲸捕食猎物的行为,Mirjalili 提出了以下的数学模型:
(2)气泡攻击
根据座头鲸的捕猎行为,它是以螺旋运动的方式游向猎物,该行为的数学模型如下:
式中:Dp表示猎物与鲸鱼之间的距离;b表示对数螺旋系数;为 [-1,1]区间的随机数;p为区间 [0,1]上的随机数。
座头鲸捕猎时,在螺旋的方式攻击猎物的同时还要收缩包围,其数学模型如下:
(3)搜索食物
在搜索猎物时,其数学模型如下:
3.2 鲸鱼算法(WOA)优化核极限学习机(KELM)
针对刀具健康状态的分类与识别,本文将构建核极限学习机(KELM)状态识别模型对精细复合多尺度加权排列熵(RCMWPE)所提取的特征信息进行识别判断。经研究表明,核极限学习机(KELM)作为一种单隐层的前馈神经网络,在故障诊断和状态监测领域得到了广泛的应用。该算法相比于BP 神经网络、支持向量机等智能诊断算法,具有出色的样本学习能力,特别是针对有限样本、非线性数据以及高维数特征时,其决策分类具有强大的泛化能力与较好的鲁棒性[17]。但该算法在训练数据过程中,其正则化系数C与核函数参数直接影响分类结果的准确性,当C太大时,会产生较大的训练误差,当C较小时,容易造成过拟合;σ主要影响模型的泛化能力。基于此,构建性能优良的优化算法对其参数进行迭代寻优是提高其决策分类能力的关键所在。本文经综合对比分析将采用鲸鱼优化算法(WOA)对KELM 超参数进行迭代寻优,进而得到最佳的 [C,σ],以此来提高KELM 模型在刀具状态识别过程中的精确度。其参数优化流程如图1 所示,具体步骤如下:

图1 基于WOA 优化KELM 参数流程图
(1)初始化WOA 参数:设置KELM 参数C和 σ的取值范围,鲸鱼种群规模pop 以及最大迭代次数Tmax等相关参数。
(2)计算每个鲸鱼相应的适应度值并根据大小排序,选择适应度最小的鲸鱼位置为最优位置。
(3)使用WOA 算法对鲸鱼位置进行优化,更新鲸群个体的空间位置。
(4)对鲸鱼种群进行计算评估,找到全局最优的个体位置 [C,σ]。
