带RTCP功能的五轴机床后处理程序开发
2023-09-13林志伟周哲平王郑拓栾丛丛
林志伟, 周哲平, 王郑拓, 栾丛丛
(1.浙江大学a.机械工程学院实验教学中心;b.工程训练(金工)中心,杭州 310058;2.浙江杭机股份有限公司,杭州 311305)
0 引言
在五轴加工中,刀具能够调整到相对于工件的任意姿角,可以平滑地加工自由曲面,提高工件表面质量,也使得一次装夹便完成多道工序加工成为可能,从而减小定位误差[1-3]。五轴机床配置形式多达上千种[4]。Lee等[5]通过齐次矩阵变换推导了反映机床各轴位移的反向运动学方程。文献[6-8]中建立了包含2 个旋转轴的五轴机床的统一运动学模型。Jung等[9]主张使用提刀法来避免后处理中共轭双解在相位转变中出现的过切现象。于孝水等[10]以六轴龙门铣床为研究对象,分析了该机床的运动学模型。张宗仁[11]开发了面向华中HNC848B 五轴数控系统的UG 后处理程序。熊江等[12]针对双回转主轴型五轴机床,开发了无旋转刀具中心点(Rotational Tool Center Point,RTCP)的后处理程序。洪超[13]针对PowerMILL 软件后处理模块,研究五轴后处理文件的修改和定制方法。任涛[14]以Siemens 840D 数控系统为例,采用Hyperpost进行后处理程序构建。
目前,常用的五轴机床一般都带有RTCP功能,使得数控(Numerical Control,NC)代码独立于工装条件存在,大大降低了五轴NC 代码生成以及对刀难度。尽管如此,在五轴加工中,由计算机辅助制造(Computer-aided Manufacturing,CAM)软件生成的刀位(Cutter Location,CL)数据无法直接用于驱动机床运动,需要经过专用的后置处理程序处理,转换为能够适配相应机床的NC代码。开发五轴后处理程序的关键是对五轴机床的结构和运动链进行正确的建模与分析,从而得出其正反向运动学方程。
由于大部分机床厂商都不会主动提供专属后处理文件,客户通常需要额外购买,价格昂贵[15],阻碍了国内五轴机床的推广使用。为此,本文以国产桌面式双回转工作台(Rotary Table,RT)型五轴机床为例,根据实际机床结构对其运动链进行分析,推导其运动学和反向运动学方程,并在此基础上,构建在RTCP功能开启下的五轴后处理程序。
1 五轴机床运动学建模
图1 为实验室前期购置的国产某型号桌面式RT型五轴机床,该机床内置五轴数控系统,各轴采用伺服控制,加工精度达0.01 mm,常用于高等院校数控教学或玉石等雕刻生产。如图2 所示,该机床包含2 条运动链,其中第1 条运动链包括4 个进给轴,分别为X、Y平动轴和A、C旋转轴,其中Y轴安装在机床基座上,X轴安装在Y轴上,A轴安装在X轴上,C轴安装在A轴上,工作台位于C轴。第2 条运动链仅包括一个进给轴,即Z平动轴。对两旋转轴,A轴旋转角度范围为-90 °~90 °,C轴可任意旋转,为方便后续推导,不妨取C轴在一个周期内旋转角度范围为0 °~360 °。

图1 桌面式RT型五轴机床实物
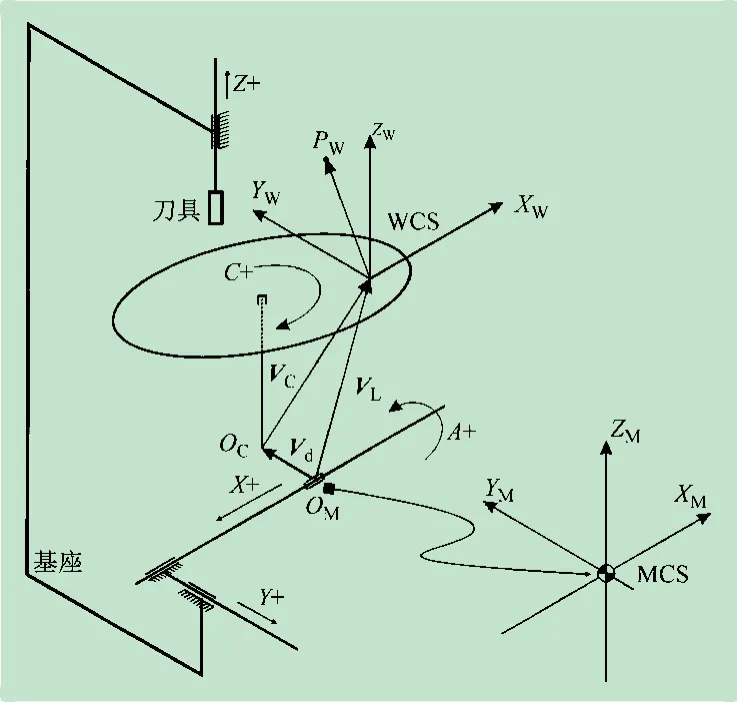
图2 RT型AC转轴五轴机床运动链示意图
记A、C两轴线(异面直线)最近点分别为OA、OC,且记OA到OC向量为Vd,如图1 所示。以OA为原点建立机床坐标系,各坐标轴分别和机床各平动轴平行。在机床坐标系下,Vd向量坐标为(0,d,0),其中d为点OA到OC距离。
