面向复杂工程能力培养的精轧AGC实验虚拟仿真系统
2023-09-13万春秋李希胜崔家瑞徐银梅
万春秋, 李 擎, 李希胜, 崔家瑞, 徐银梅
(北京科技大学自动化学院,北京 100083)
0 引言
基于产业需求为导向的“新工科”新范式建设背景,探索面向复杂工程的课程模式成为培养高素质工程人才、提升高等教育教学质量的一条重要途径[1]。基于学校学科特色,将自动化专业人才培养目标定位为:“培养具有冶金行业特色的自动化领域复合创新型工程技术人才”。遵从学校“崇尚实践”的优良传统,面向冶金自动化工程实践成为培养学生工程能力的重要环节,其目标是让学生理解并掌握冶金行业自动控制系统设计的整体知识体系,提升工程意识和工程实践能力,培养解决冶金自动化领域“复杂工程问题”的能力。基于自动化专业人才培养目标,在实验实践类课程教学方面做了很多积极探索,并取得了一系列成果[2-4],但与人才培养需求仍存在差距。
带钢热连轧过程控制是冶金领域的一个研究热点,相关实验课程对于以冶金为特色学科的高校自动化类学生的教学实践具有重要意义。该系统具有结构复杂、现场环境恶劣等特点,传统的实验箱等教学模式不能复现真实的现场环境,不利学生对相关知识进行系统的理解和掌握。为满足行业对高素质人才的需求,将信息技术与实验教学进行深度融合[5],利用虚拟仿真技术进行具有学科特色的实践教学改革[6-8]。
本文选取带钢热连轧过程控制技术研究中具有典型意义的精轧自动厚度控制(Automatic Gauge Control,AGC)系统为对象,设计开发了虚拟仿真实验,帮助学生系统地理解AGC系统的原理,掌握系统设计与研究方法,锻炼工程创新思维和研究探索能力。
1 精轧AGC系统及模型
