全自动毛巾折叠机的研究与设计
2023-09-15安源徐明旭李松林曹长业曹可新陈浩东徐学正李贺
安源,徐明旭,李松林,曹长业,曹可新,陈浩东,徐学正,李贺
(1.吉林大学 机械与航空航天工程学院,长春 130000;2.中车长春轨道客车股份有限公司,长春 130062;3.烟台杰瑞石油装备技术有限公司,山东 烟台 264000;4.沈阳机床(集团)有限责任公司,沈阳 110142)
0 引言
毛巾是人们日常生活中最常用的清洁工具[1],在餐饮、服务等行业应用广泛。毛巾折叠机工作效率高,节省劳动力并且无二次污染,是折叠毛巾的最理想设备。毛巾折叠机在商品发展及包装工业中起着重要作用。随着人们对毛巾在质量、美观度、卫生条件等方面的要求逐渐提高,毛巾折叠机的种类和功能也逐渐增加。
经济快速发展中所带来的环境问题日益显著,消费者环保意识不断增强[2]。人们逐渐建立自然、健康、安全、环保节能的消费理念和消费方式[3-5]。可回收的消毒毛巾代替了传统的餐巾纸。其中“蛋卷式”折叠方法非常适用于方巾,折叠后的毛巾小巧、易于存储且方便运输,已经在酒店服务行业、餐饮食品行业普及。毛巾折叠作为我国的劳动密集型产业,人工折叠不仅效率低、成本高且容易对消毒后的毛巾造成二次污染[6]。
因此,本文通过文献研究,设计出一种可以将毛巾折叠成蛋卷状的自动毛巾折叠机,可有效地将毛巾的折叠批量化、规范化、卫生化。
1 毛巾折叠机整体结构设计
本文研究设计的毛巾自动折叠机用于将方巾折叠成“蛋卷式”,能够代替人工折叠毛巾。其整体结构示意如图1所示。主要由上料机构1、折叠机构2、打卷机构3组成;上料机构1负责从毛巾垛中抓取和运输毛巾的工作;折叠机构2负责毛巾的3次折叠工作;打卷机构3负责最后毛巾搓成“蛋卷”的工作。
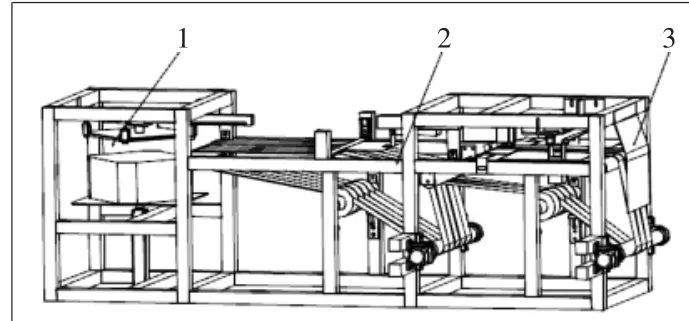
图1 毛巾折叠机整体方案
2 工作原理
按照毛巾的柔软性质和折叠方法,设计的毛巾自动折叠机如图1所示,其工作原理如下:上料机构1从毛巾垛中利用4个气动抓手逐一抓取毛巾并输送到平台上;在折叠机构2中待毛巾运行到第一次折叠单元位置,气缸作用下的推板和压板相互配合对毛巾进行图2(b)→图2(c)所示的第一次折叠;待运行到第二次折叠单元位置时,利用电动滑台作用下的一对对称的推板和气缸作用下的压板实现对毛巾进行图2(d)→图2(g)所示的第二、三次折叠;毛巾随输送带运行到打卷机构3中的楔形搓卷空间,搓卷板为毛巾提供一对方向相反的摩擦力将其搓成蛋卷式,任务完成。与将长条状毛巾打卷的毛巾打卷机相比,该自动毛巾折叠机适用于将毛巾折叠成蛋卷式,无需人工码料,且折好后的毛巾更加美观小巧。
3 关键机构的详细设计
3.1 上料机构
上料机构1由气动抓手4、微动开关、抓手固定盘5、托板8、电动缸9和铝型材框架10组成,如图3所示。电动滑台固定于铝型材框架10上,抓手固定盘5通过螺栓固定于电动滑台6的滑块上,通过L形固定片将4只气动抓手安装在抓手固定盘5上。微动开关嵌于抓手固定盘5下面。