(5)达到终止条件,若满足,输出最优个体,否则继续循环。
(6)输出最佳鲸群个体适应度值所对应的空间位置,即为最优的参数C和 σ。
(7)将得到的最优参数带入KELM 模型中,实现磨损刀具的分类和识别。
3.3 基于ICEEMDAN-RCMWPE 与WOA-KELM状态监测流程
经上述分析,本文提出的刀具健康状态监测方法的流程如图2 所示。首先对所采集的刀具健康状态信号经ICEEMDAN 分解,获取一系列本征模态分量(IMFs);然后采用相关系数-能量熵准则进行特征选取,筛选出与原始信号相关程度较大的IMF 分量进行信号重构;其次计算各状态下重构信号的RCMWPE 值,提取出能够表征刀具健康状态的特征值;接着使用t-SNE 算法对所提取特征向量进行降维处理;最后将降维处理后的特征值输入到所构建的WOA-KELM 状态监测模型中,进而实现刀具的分类和识别。

图2 健康状态监测流程图
4 实验分析与模型验证
4.1 实验分析
在验证所构建的刀具状态监测模型的有效性时,需采集与刀具相关联的状态信号进行分析与验证。基于此,本文将采用美国预测与健康管理协会,在2010 年举办的PHM 数据挑战大赛中所提供的铣削刀具磨损实验公开数据作为模型验证数据集[18]。该实验的装置结构如图3 所示,铣削实验中所采用的设备和切削条件见表1。
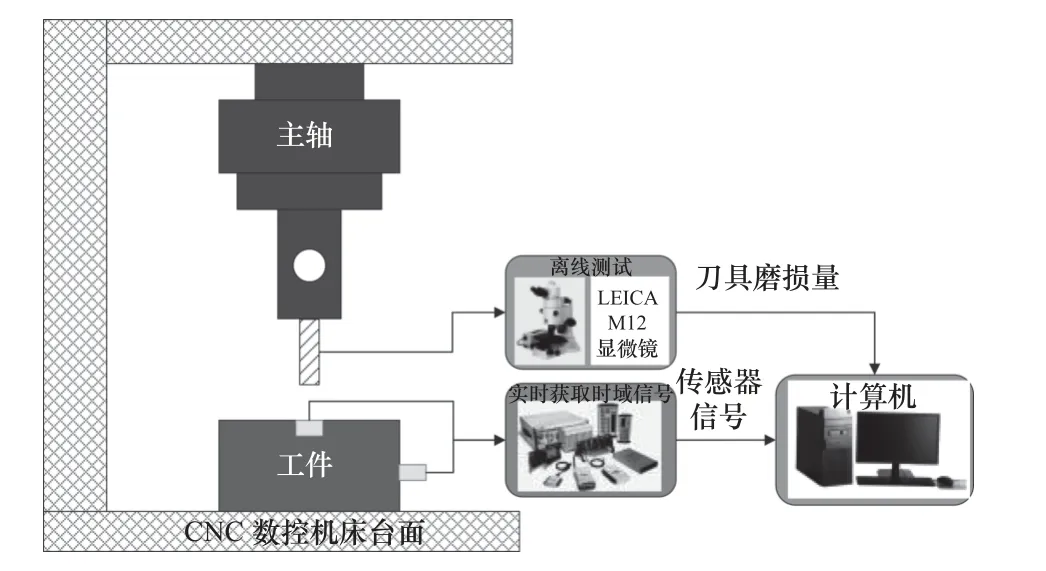
图3 实验装置结构图
该实验在相同工况下采用6 把相同规格的刀具,在全生命周期内进行铣削实验。其中,C1、C4 和C6 在每次铣削后使用显微镜观察并记录了铣刀3个切削刃后刀面磨损值,分别记录为flute1、flute2和flute3,其切削刃磨损值变化曲线如图4 所示。在试验过程中所采集的数据有X、Y、Z三向铣削力信号、振动信号以及声发射均方根值。本文将选取第1 次实验(C1)时X方向振动信号来进行分析与模型验证,本次实验共走刀315 次且每次走刀采集的数据点数在220 000 以上,为避免刀具在切入和切出时所采集的信号因不稳定因素的而导致模型验证结果出现偏差,本文将选取每个切削周期内的60 000~120 000 共60 000 个样本数据进行分析与验证[19]。
