工业机器人铝合金双脉冲MIG焊工艺参数匹配对焊缝的影响*
2023-09-08林茜许敏朱雯静李文强姚屏梁道赞
林茜 许敏 朱雯静 李文强 姚屏,2 梁道赞
工业机器人铝合金双脉冲MIG焊工艺参数匹配对焊缝的影响*
林茜1许敏1朱雯静1李文强1姚屏1,2梁道赞3
(1.广东技术师范大学机电学院,广东 广州 510630 2.广州理工学院,广东 广州 510000 3.广东奇正科技有限公司,广东 阳江 529932)
目的:为提高工业机器人铝合金双脉冲MIG焊焊接质量,探究频率匹配占空比对焊接质量的影响,获得焊接效果较好的工艺参数。方法:采用双脉冲MIG焊对3 mm厚的ER6061铝合金板材进行焊接,观察焊缝表面成形,分析焊接接头几何形状、焊接电信号和金相组织。结果:在电流70 A、焊接速度40 cm/min、峰基比50%条件下,频率为2 Hz、占空比为30%时,焊缝表面成形良好,无咬边、塌陷现象,电信号稳定,可实现稳定焊接;结论:固定频率为2 Hz时调节占空比,熔宽、熔深随占空比的增大变化较明显;固定占空比为30%时调节频率,焊接效果较好;为铝合金焊接技术工艺参数匹配及提高焊接质量提供参考与借鉴。
双脉冲MIG焊;频率;占空比;焊缝接头几何形状;焊缝成形;焊接电信号;金相组织
0 引言
铝合金具有线膨胀系数及导热系数大等性能特点,易形成黏着力强且耐热的氧化铝薄膜,使焊接变得困难[1-2]。为改善铝合金焊接质量,许多专家学者对铝合金焊缝的影响因素进行研究[3-4],主要集中在搅拌摩擦焊(friction stir welding, FSW)、钨极氩弧(tungsten inert gas, TIG)焊、熔化极气体保护(metal-inert gas, MIG)焊[5]等方面。
姚屏等[6]通过改变电流、频率以及焊接速度进行铝合金双脉冲MIG焊,实验结果表明,该工艺不仅可以获得美观的鱼鳞纹,还可提高焊接效率。黄麒霖等[7]在焊机一元化控制系统的基础上,建立送丝速度、焊接电参数与平均焊接功率的关系模型,试验结果验证,该模型解决了MIG焊调节参数多且相互耦合的问题。YAO等[8-10]通过对不同组工艺参数进行正交试验,得到最佳参数组合,提出不同的焊接工艺参数,对焊接件成形和微观组织产生不同的影响。金礼等[11]通过调制焊接电流改变热输入,研究热输入对焊接过程、接头组织的影响,实验结果表明,适当提高热输入可有效消除焊缝未熔合、气孔等缺陷。王家威等[12]开展铝合金热轧板焊接工艺试验,结果表明,采用优化后的工艺参数进行焊接,接头表面成形良好。龙鹏等[13]通过改变占空比、焊接速度、脉冲参数,对2mm厚的铝合金板材进行三因素三水平的正交试验,总结一种工艺参数及优化的方法,试验结果证明该方法有效。廖天发[14]通过调整低频调制频率,获得生产效率高且美观的鱼鳞纹焊缝。LIU等[15-16]采用正交试验的方法,通过调整焊接参数得到焊接效果较好的焊缝,并探究了频率对双脉冲MIG焊的焊缝影响规律。上述研究主要侧重于电流、频率对焊缝质量的影响,而占空比对焊缝质量影响的研究较少。