1.1 精轧AGC系统
精轧AGC系统以轧制规程厚度设定值为控制目标,采用厚度反馈闭环控制方式(PI 控制器调节液压压下,控制轧机辊缝调整量),同时考虑温度扰动(轧件来料温度波动造成,引起厚差的主要扰动)和厚度扰动(轧件来料厚度不均匀造成)因素,将带钢出口厚度波动量控制在要求的精度内[9-11]。7 机架AGC系统控制结构如图1 所示。其中:δh1~δh7分别为机架F1~F7带钢出口厚度波动量;δS1~δS7为相应机架辊缝调节量;δK1~δK6为带钢出口硬度波动量(温度波动造成)。
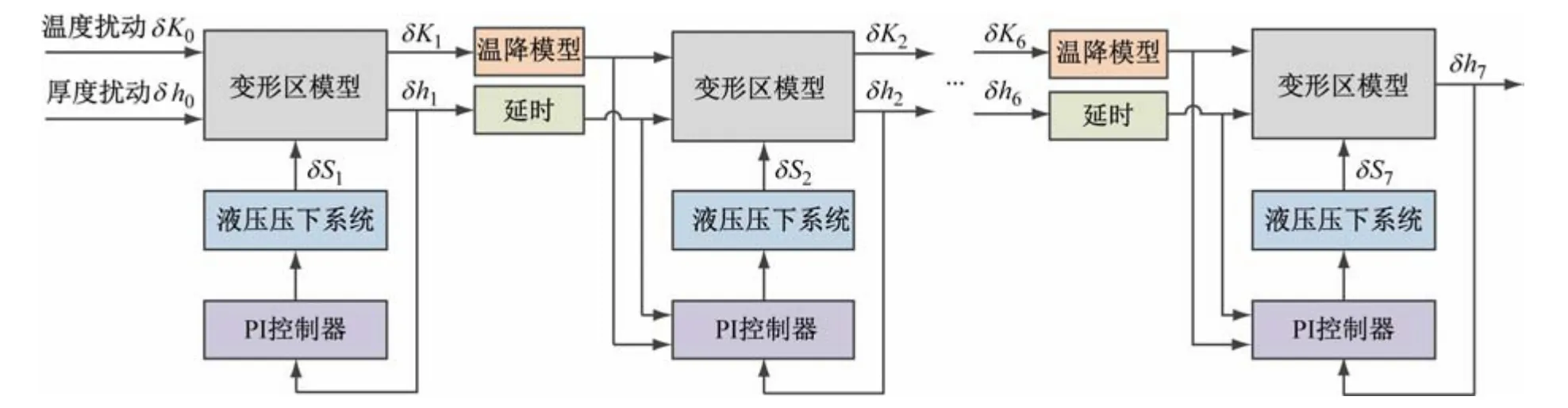
图1 精轧AGC系统控制结构
根据现代冶金企业不同规格产品的生产需求及厚度控制要求,带钢出口厚度控制范围一般为1 ~20 mm,厚度误差控制范围为20 ~30 μm,超调量要求小于30%,调节时间要求小于2 s。
1.2 系统模型
根据图1 控制结构,精轧AGC系统涉及模型主要为变形区和液压系统模型。
(1)变形区模型。主要包括增量厚度方程、增量轧制力方程、增量速度方程和增量套量方程,方程表达式详见文献[12-13]。
(2)液压系统模型。压下系统由伺服放大器、电液伺服阀、液压油缸和位移传感器等环节构成,实质为一高阶系统。由于其大部分环节惯性很小,压下系统一般可简化为一个二阶环节[9,14]
式中:Kh为系统比例放大系数;ξ为系统阻尼比;ωn为无阻尼自然频率。
2 软件设计
2.1 实验框架设计
按照由浅入深的层次构建递进式虚拟仿真实验体系,包括控制原理认知、控制系统设计与实现和控制过程研究,详见图2。

图2 虚拟仿真实验设计框架