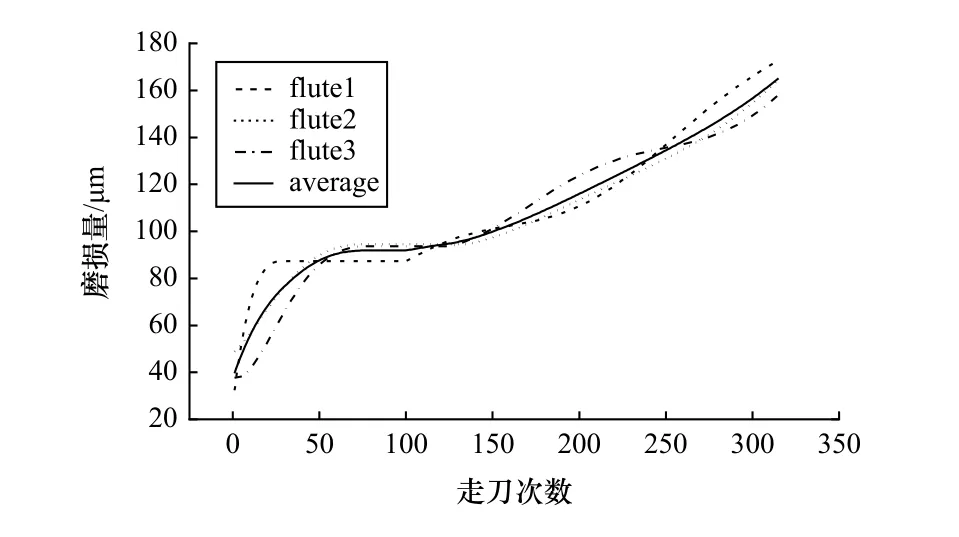
图4 后刀面磨损变化曲线图
根据图4 所示的切削刃后刀面平均磨损量以及走刀次数,对刀具整个生命周期内所处的状态依次划分为初期磨损、正常磨损、急剧磨损以及磨钝失效4 个阶段,划分依据见表2。

表2 刀具状态划分结果
4.2 铣削振动信号处理与特征提取
依据上文划分结果,为了增强信号之间的对比度,在以上4 类磨损状态中分别选取第1~5、第150~155、第250~255 以及第300~315 次走刀分别代表初期磨损、正常磨损、急剧磨损和磨钝失效4 种状态来进行模型验证,以上4 种处于不同健康状态下的刀具在切削时所采集的X方向的振动信号时域图如图5 所示。
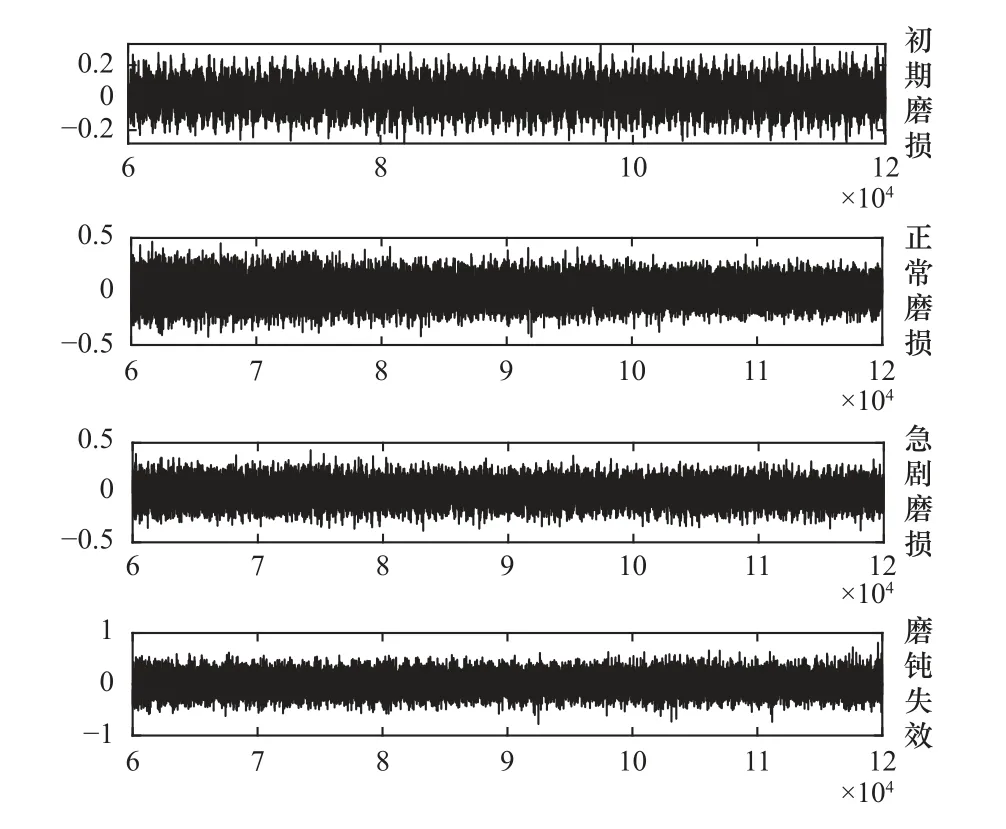
图5 振动信号时域图
从振动信号时域图中可以看出,随着刀具磨损程度的增加,其时域信号波形具有明显的变化趋势,即振幅在不断变大,波峰逐渐密集,并且其冲击现象也越来越明显。但仅从时域波形图中很难精确识别出刀具所处的磨损状态,基于此,采用合适的信号处理和特征提取方法对所采集的振动信号进行分析与处理,提取出能够表征刀具健康状态的特征信息,然后根据信号的特征对刀具健康状态进行分析与评判。根据前期的研究结果,本文将采用ICEEMD AN 与RCMWPE 相结合的方法对振动信号进行处理和特征提取。
4.2.1 基于ICEEMDAN 的信号分解