为更深入地了解铝合金双脉冲MIG焊的双脉冲频率匹配占空比对焊缝成形的影响,通过对焊缝宏观形貌进行分析,探究不同频率、占空比对焊缝接头尺寸的影响;对比典型焊接试件采集的电信号,并分析其金相显微组织,为铝合金双脉冲MIG焊焊接工艺参数的选择提供参考。
1 铝合金双脉冲MIG焊工艺参数
占空比是指在一个脉冲周期内高电平所占的比例,其与双脉冲MIG焊峰值电流工作时间呈正相关。占空比越大,峰值电流工作时间越长,产生的热量越高,对工件发热变形的影响越大。当频率一定时,可通过改变占空比来调整峰值电流工作时间,从而控制焊丝的熔敷率和热输入。铝合金双脉冲MIG焊的占空比、频率及相关参数如图1所示。

Ipw―弱脉冲峰值电流;Ibw―弱脉冲基值电流;Ips―强脉冲峰值电流;Ibs―强脉冲基值电流;∆Ib=Ibs-Ibw―强弱脉冲基值电流差;∆Ip=Ips-Ipw―强弱脉冲峰值电流差。
2 试验
工业机器人铝合金双脉冲MIG焊试验平台主要由LORCH焊机、FANUC M-10iA焊接机器人、协同控制系统、控制柜、焊接工作台等组成,如图2所示。

图2 工业机器人铝合金双脉冲MIG焊试验平台
利用焊接电弧动态小波分析仪WWAI-1100采集焊接电弧的电压、电流波形。焊接试件为长250mm、宽40 mm、厚3 mm的ER6061铝合金板材;焊丝为1.2 mm的ER6061铝焊丝;保护气体为纯氩,气流量为18 L/min;焊接速度为40 cm/min;焊接电流为70 A;峰基比为50%,铝合金双脉冲MIG焊焊接试验参数如表1所示。
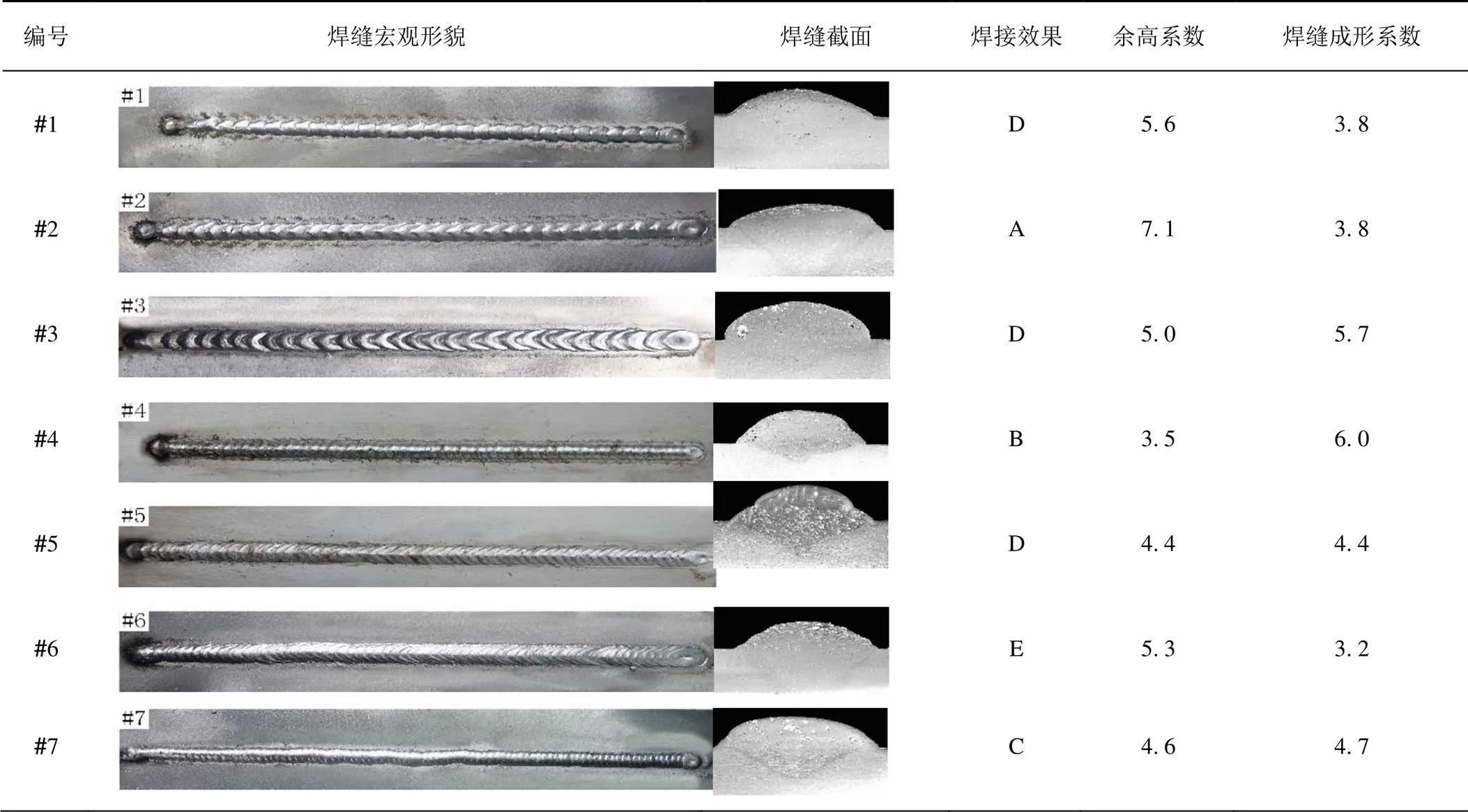
试验前,利用角磨机去除铝合金表面氧化物。采用单道焊方法,选用1、2、3 Hz的低频频率作为参数进行对比试验,以及30%、50%、70%的占空比逐一匹配,共进行9组试验。试验完成后,在焊缝上等间距取3个点,利用工业相机测量其焊缝接头参数(熔深、熔宽、余高)。焊缝宏观形貌及接头参数如表2所示。根据JB/ZQ3680焊缝宏观形貌质量标准,A、B、C、D、E等级分别表示焊接综合效果好、较好、一般、较差、差。熔宽与余高之比()称为余高系数;熔宽与熔深之比(=)称为焊缝成形系数。
表2 焊缝宏观形貌及接头参数一览表
续表
3 试验结果分析
3.1 焊缝宏观形貌分析