运用文献[5]五轴机床运动学齐次分析法,推导得上述五轴机床的基础运动学方程如下表达式:
式中:PW、TW分别为某一加工点在工件坐标下的刀位信息,其中PW为刀具参考点(如刀尖点),坐标为(x,y,z),TW表示刀轴矢量,坐标为(Δx,Δy,Δz);向量VL(Lx,Ly,Lz)表示工件坐标系原点相对于机床坐标系偏移;向量VS(Sx,Sy,Sz)为对刀向量,即程序原点相对于机床坐标系的偏移;X、Y、Z、A、C为机床各轴相对于机床初始状态的平动位移或转动角度,即各轴指令;RX和RZ分别为绕坐标系X、Z轴转动的旋转矩阵算子,其中:
M为平移矩阵算子,表示为
M参数也可为一向量,如对向量V,M(V)=M(V·Δx,V·Δy,V·Δz)。
展开式(1)、(2)可得RT型A、C转轴五轴机床运动学方程:
式(6)、(7)建立了机床坐标系下各轴运动量和工件坐标系下刀位点坐标的映射关系,以X、Y、Z、A、C为未知数反向求解以上2 式即可得该类五轴机床的反向运动学方程。
2 反向运动学求解
2.1 旋转轴反解
首先对旋转轴进行反解,即已知工件坐标系下的当前单位刀轴矢量TW(Δx,Δy,Δz),求解机床A、C转轴的旋转角度。考虑到A轴旋转角度范围为[-90 °,90 °],由式(7),可得:
当Δz=1,此时A=0 °,即sinA=0,且Δx=Δy=0,C可取任意值。在实际应用中,为尽量减少机床各轴运动量,C取值可与前一刀位保持一致,即C轴保持不转动。
学校建有先进图书馆,藏书2万多册,建有数字校园网,研究资料充实、丰富,查询方便快捷;拥有一流的教育信息化设施,校园网络系统速度快、容量大、覆盖全,拥有高效的网络教学和信息管理平台。物质条件保障有力,为教改的开展与实施提供了强大硬件支撑。
当Δz≠1,即sinA≠0 时,A≠0 °,此时tanC=-Δx/Δy,考虑C取值为[0 °,360 °)。若Δy=0,此时tanC为无穷大,即C=90 °或C=270 °。如果取C=90 °,对应式(7),此时Δx=sinA,A与Δx同号,即:
式中:
如果C=270 °,对应式(7),此时Δx=-sinA,A与Δx异号,即:
综上,当Δz≠1 且Δy=0,此时C=90 °,A=
当Δz≠1 且Δy≠0 时,令C0=arctan(-Δx/Δy),显然C0∈(-90 °,90 °),而要求的C∈[0 °,360 °)。由于tan函数的周期为180 °,当C0=0 时,Δx=0,C=0 °或C=180 °,由式(7),当C=0 °时,cosC=1,此时A与Δy异号;当C=180 °时,cosC=-1,此时A和Δy同号。综上,当Δz≠1且Δy≠0且Δx=0时,C=0°,A=-sign(Δy)·arccos(Δz)或C=180 °,A=sign(Δy)·arccos(Δz)。
此外,当Δz≠1 且Δy≠0 且Δx≠0 时,C≠0 °。当Δx/Δy>0,即C0∈(-90 °,0 °)时,C=C0+180 °或C=C0+360 °;而当Δx/Δy<0 时,C0∈(0 °,90 °)时,C=C0或C=C0+180 °。A取值由如下2 种情况:
(1)当Δx/Δy>0。若取C=C0+180 °∈(90 °,180 °),此时sinC>0,由式(7),A和Δx同号,A解可由式(9)给出;若取C=C0+360 °∈(270 °,360 °),此时sinC<0,A和Δx异号,A解可由式(11)给出。