为直观理解信号分解和有效模态分量选择的过程,本文以正常磨损阶段刀具切削时所采集的振动信号为例进行分析。经ICEEMDAN 算法进行信号分解得到的时域图和频谱图如图6 所示,由分解结果可以看出,随着IMF 分量阶数的增加,各分量从高频到低频依次分布,并且所获取的分量均为单频分量,由此表明,该方法有效避免了信号分解过程中的模态混叠和端点效应等问题,进而为后续的特征提取提供了重要的保障。但分解后的各IMF 分量与原始信号相关性差异较大,基于此,本文将通过相关系数-能量熵准则来计算出各IMF 分量与原始信号之间的相关程度,然后根据其值大小对各特征分量进行筛选与重构[20]。
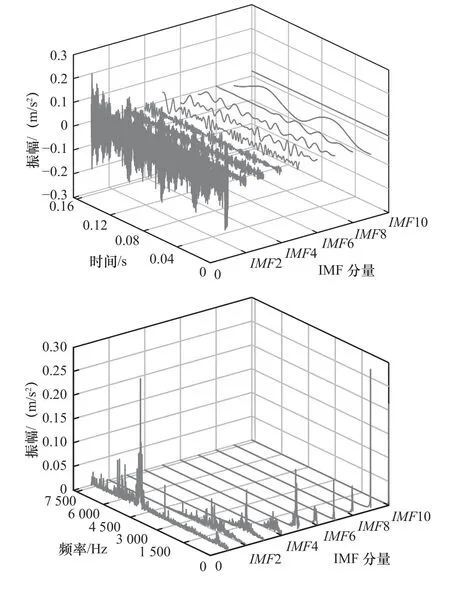
图6 ICEEMDAN 信号分解时域图和频谱图
经ICEEMDAN 分解后各状态下的IMF 分量,求其与原始信号的相关系数和能量熵的结果如图7所示,从结果可以看出相关系数和能量熵的整体变化趋势表现出一致性,即随着IMF 分量阶数的增加,其值越来越小,由此表明了量化准则的相互验证性。从相关系数来看,各状态下分解后的前4 阶IMF 分量与原始信号的相关系数较大,可以将其视为有效分量,同理,从能量熵来看,前4 阶能量熵值占比也较大。基于此,本文将选取前4 阶IMF 分量作为最优样本分量进行重构。

图7 振动信号各IMF 分量相关系数和能量熵
4.2.2 基于RCMWPE 特征提取
对ICEEMDAN 分解后所重构的信号分量经RCMWPE 进行特征提取时,其特征参数尺度因子s、嵌入维数m、延迟时间τ和时间序列长度N等对计算结果的准确性有着重要的影响。本文将以上4 个参数对RCMWPE 特征值的影响进行综合对比分析,最后将选定为m=5、s=20、τ=1 和N=2 048。为进一步表明RCMWPE 在特征提取方面的优越性和泛化性,将与多尺度排列熵(MPE)、多尺度加权排列熵(MWPE)以及复合多尺度加权排列熵(CMWPE)在相同特征参数下所提取的特征值进行对比分析,其对比结果如图8 所示。
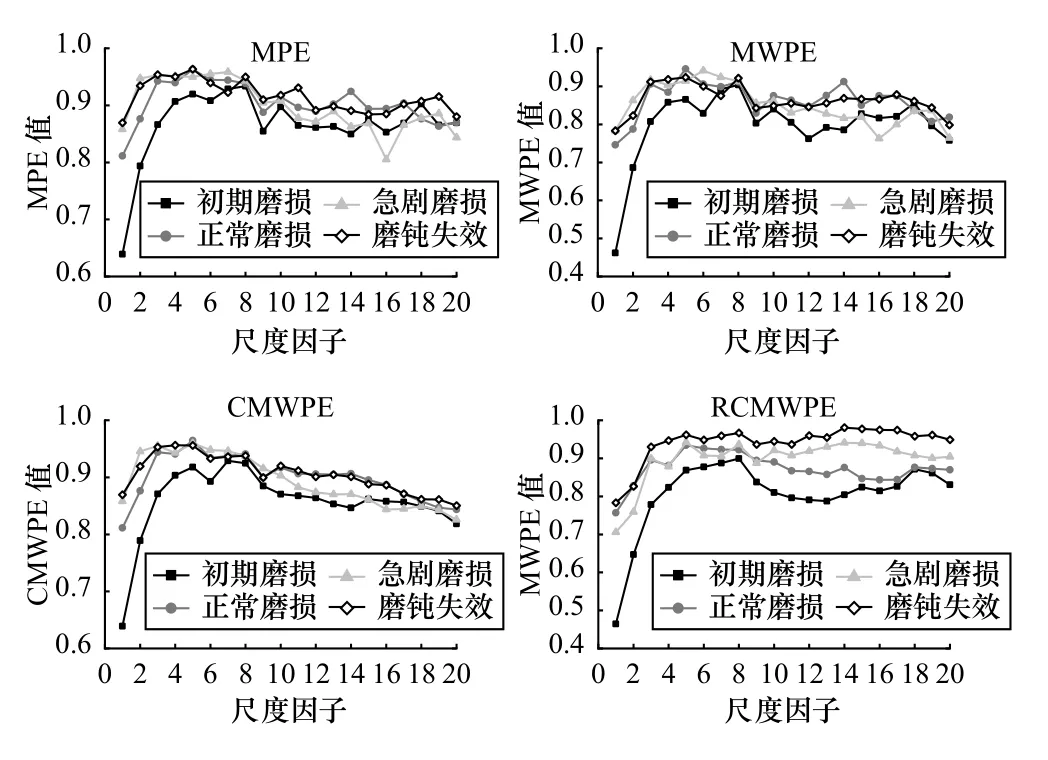
图8 刀具在4 种状态下的各排列熵值