由表2可知:#1、#2、#3焊缝成形有规律,#4、#5、#6次之;#7、#8、#9焊缝成形杂乱、宽窄不一、弯曲不直、中心隆起、鱼鳞纹不光亮。
气孔是铝合金焊接中常见的缺陷,会减少焊缝的横截面积,降低焊缝接头的拉伸性能。气孔形成的机理是:氧化膜黏着的水分、空气及保护气体中的水分与液态铝反应或在高温下分解产生氢气,当液态熔池逐渐冷却凝固时,较多的氢气析出生成气泡,若气泡无法顺利逸出,则以气孔的形式处于焊缝中[17]。
对比#1、#4、#7可知,#1有少许飞溅、塌陷,气孔数量较多;#4有少许飞溅,但气孔数量相对较少,其余缺陷不明显;#7飞溅较少、存在轻微咬边,气孔数量处于#1、#4之间,说明焊缝成形系数越大,气泡更容易逸出,这与PAL等[18]的研究结果一致。
对比#2、#5、#8可知,#5的气孔数量最多,#8次之,#2最少。
对比#3、#6、#9可知,#3的气孔数量最多,#6次之,#9最少。
综上所述,当占空比一定时,频率为3 Hz的焊缝气孔数量较少。原因可能是频率增大,单位时间内完成周期性变化的次数增加,熔池振荡的次数增多,加快了焊接过程中气泡的逸出。
3.2 不同频率、占空比对焊缝接头尺寸的影响
焊缝接头参数变化趋势如图3所示。
如图3(a)所示:随着占空比的增加,频率为1 Hz时,熔宽、熔深均先增大后减小,在占空比为50%时达到最大值,余高先减小后增大,余高系数先增大后减小,焊缝成形系数总体增大,结合焊接效果D→A→D来看,熔宽、熔深越大,且余高系数越大,焊接效果越好;频率为2 Hz时,熔宽、熔深、余高均先增大后减小,余高系数逐渐增大,焊缝成形系数逐渐减小,结合焊接效果B→D→E来看,焊缝成形系数越大,焊接效果越好;频率为3 Hz时,熔宽先减小后增大,熔深、余高均逐渐增大,余高系数和焊缝成形系数均先减小后增大,结合焊接效果C→E→D来看,熔宽越大,焊缝成形系数和余高系数越大,焊接效果越好。

图3 焊缝接头尺寸变化趋势图
如图3(b)所示:随着频率的增加,当占空比为30%时,熔宽变化不明显,频率为2 Hz时,余高达到最大值,熔深达到最小值,余高系数先减小后增大,焊缝成形系数先增大后减小,结合焊接效果D→B→C来看,焊缝成形系数越大,焊接效果越好;当占空比为50%,熔宽、熔深和余高均在频率为2 Hz时达到最大值,余高系数逐渐减小,焊缝成形系数先增大后减小,同样也在频率为2 Hz时达到最大值,结合焊接效果A→D→E来看,余高系数越大,焊接效果越好;当占空比为70%时,熔宽变化不明显,在频率为2 Hz时熔深达到最大值,余高达到最小值,余高系数先增大后减小,焊缝成形系数先减小后增大,结合焊接效果D→E→D来看,焊缝成形系数越大,焊接效果越好。