图3 自动上料部分结构图
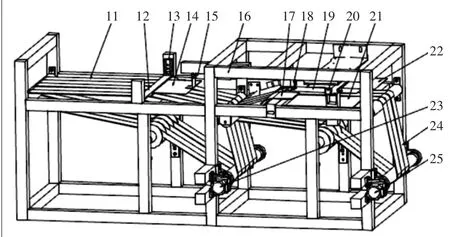
图4 自动打卷部分结构图

图5 自动打卷部分结构图
电动缸9固定于铝型材框架10上,支架8与电动缸9的伸缩轴连接。托板8用于承载毛巾垛7。该上料机构的任务就是将毛巾逐一分开并将每一张毛巾输送到折叠机构2的传送带上。
电动缸9推动托板8上的毛巾垛7向上直线运动,当毛巾垛7触碰到抓手固定盘5下面的微动开关后,电动缸9停止上升。4只气动抓手4通气,电动缸9沿直线垂直向下移动,从而使抓取到毛巾的电动滑台6能够向右移动到折叠机构2的正上方,松开气爪,毛巾成功脱落在传送带上。电动滑台6返回到待机位置,电动缸9重新进行上述操作,从而实现连续上料。
3.2 折叠机构
折叠机构2由传送带11、铝型材框架16、直流电动机23、传送带24、传感器以及第一折叠单元和第二折叠单元组成。用于支撑传送带转动的同步带轮被螺栓固定于铝型材框架16上,由直流电动机提供动力,带动传送带转动。毛巾的两次折叠均采用“错切原理”。“错切原理”是指两个相差一定高度的推板相对移动,从而在空间上形成一个剪切的过程,即压板压在毛巾的一侧,而毛巾的另一端位于推板的上方,当推板和压板相对移动时,压在推板上的毛巾便会因推板和压板的共同作用而发生折叠[7]。
第一折叠单元由气缸13、电动滑台15、推板14、压板12、传感器、传送带11、同步带轮和直流电动机23组成。从上料机构1输送到折叠机构2的毛巾随传送带11移动,毛巾缓缓滑到推板14上。毛巾到达预设位置时,传感器会接收信号使直流电动机23停止转动。压板机构由气缸13和压板12组成;气缸通过螺栓与压板12连接。推板机构由电动滑台15与推板14组成;电动滑台15与推板14通过L形固定片连接。当传送带11停止后,气缸13控制压板12下压到工作位置,电动滑台15带动推板14缓缓将毛巾向左推动,毛巾完成第一次折叠任务。直流电动机23开始转动并带动传送带11上的毛巾进入到第二折叠单元。
第二折叠单元由气缸18、过渡板17、推板21、推板22、压板19、电动滑台20、传感器、传送带24、同步带轮和直流电动机25组成。从第一折叠单元输送到第二折叠单元的毛巾通过过渡板17缓缓滑到推板21、22上。毛巾到达预设位置时,传感器会接收信号使直流电动机25停止转动。压板机构由气缸18和推板19组成;气缸18通过螺栓与推板19联接。推板机构由电动滑台20与推板21、22组成;左、右电动滑台分别与左、右推板通过L型固定片联接。当传送带24停止后,气缸18控制压板19下压到工作位置,由于图2(d)→图2(g)所示的两次折叠相对于毛巾是对称分布的,所以可以在一个工位依次完成两次折叠任务。直流电动机25开始转动并带动传送带24上的毛巾进入到打卷机构部分。
3.3 打卷机构