(1)控制原理认知。为使学生了解精轧AGC 系统研究的工程背景,加深学生对控制理论专业知识的理解,重点培养学生的工程认知能力和自主学习能力。
(2)控制系统设计与实现。使学生根据精轧AGC系统性能要求完成控制系统方案设计,利用Simulink软件完成仿真模型搭建,基于Matlab 开发环境完成系统界面设计及后台编程,使学生系统掌握控制系统的数字仿真技术、软件编程技术以及独立分析问题、设计解决方案的基本方法。
(3)控制过程研究。学生利用自主设计的软件系统完成控制参数整定以及PI参数对控制效果的影响,引导学生对实验中出现的问题进行分析研究,加强指导老师和同学之间的讨论、沟通,培养学生的工程研究、工程创新思维和沟通协调能力。
2.2 实验模块设计
根据层次递进式实验设计方案,实验目标是引导学生由浅入深地完成精轧AGC系统的设计与研究,控制过程研究模块为实验设计的核心。
2.2.1 实验界面
实验界面结构和功能设计如图3、4 所示。
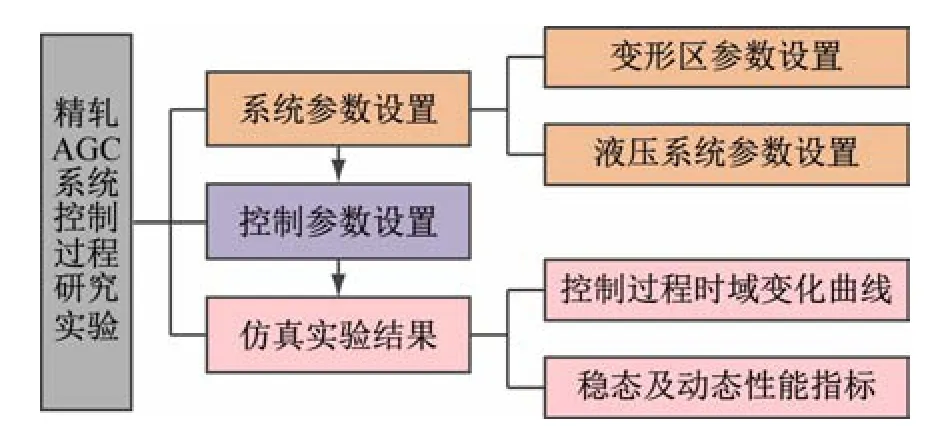
图3 控制过程研究模块实验界面结构和功能示意图

图4 控制过程研究模块实验界面
(1)系统参数设置。主要包括变形区和液压系统参数。通过系统参数设置及相应的仿真,可实现对不同轧机型号和轧制规格精轧AGC系统进行研究。
(2)控制参数设置。主要包括液压系统PI 控制器的比例常数Kp和积分常数Ki。通过比例和积分常数设置及相应的仿真,可实现控制参数整定方法、不同控制参数的控制效果等研究。
(3)仿真结果展示。主要包括各机架带钢出口厚度偏差等控制过程曲线和末机架带钢出口厚度偏差稳态及动态性能指标,可用于对实验仿真结果进行直观展示,帮助学生学习了解不同控制参数的控制效果和稳态及动态性能指标的特征,理解不同控制参数对系统稳态和动态性能指标的影响。