综上所述:1)当频率不变时,占空比改变对熔宽、熔深、余高均有影响,余高系数和焊缝成形系数随焊缝接头尺寸的变化而改变,当频率为2Hz时,熔宽、熔深随着占空比的增大变化较明显,说明在调节占空比为最佳数值时,匹配2Hz的频率效果较为显著;2)当占空比不变时,频率改变对熔宽的影响不明显,余高系数和焊缝成形系数随焊缝接头尺寸的变化而改变;当占空比为50%,频率为2Hz时(#5),熔宽波动异常,结合焊接效果来看,说明在调节频率为最佳数值时,匹配30%的占空比效果较为显著。
3.3 电流波形分析
根据上述讨论,分别选取效果较为显著的(#1、#4、#5、#6、#7)双脉冲MIG焊电流波形做进一步分析,如图4所示。

图4 双脉冲MIG焊电流波形图
由图4可知,#1电流波形参差不齐,有瞬时毛刺出现,可能是因频率和占空比均较小,熔滴搅拌熔池的能力不强;同时也说明瞬时电流的改变,导致电弧力改变,焊丝燃烧不稳定,产生气孔等缺陷;#4和#7电流波形幅值变化较小,一致性和重复性较好,说明占空比为30%,频率为2 Hz和3 Hz时,电流波形波动小,焊接质量较为稳定;#5和#6电信号不稳定,出现瞬时大电流现象,说明焊接质量不稳定,进一步验证了#5和#6焊缝高低不平、塌陷的宏观形貌效果,可能是频率为2 Hz,占空比为50%和70%时,峰值电流作用时间长,导致焊缝变形。
3.3.1 ∆b、∆p对焊缝成形的影响
强弱脉冲基值电流可在焊接过程中保持焊丝和熔池间的导电状态,以及持续产生稳定燃烧的电弧,同时预热焊丝及试件,为脉冲峰值期间熔滴过渡做准备[19]。双脉冲MIG焊焊接过程中,∆b引发熔池输入能量周期性改变,引起熔池周期性振荡。熔池振荡有利于气泡的逸出和晶粒细化,提高焊缝接头的质量[20]。∆b越大,熔池振荡的幅值越大。
当占空比一定时,随着频率的增加,#1的Δb为36.0 A,#7的Δb为38.7 A,熔池振荡程度过大,二者气孔数量相对较多;#4的Δb为12.0 A,气孔数量相对较少。
当频率一定时,随着占空比的增加,#4的Δb为12.0 A,此时熔池振荡稳定有序;#5的Δb为31.5 A,熔池振荡过大,焊缝焊穿;#6的Δb为35.0 A,熔池振荡进一步加大,焊穿程度更加严重。
由上述分析可知,Δb小于12.0 A时,焊缝成形效果较好。
∆p对双脉冲MIG焊焊缝形状影响较大,包括鱼鳞状焊缝的深浅、清晰程度等[21]。当∆p为10.5 A时(#1),鱼鳞纹排列不紧密,成形不明显;当∆p为12.0A时(#4),焊缝成形较好,相比于#1,鱼鳞纹形状比较明显,#7(∆p= 11.2 A)次之。当∆p从12.0 A(#4)升至14.5 A(#5)时,鱼鳞纹变得清晰规律,但当∆p降为9.0 A时(#6),焊缝塌陷严重,鱼鳞纹又变得模糊。
由上述分析可知,∆p约在14.5 A时,焊缝成形较好。