综合以上讨论,对任意当前刀轴矢量Tw,均可得关于A、C的两组解。
2.2 平动轴反解
考虑到在实际五轴加工前,一般都需要进行对刀操作,对刀的意义在于让工件坐标系原点和程序原点重合,即对刀完成后,向量VS=VL。基于此,以X、Y、Z为未知数反向求解式(6)方程组可得:
由式(12)清晰可知,RT型A、C转轴五轴机床的3个平动轴位移除了和工件坐标系下刀具参考点PW坐标(x,y,z)以及两旋转轴转动量A、C有关之外,还和机床参数d(A、C两转轴轴线间距,见图2)以及工件安装向量VL(Lx,Ly,Lz)有关。这也正是传统五轴加工在后置处理阶段需要测量工件安装位置才能生成相应NC 代码的原因。对后置处理器来说,它的功能是接受上层CAM软件生成的相对于工件坐标系的一系列形如(x,y,z,Δx,Δy,Δz)的刀位信息列表,并根据机床参数和工件安装向量VL将刀位信息转化为机床各轴指令(X,Y,Z,A,C)。而在实际应用中,考虑到机床坐标系原点可能隐藏在机床金属构件内部,VL很难精确测量,导致得到的NC代码精度不高。
五轴机床RTCP功能将五轴加工的后置处理运算部分转移至数控系统内部进行。以部分转移为例,数控系统接收形如(x,y,z,A,C)格式的指令,其中(x,y,z)就是刀具参考点PW在工件坐标系下坐标,而(A,C)为经过外部后置处理得到的A、C轴转动量。数控系统在对刀过程中测量工件安装向量VL,结合事先写入数控系统的机床参数d等,然后根据式(12),针对输入指令(x,y,z,A,C)计算各平动轴位移X、Y、Z,最终将X、Y、Z、A、C运动指令发送给各轴实现五轴联动。RTCP功能使得NC代码从五轴机床类型、配置形式以及工装条件中独立出来,简化了五轴加工过程,让五轴机床变得简单易用。
3 后置处理程序开发
根据以上分析,针对带RTCP功能的RT型AC 转轴五轴机床,可开发相应后置处理程序。该程序输入为刀位文件,即CL文件。刀位文件是由CAM 软件根据工件模型和相应工艺参数生成的中间文件,以文本形式保存了一系列刀位数据。图3 为刀位文件格式截图,每行刀位数据以GOTO或JPTO关键词开头,后面跟一组包含6 个维度的刀位坐标,其中前3 个维度表示刀具参考点坐标(即PW),后3 个维度表示单位刀轴矢量(即TW)。关键词GOTO 表示直线插补,即刀具参考点从上一刀位点以直线形式移动到当前刀位点,相当于G代码中的G1 指令;而关键词JPTO(JUMP TO缩写)表示刀具参考点快速移动至当前刀位点,不做直线插补,相当于G 代码中的G0 指令。后处理程序的功能是将以上刀位文件翻译为特定五轴机床能够识别的NC代码,即G代码,并将其以文件形式输出。

图3 刀位文件格式截图
后处理程序首先读入刀位文件,然后遍历并处理每行刀位数据。如果当前行刀位数据以GOTO 开头,则将GOTO翻译为G1 指令;如果以JPTO 开头,则将JPTO翻译为G0 指令。然后将六维坐标的前3 个维度坐标x、y、z照抄回G1 或G0 后,后3 个维度坐标Δx、Δy、Δz则根据2.1 节介绍的方法分析计算相应的A、C值,生成如下所示的一行G代码:G1:X100.321 Y200.432 Z300.643 A45.653 C62.282其中,A、C中包含两组解,记为A1、C1和A2、C2,且A1、A2数值相等,但符号相反,即A1+A2=0。