2.2.2 后台程序设计
在Matlab2018b开发环境下,通过回调函数编程、Simulink仿真模型调用等实现实验界面“默认仿真参数”“仿真运算”等不同功能按钮后台程序的设计,软件流程结构如图5 所示。
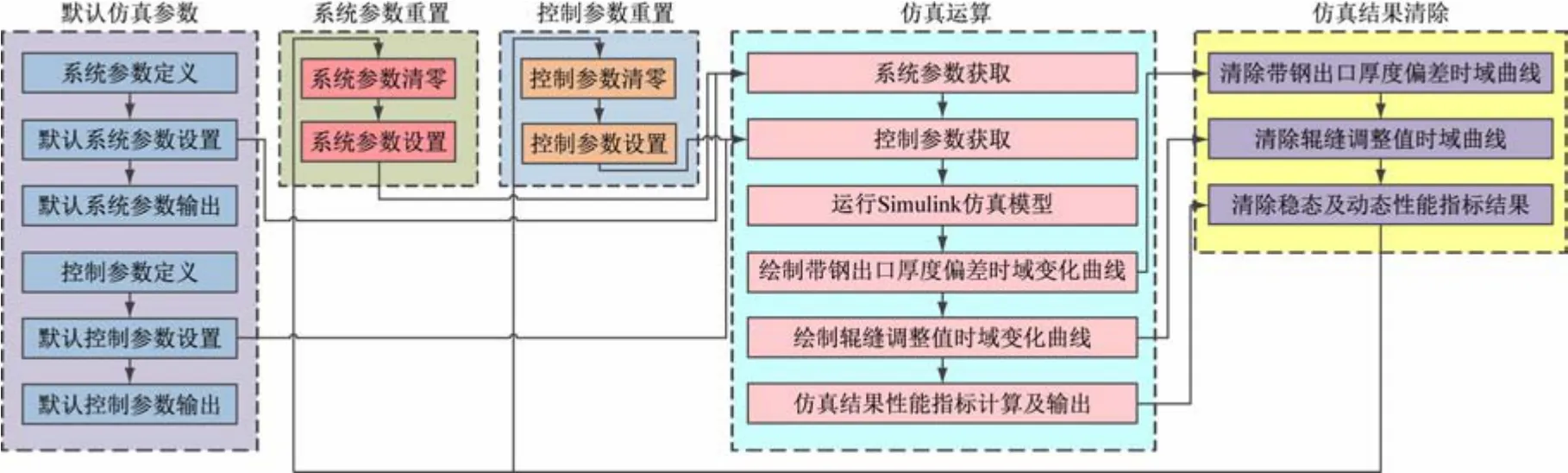
图5 控制过程研究模块软件流程
3 实验仿真分析
以某1700 mm 热连轧为例,对精轧AGC 系统控制过程研究模块的实验方法进行说明。钢种为Q235,带钢入口厚度h0=32 mm,成品厚度h=2 mm,带钢厚度扰动δh0=1.5 mm,温度扰动δT=20 ℃,仿真时间为t=5 s。根据轧机型号和带钢轧制规格,仿真实验的变形区参数见表1。液压系统比例放大系数Kh=53.17,阻尼比ξ =157.42,无阻尼自然频率ωn=6.3。
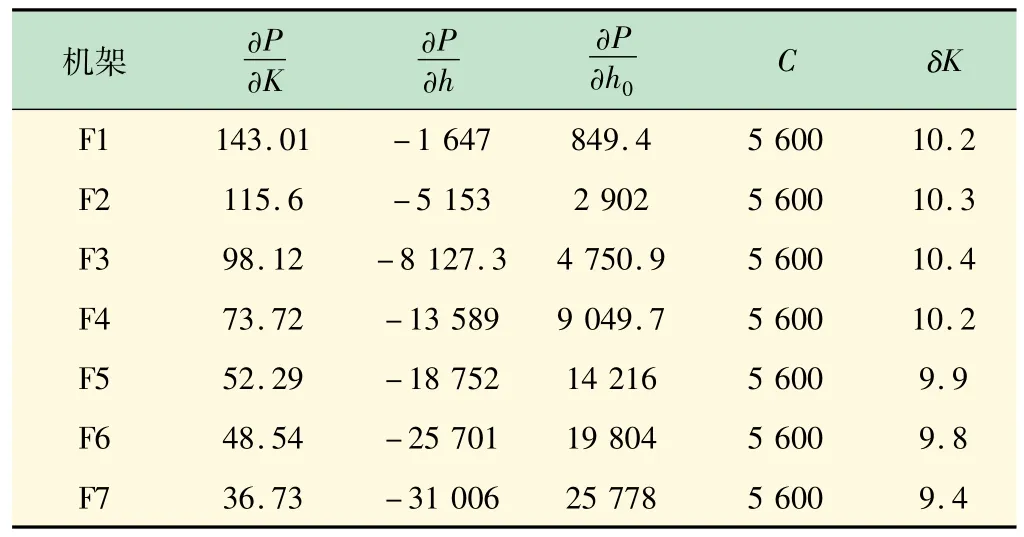
表1 控制过程研究仿真实验变形区参数
3.1 控制参数整定研究
学生通过实验虚拟仿真完成精轧AGC系统PI控制器比例常数Kp和积分常数Ki的整定研究,涵盖了发散、临界稳定和稳定等控制系统不同运行状态,仿真实验结果如图6 所示。
由图6(c)可知,当控制参数取Kp=7.5、Ki=4时,各机架带钢出口厚度偏差随时间变化逐渐减小,系统处于渐进稳定状态。末机架带钢出口厚度稳态误差仅有δh∞=-2.34 μm(液压模型含饱和非线性环节,系统存在稳态误差),超调量σp=28.71%,调节时间ts=1.09 s,较好地满足了性能指标要求。