3.3.2 强弱电流脉冲个数之比对焊缝成形的影响
强弱电流脉冲个数之比如图5所示。
由图5可知:当占空比为30%时,随着频率的增大,强弱电流脉冲个数比也增大,#1强弱电流脉冲个数比为33∶17,热输入较小,熔深浅,焊缝未完全熔合,熔宽熔深比小,缺乏气泡逸出条件,有大量气孔生成;随着#4强弱电流脉冲个数比增至17∶12,热输入也增大,焊接试件熔合情况良好;当#7强弱脉冲个数比继续增至11∶9时,热输入过大,出现飞溅、咬边等缺陷。
当频率为2 Hz时,随着占空比增大,强弱电流脉冲个数比也增大,#4强弱电流脉冲个数比为17∶12,热输入适中,焊接试件熔透情况良好。随着强弱电流脉冲个数比增大,热输入也随之增大,焊缝呈现熔穿现象,#5强弱电流脉冲个数比为39∶6时,熔穿程度较#6强弱电流脉冲个数比29∶11时更为严重。
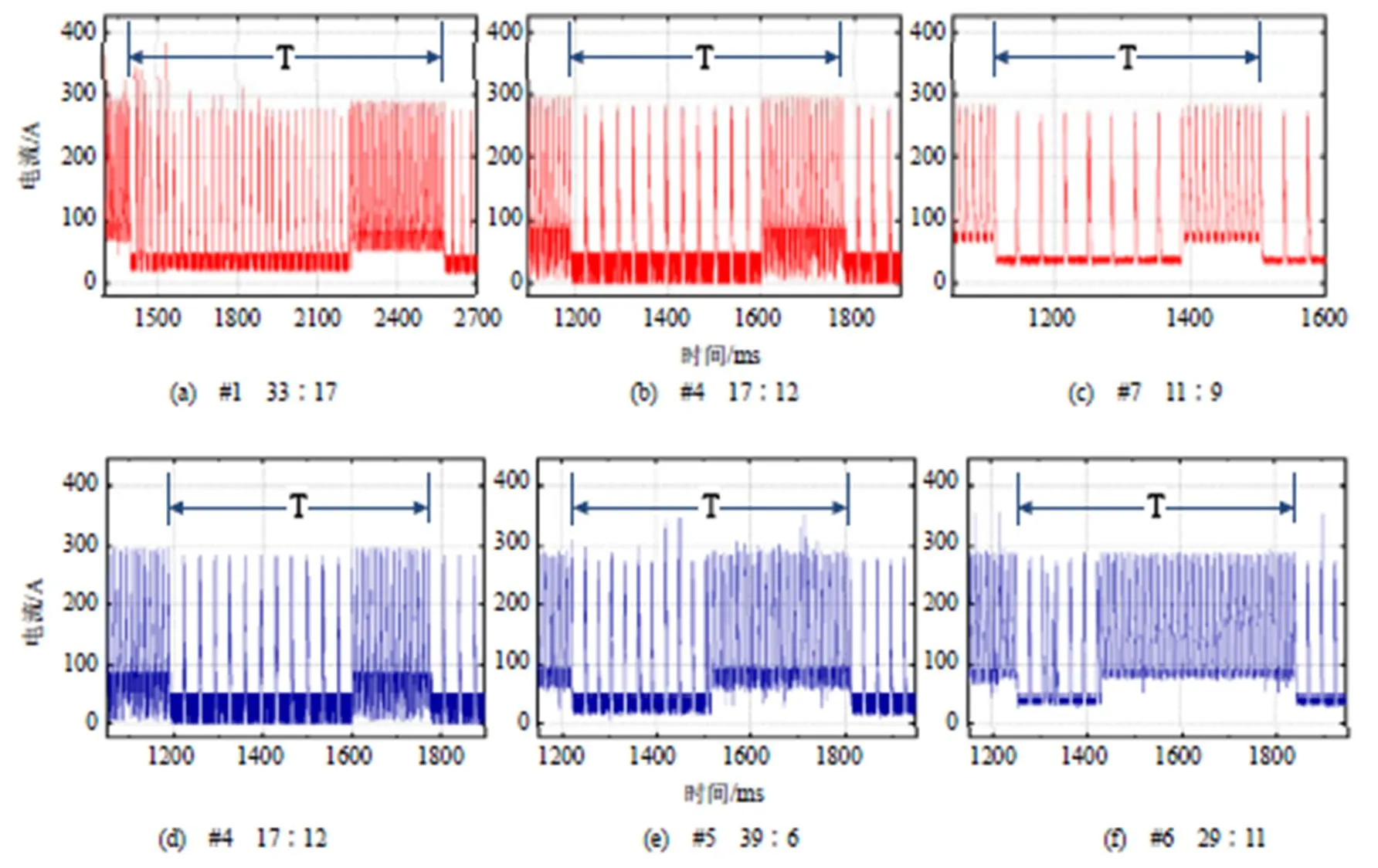
图5 强弱电流脉冲个数之比
由上述分析可知:当占空比为30%时,随着频率增大,强弱电流脉冲个数比越大,该比值过小或过大均对焊缝成形不利;当频率为2Hz时,随着占空比增大,强弱电流脉冲个数比越大,焊缝成形效果越差。
4 焊缝金相组织
熔池内部的温差较大,且被金属包裹着的熔池体积较小,即焊缝是产生于极大过冷度下冷却结晶后的一种非平衡组织[22]。利用角磨机沿焊缝横向截面切开,获取金相试样,进行打磨抛光,用铝合金金属腐蚀液腐蚀15s,采用徕卡显微镜观察焊接试件的金相显微组织。其显微组织由α-Al基体和强化相β-Mg2Si组成。研究表明,随着二次相越细小,分布越分散,铝合金的强度更高[23]。#1、#4、#7的金相显微组织如图6所示。
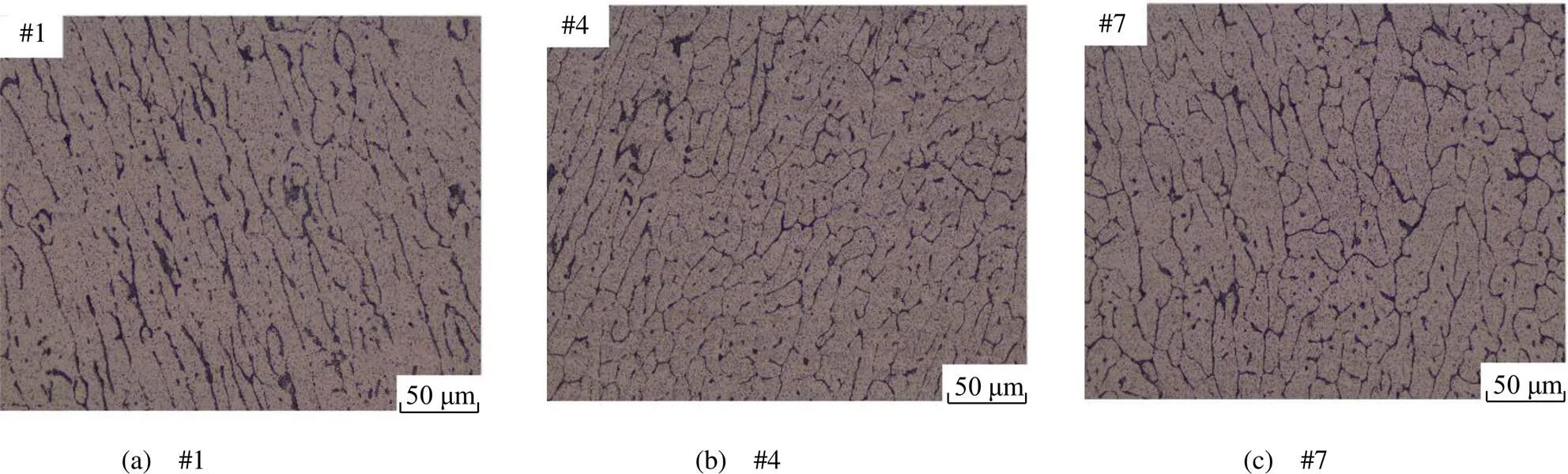
图6 #1、#4、#7的金相显微组织
图6中,当占空比为30%时,频率为2 Hz的焊缝晶粒尺寸最细小,1 Hz次之,3 Hz的焊缝晶粒尺寸最粗大。频率为2 Hz时,熔池的振荡频率更接近熔池的固有频率,晶粒尺寸越小,裂纹敏感性越低,焊缝的力学性能越高。
#1的金相组织为粗大的长条形柱晶组织,呈纤维状,具有明显的方向性。当占空比为30%时,热输入较小,熔池流动性差,呈现成分分布不均的现象。焊缝趋近熔合区一侧区域的Al生长为α-Al,导致液相中含Si量不高,焊缝中心位置晶粒呈现大量粗大的树枝晶,这是由于受α-Al的生长干扰,Si发生偏析现象[24]。这种现象的形成原因是熔池与固相界面的温度梯度进一步减小,出现很宽的过冷区,成分过冷度很大,晶粒内形成树枝状结晶[23]。
#4晶粒形状大小均匀,当频率增至2 Hz时,热输入加大,焊缝中心温度升高,游离的晶体在几个结晶方向均具备有利生长条件,沿周围各方向均匀散热,形成细小等轴状树枝晶。