根据不同工况,A、C双解问题的取值策略可能不同。图4 为RT 型五轴机床后处理程序截图,在实际五轴加工中,如需限定A轴在0 °~90 °范围内转动,则取A为正的那组A、C解。同理,如果限定A轴在-90 °~0 °范围内转动,则取A为负的那组A、C解。否则如果不对A轴转动范围进行限定,则取相对上一行代码A、C总转动量较小的那组解为当前解。如对两相邻刀位,若求解前一刀位得到A0=45°,C0=135°;而当前刀轴矢量为[0.5,0.6,0.625],反解可得A1=51. 355°,C1=140. 194°,A2= - 51. 355°,C2=320.194°,显然此时应取A1、C1作为当前转角值。进一步地,在双解问题取值时,增加了C轴取值的范围设定选项:0 °~360 °或-∞~∞,即机床C轴是否可以无限旋转。

图4 RT型五轴机床后处理程序界面
另外,为增强后处理程序的通用性,增加了NC 代码输出格式选项:G代码或L代码,其中L代码适用于海德汉(Heidenhain)系列数控系统,而G 代码适用于图1 所示的五轴数控机床。若在图4 界面中选择输出G代码,则后处理程序会在输出的G 代码开头加上G43.4,表示开启RTCP 功能,而在G 代码结尾加上G49,表示关闭RTCP 功能。对五轴加工来说,开启RTCP功能不必不可少的。
4 五轴切削实验
本文通过加工测试,以验证五轴后处理程序有效性。图5 为测试的待加工NURBS曲面,其长宽尺寸为100 mm×100 mm。针对该曲面,选用直径为3 mm的球头铣刀,应用课题组前期开发的CAM软件所生成的相应精加工刀位文件,导入后处理程序生成相应的G代码。

图5 待加工NURBS自由曲面
图6 (a)为针对上述NURBS曲面实物的五轴精加工过程,为降低实验成本,选用石蜡作为工件材料。图6(b)为加工完成后工件曲面,与图5 比较可知,加工后曲面和设计曲面形状完全一致,表明本文研发的后处理程序是正确、有效的。至于曲面加工精度完全由机床本身精度决定,本文不做探讨。
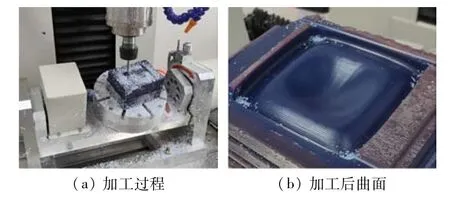
图6 NURBS自由曲面五轴精加工实验
5 结语
本文开展了面向国产桌面式RT 型五轴机床的后处理建模与求解研究,开发了相应的后处理程序,其特点包括:
(1)支持RTCP功能。该后处理程序默认将刀位文件翻译为带RTCP 功能的NC 指令,大大简化五轴对刀和加工难度,使得生成的NC 代码独立于机床参数和工件安装位置。
(2)通用性强。首先,该后处理程序适用于运动链如图2 所示的任意五轴机床;其次,在该后处理程序中,可设置A、C转角的转动范围,以适应不同五轴加工场景;最后,该后处理程序不仅可以导出标准G 代码,还可导出L代码,以适应不同类型数控系统。
创新是引领发展的第一动力,科技是战胜困难的有力武器。面对突如其来的新冠肺炎疫情,全国科技工作者迎难而上、攻坚克难,在临床救治、疫苗研发、物质保障、大数据应用等方面夜以继日攻关,为疫情防控斗争提供了科技支撑。希望全国科技工作者弘扬优良传统,坚定创新自信,着力攻克关键核心技术,促进产学研深度融合,勇于攀登科技高峰,为把我国建设成为世界科技强国作出新的更大的贡献。
摘自《习近平给袁隆平、钟南山、叶培建等25 位科技工作者代表的回信》