借助以上实验虚拟仿真,可让学生通过不同控制参数的仿真直观地理解各类控制状态的系统动态特性,获得满足性能指标要求的控制参数,了解和掌握控制参数整定的流程和方法。
3.2 控制参数影响研究
在精轧AGC 系统的实际运行中,PI 控制器的比例常数Kp和积分常数Ki对系统的控制效果影响不同,需要通过仿真实验理解和掌握。通过对实验仿真结果的比较和分析,可引导学生独立思考不同控制参数对精轧AGC系统控制效果的影响,提升学生对实际工程问题自主分析的能力。
(1)比例常数影响。令PI 控制器的比例常数Kp分别在[4,10]区间等间隔0.5、[10,50]区间等间隔5取值,积分常数取固定值Ki=4,分别进行控制过程实验仿真,仿真结果如图7 所示。根据图7 仿真结果综合分析:对于精轧AGC系统,比例常数Kp取值范围为[7.5,10]能够取得比较好的控制效果。
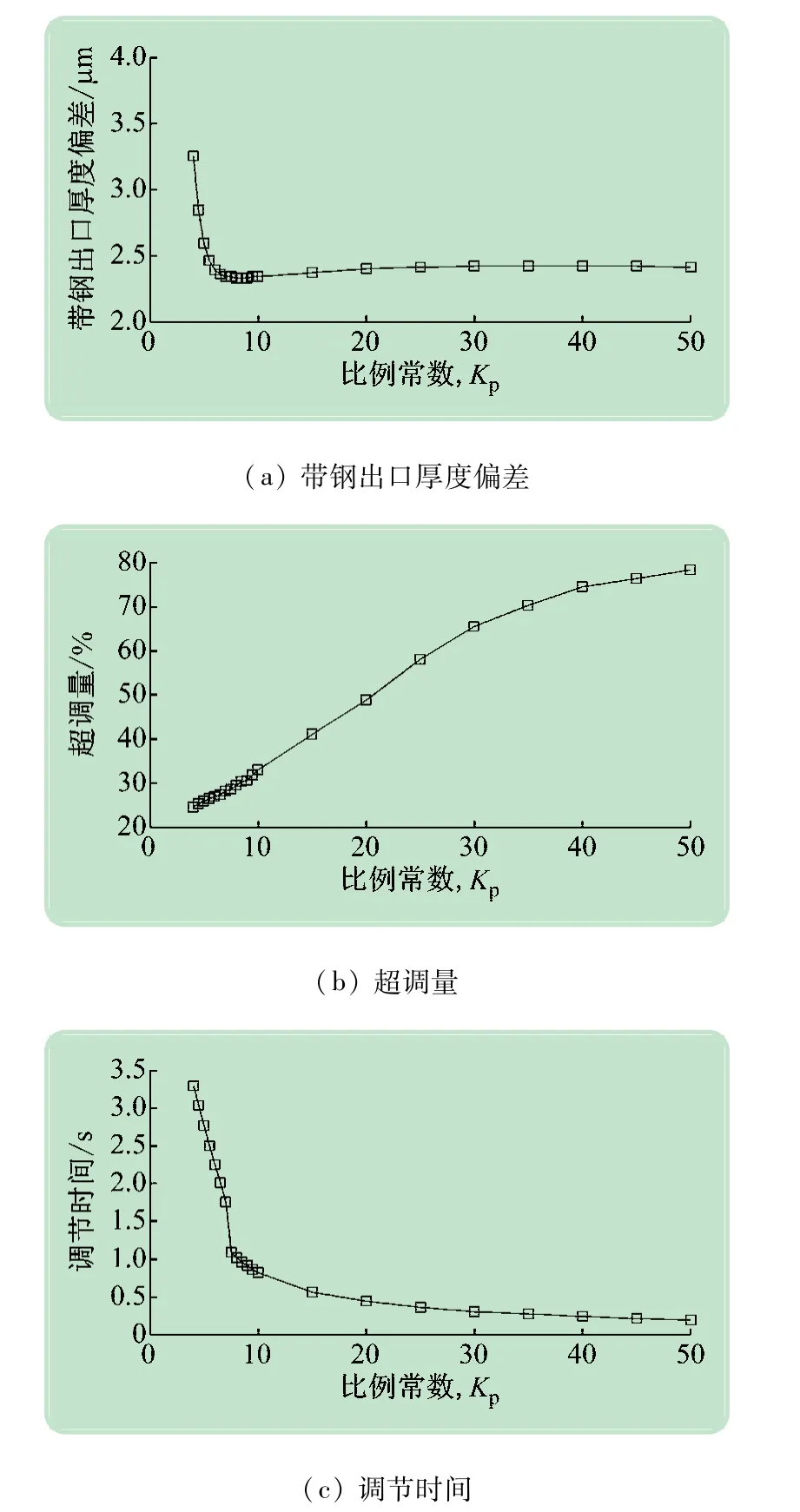
图7 比例常数Kp 对实验结果仿真的影响
(2)积分常数影响。令PI控制器的积分常数Ki分别在[0,2]区间等间隔0.5、[2,20]区间等间隔2取值,比例常数取固定值Kp=7.5,分别进行控制过程实验仿真,仿真结果如图8 所示。由图8 可知,积分常数Ki在[0,2]范围时,具有明显的调节误差的作用,但超调量和调节时间随着积分常数Ki的增加均呈逐渐升高的趋势,需在满足系统控制精度要求的前提下,尽量降低积分常数的取值。
4 实验考核评价
基于工程教育专业论证成果产出导向和以学生为中心的要求[15],按照实验“预习→过程→总结→成果验收→学生评价”五维一体评价体系设计了实验课程的考核评价方法,实现对学生全过程的记录与评价,突出对学生实验成果的验收和学生主体作用的发挥,评价要点如图9 所示。