#7晶粒大小不均匀,局部晶粒过大,导致焊件使用寿命降低。部分晶粒短小,部分晶粒粗大,这是由于晶粒择优生长,其原因可能为散热最快的方向刚好是晶粒生长的方向,晶粒生长速度快则占有较大的空间;相反,若生长方向散热慢会导致晶粒生长慢,生长空间不足,晶粒相对短小[25-26]。
5 结论
1)固定频率为2 Hz时调节占空比,熔宽、熔深随占空比增大变化比较明显,即调节占空比的最佳数值时,匹配2 Hz的频率焊接效果较为显著。
2)固定占空比为30%时调节频率,焊接效果较好,即调节频率的最佳数值时,匹配30%的占空比焊接效果较为显著。
3)强弱脉冲基值电流差过大时,焊缝成形效果较差,容易产生气孔、焊穿等缺陷;强弱脉冲峰值电流差过小时,焊缝成形效果较差,鱼鳞纹成形模糊、不清晰。
4)当占空比一定时,强弱脉冲个数比越接近1,焊缝成形越好;当频率一定时,强弱脉冲个数比越大,焊缝成形越差。
[1] 黄旺福,黄金刚.铝及铝合金焊接指南[M].长沙:湖南科学技术出版社,2004.
[2] SINHMAR S, DWIVEDI D K. Enhancement of mechanical properties and corrosion resistance of friction stir welded joint of AA2014 using water cooling[J]. Materials Science and Engi-neering: A, 2017, 684: 413-422.
[3] MA M, LAI R, QIN J, et al. Effect of weld reinforcement on tensile and fatigue properties of 5083 aluminum metal inert gas (MIG) welded joint: Experiments and numerical simulations[J]. International Journal of Fatigue, 2021, 144: 106046.
[4] 林三宝,范成磊,杨春利.工业和信息化部十四五规划教材高效焊接方法[M]. 2版.北京:机械工业出版社, 2022.
[5] 吴福森.工业机器人焊接工艺研究[J].机电工程技术,2020, 49(4):79-82.
[6] 姚屏,薛家祥,蒙万俊,等.工艺参数对铝合金双脉冲MIG焊焊缝成形的影响[J].焊接学报, 2009,30(3):69-72;116-117.
[7] 黄麒霖, 张延松.送丝速度对铝合金脉冲MIG焊能量输入及温度场数值仿真的影响[J].热加工工艺,2021,50(1):112-116.