经图8 对比分析可发现,随着尺度因子的增加,MPE、MWPE、CMWPE、RCMWPE 特征曲线大致都呈现出先增大后减小的变化趋势。其中MPE 和MWPE 在整个时间尺度内的特征曲线表现出较大的波动性,并且针对不同健康状态下刀具信号所提取的特征信息可区分性并不明显。然而,CMWPE 和RCMWPE 特征曲线在整个尺度因子下表现出较强的平滑性和稳定性,并且当尺度因子大于8 时,RCMWPE 熵值特征的特征区分性较为明显。由此表明经RCMWPE 所提取的特征信息在整个时间尺度下能够很好地表征不同磨损程度刀具的状态,具有良好的鲁棒性和泛化能力。
4.2.3 基于t-SNE 特征降维
经RCMWPE 特征提取后,得到高维特征向量,表现出信息冗余等特点。如果直接采用WOA-KE LM 进行特征识别,会增加识别时间并降低精度。由此将采用t-SNE 算法进行维数约减处理,实现特征信息的降维与融合。消除各特征向量中的部分信息冗余与大量不相关的特征,由此可提高KELM 的识别、判断、学习能力,图9 所示为降维后各状态特征数据样本图。
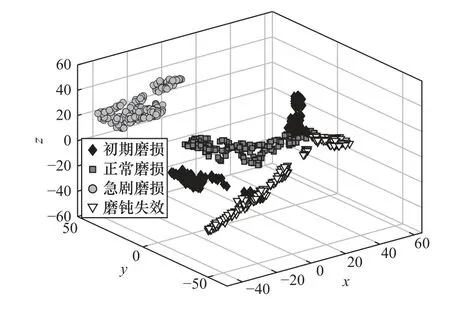
图9 振动信号t-SNE 降维结果
从降维的效果可以看出,经t-SNE 降维后的数据样本,同一状态下的特征在特定的区域内表现出良好的特征类聚性和明显的特征区分性,无特征融合等现象。由此可表明所提取的特征质量较高,能够有效地表征出不同磨损程度刀具的状态特征。
4.3 基于WOA 优化KELM 刀具状态识别
针对不同磨损程度的刀具进行分类识别,将降维处理后的特征值输入到WOA-KELM 模型进行分类识别,其中40%用做训练,60%用做测试。利用WOA 算法对KELM 中的参数C和 σ进行参数寻优,经文献查询设定鲸鱼种群规模设置30,最大迭代次数为Tmax=200,C和 σ的寻优区间设置为[0.1,100]。经过迭代寻优结果为C=10.522 4、σ=77.299 9,将寻优结果输入到KELM 状态识别模型中,其判别结果如图10 所示,其状态识别准确率可高达99.76%,由此,可表明本文建立的模型可有效地对刀具状态进行分类与识别。