打卷机构由搓卷板26、楔形空间27和传送带24组成。搓卷板26利用螺栓固定于打卷机构的铝型材框架16的最右侧横梁。毛巾打卷采用一对运动方向相反且带有纹路的两条板材对搓,使毛巾受到一对方向相反的摩擦力组合成的力偶,从而实现毛巾打卷的功能。利用打卷机构2中第二折叠单元的传送带,在其右侧安装一打卷板26,打卷板26由质量轻、弹性大的铝片制成,内表面与传送带材质相同。使传送带24与打卷板26组合成为楔形打卷空间27。当毛巾完成折叠任务后,传送带24继续转动使毛巾进入打卷机构3,利用楔形的打卷空间,使毛巾受到力偶从而完成打卷任务。
与运用两套运行方向相反的输送平台对毛巾进行打卷相比,不仅节省了空间,而且减少了一套输送平台,从而节省资源、降低成本。
4 实验
根据结构的设计和经验,制造了一台自动毛巾折叠机,如图6所示。为了确认该机器是否能满足设计要求及功能是否达标,进行了实际的样机试验。实验中的方巾选用规格为300 mm×300 mm的纯棉材质方巾。电动机转速为380 r/min,电动缸及电动滑台移动速度均为0.2 m/s。实验证明了该结构的设计与理论的正确性,打卷后的毛巾美观小巧、易于运输且避免了二次污染,打卷效率与熟练工人基本一致,但是可24 h工作,所以生产效率远高于人工。

图6 全自动毛巾折叠机实物图
5 控制系统软件设计
选用欧姆龙CP1H系列的PLC[8-9],该PLC采用现代大规模集成电路技术,严格的生产工艺制造和内部电路的先进抗干扰技术使其具有很高的可靠性[10]。选用CX-Progra mmer编程软件,其特点为功能丰富、操作简单,具有丰富的调试功能和良好的兼容性。
该毛巾折叠机的程序按照功能可划分为5个部分:参数录入部分、初始化部分、主程序部分、报警单元部分和终止部分。其中录入部分是将需要的指令录入到存储单元中,当需要某项指令时,通过地址将指令从存储单元中调出。初始化部分是为每个执行元件确定工作初始点。主程序部分为该程序的核心部分,通过动作的不同可分为自动上料部分、第一折叠部分和第二折叠部分[11],各个执行单元根据指定的操作命令来完成任务。报警单元部分负责实时监控程序的执行。终止部分负责结束程序的运行。其具体控制流程如图7所示。
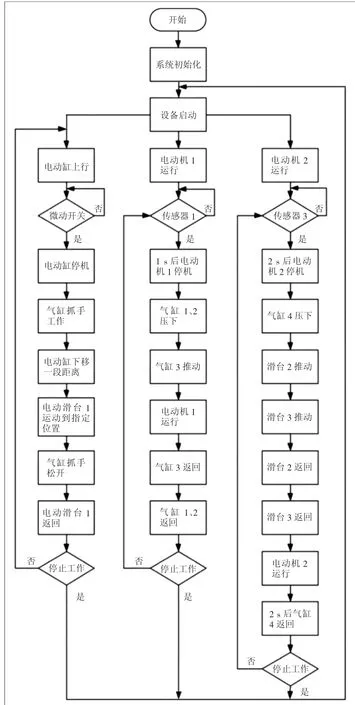
图7 控制系统流程图
6 控制系统硬件设计
根据毛巾折叠机工作时各气缸的工作需求,编制了一套气动回路图,如图8所示。
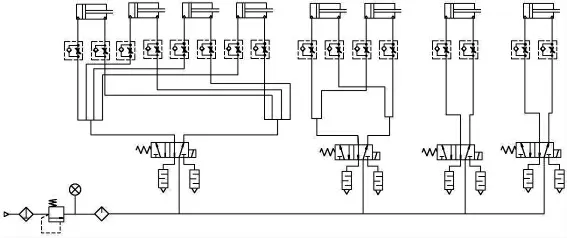
图8 气动回路图
7 结论
目前折叠毛巾的方式仍采用传统人工折叠的形式,不仅费时费力而且容易造成对消毒后的毛巾二次污染。本文在对方巾包装情况进行充分调研和分析的基础上,设计并研制了一套组合全自动毛巾折叠机。经过反复试验、调试,证明该机器可以有效地将方巾折叠成蛋卷形状,效率高且成本低。
该全自动毛巾折叠机的开发和应用为我国劳动密集型产业的产品生产提供了重要参考,相信会在未来毛巾包装市场得到广泛应用。