[8] YAO P, XUE J, ZHOU K, et al. Symmetrical transition waveform control on double-wire MIG welding[J]. Journal of Materials Processing Technology, 2016, 229: 111-120.
[9] YAO P, ZHOU K, HUANG S. Process and parameter optimization of the double-pulsed GMAW process[J]. Metals, 2019, 9(9): 1009.
[10] YAO P, ZHOU K, TANG H. Effects of operational parameters on the characteristics of ripples in double-pulsed GMAW process[J]. Materials, 2019, 12(17): 2767.
[11] 金礼,徐敏,薛家祥,等.热输入对铝合金双脉冲MIG焊接头性能的影响[J].焊接学报,2018,39(1):89-92;133.
[12] 王家威,吴巍,马月婷,等. 5083铝合金MIG焊接头微观组织与力学性能[J].焊接,2022(11):20-28;53.
[13] 龙鹏,马前进,薛家祥.基于正交试验的铝合金薄板脉冲MIG焊参数优化方法研究[J].电焊机,2013,43(4):55-58.
[14] 廖天发.铝合金双脉冲MIG焊波形调制方法及工艺机理研究[D].广州:华南理工大学,2016.
[15]LIU A, TANG X, LU F. Arc profile characteristics of Al alloy in double-pulsed GMAW[J]. The International Journal of Advanced Manufacturing Technology, 2013, 65: 1-7.
[16] LIU A, TANG X, LU F. Weld pool profile characteristics of Al alloy in double-pulsed GMAW[J]. The International Journal of Advanced Manufacturing Technology, 2013, 68: 2015-2023.
[17] 黎硕,王军,杨上陆,等.铝合金激光-MIG复合焊接气孔缺陷研究[J].应用激光,2013,33(6):595-600.