图10 WOA-KELM 状态识别结果
4.4 方法对比
为验证本文所提的ICEEMDAN-RCMWPE 信号处理与特征提取方法的优越性,分别与EEMD-R CMWPE、CEEMDAN-MWPE、ICEEMDAN-CMW PE和CEEMDAN-RCMWPE 进行交叉验证对比分析,将以上4 种方法获取的状态特征经t-SNE 降维,然后划分训练样本和测试样本,输入WOA-KELM 状态识别模型进行状态分类与识别,经各方法对比验证所获取的识别精度见表3。
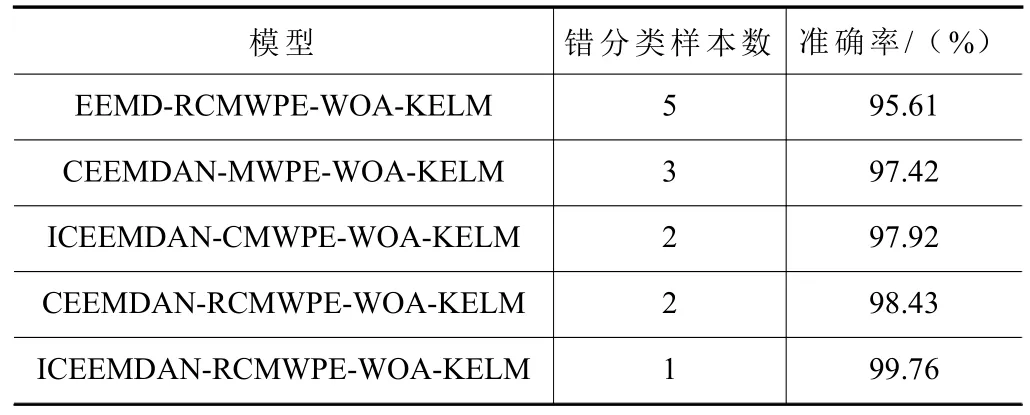
表3 各方法状态识别准确率
由以上模型验证结果可发现,本文提出的基于ICEEMDAN-RCMWPE 信号处理与特征提取方法以及WOA-KELM 状态识别模型在刀具健康状态监测过程中表现出良好的状态识别能力和优越性。
5 结语
本文针对数控机床在切削加工过程中处于不同健康状态的刀具进行识别和判断等问题,提出一种基于ICEEMDAN、RCMWPE 和WOA 优化核极限学习机相结合的刀具健康状态监测模型。经实验验证表明,该模型具有良好的普适性和泛化能力。主要结论如下:
(1)通过ICEEMDAN 方对具有非线性、非平稳性并含有较多噪声容量的刀具状态信号实现自适应分解,有效地避免了信号分解过程中的模态混叠和端点效应问题。
(2)提出了一种能全面检测复杂时间序列动力学特性的特征提取方法——精细复合多尺度加权排列熵(RCMWPE),该方法可很好地弥补排列熵幅值信息丢失和多尺度排列熵粗粒化时间序列的固有缺陷,得到更加完善的时间序列特征值。能准确反映刀具健康状态信号的复杂性和随机性。
(3)构建了基于WOA 优化核极限学习机的刀具健康状态识别模型。经验证表明,该模型的识别准确率高达99.76%,具有良好的状态识别能力。