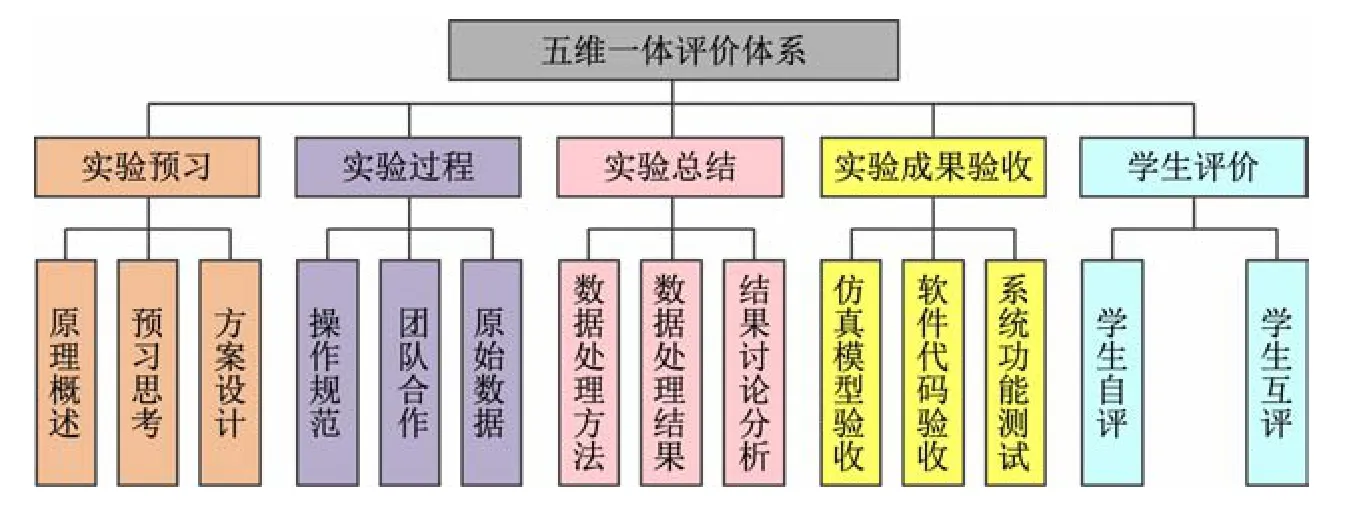
图9 考核评价体系
(1)实验预习。根据实验任务及相关背景资料编写预习报告,完成实验工作的准备,占总成绩10%。
(2)实验过程。根据实验方案、实验规范等进行实验操作与调试,对实验中出现的问题进行思考解决。实验过程是实验课程的重要环节,占总成绩20%。
(3)实验总结。根据实验数据和实验现象撰写实验报告,重点检验学生的工程研究能力和工程创新思维,占总成绩30%。
(4)实验成果验收。实验成果是实验质量评价的重要依据,重点检验学生的工程建模与设计能力、现代工具使用和综合思维能力,占总成绩30%。
(5)学生评价。除了教师的全过程评价外,还通过学生自评与互评加强学生对实验内容的思考和同学之间的沟通,培养学生独立思考和研究型学习的习惯,充分发挥学生的主体作用,占总成绩10%。
通过以上多维度、全方位、多样化的评价模式,以保障实验考核的全面和公正性,以学生的实验成果为导向,充分激发学生的实验积极性,提升实验效果。
5 结语
本文针对冶金自动化领域复杂工程能力培养的需求和现场工程实践的局限性,设计了精轧AGC实验虚拟仿真系统。实验框架采用分层递进的模式,由浅入深培养学生的工程认知、工程建模与设计、工程研究等能力。在实验的考核评价中,通过五维一体的评价体系实现对学生实验全过程记录与评价,以学生的实验成果为导向,充分调动学生实验的积极性和主动性,切实强化学生解决复杂工程问题能力培养。
·名人名言·
正确的结果,是从大量错误中得出来的;没有大量错误作台阶,也就登不上最后正确结果的高座。
———钱学森