[18] PAL K, PAL S K. Effect of pulse parameters on weld quality in pulsed gas metal arc welding: a review[J]. Journal of Materials Engineering and Performance, 2011,20(6): 918-931.
[19] 谭秀文.脉冲波形对电弧形态及熔滴过渡影响研究[D].上海:上海交通大学,2011.
[20] 金礼.铝合金双脉冲MIG焊热输入控制及焊缝组织性能研究[D].广州:华南理工大学,2019.
[21] 马德.数字控制铝合金双脉冲MIG焊工艺的研究[D].北京:北京工业大学, 2004.
[22] 易杰,李落星,刘开勇,等.焊丝成分对6061-T6铝合金双脉冲MIG焊缝组织与性能的影响[J].兵器材料科学与工程, 2015,38(3):26-30.
[23] 乔建毅,邵有发,阮野,等.铝合金6082和5083 MIG焊接头的微观组织和性能[J].材料导报,2016,30(24):94-97;102.
[24] 张时维.6061铝合金焊接性及焊接接头组织演变机理研究[D].沈阳:沈阳工业大学,2020.
[25] 林文志.MIG焊接参数对6061铝合金的影响分析[J].山西建筑,2022,48(3):103-107.
[26] 肖晓玲.变形铝合金及其合金相的电子显微分析[M].北京:冶金工业出版社,2021.
Effect of Matching Process Parameters on Welding Seams of Industrial Robot Aluminum Alloy Double Pulse MIG Welding
LIN Qian1XU Min1ZHU Wenjing1LI Wenqiang1YAO Ping1, 2LIANG Daozan3
(1. Guangdong Polytechnic Normal University, Guangzhou 510630, China 2. Guangzhou Institute of Technology, Guangzhou 510000, China 3. Guangdong Qizheng Technology Co., Ltd., Yangjiang 529932, China)
Objective: To improve the quality of industrial robot aluminum alloy double pulse MIG welding, explore the influence of frequency matching duty cycle on welding quality, and obtain process parameters with good welding effect. Method: Double pulse MIG welding was used to weld 3 mm thick ER6061 aluminum alloy sheet, observe the surface formation of the weld, and study and analyze the geometric shape, welding electrical signal, and metallographic structure of the welded joint. Result: Under the conditions of current 70 A, welding speed 40 cm/min, peak to base ratio 50%, frequency 2 Hz, duty cycle 30%, the surface of the weld seam is well formed, without undercut or collapse, and the electrical signal is stable, which can achieve stable welding. Conclusion: When adjusting the duty cycle at a fixed frequency of 2 Hz, the values of melt width and melt depth change significantly with the increase of the duty cycle; Adjusting the frequency with a fixed duty cycle of 30% results in better welding results. Provide reference and reference for matching process parameters of aluminum alloy welding technology and improving welding quality.
dual pulse MIG welding; frequency; duty cycle; welding joint geometry; weld forming; welding electrical signal; metallographic structure
TG444+74
A
1674-2605(2023)04-0007-09
10.3969/j.issn.1674-2605.2023.04.007
基金项目:国家自然科学基金(51805099);广东省教育厅普通高校重点科研项目(2020ZDZX2019、2022ZDZX3008);省科技创新专项资金(SDZX2021020)。
林茜,女,1999年生,硕士研究生,主要研究方向:职业技术教育加工制造,工业机器人弧焊等。
许敏,女,1996年生,硕士研究生,主要研究方向:工业机器人智能制造,职业技术教育等。
朱雯静,女,2000年生,硕士研究生,主要研究方向:工业机器人,职业技术教育装备制造等。
李文强,男,1997年生,硕士研究生,主要研究方向:焊接机器人多源信息融合。
姚屏(通信作者),女,1978 年生,博士,教授,主要研究方向:工业机器人及智能控制等。E-mail: ypsunny@163.com
梁道赞,男,1980年生,本科,机械工程师,主要研究方向:铝合金模架机器人焊接。
:林茜,许敏,朱雯静,等.工业机器人铝合金双脉冲MIG焊工艺参数匹配对焊缝的影响[J].自动化与信息工程, 2023,44(4):33-40;45.
LIN Qian,XU Min,ZHU Wenjing, et al.Effect of matching process parameters on welding seams of industrial robot aluminum alloy double pulse MIG welding[J]. Automation & Information Engineering, 2023,44(4):33-40;45.
