艾砂磨机在金精矿氰化工艺中的应用实践
2023-09-05李环陈明泽朱金超杨新华李宁许新跃
李环 陈明泽 朱金超 杨新华 李宁 许新跃

摘要:某黄金冶炼公司高硫金精矿浸出给矿细度-37 μm占93 %,氰渣金品位1.30 g/t。为进一步降低氰渣金品位,在前期艾砂磨机半工业试验验证成功基础上,在生产现场安装ALC-3900L型艾砂磨机,对高硫金精矿进行再磨浸出。工业应用结果表明:细度-37 μm占比由92.42 %提升至98.80 %,细度-20 μm占比由70.56 %提升至89.29 %;氰渣金品位从1.30 g/t降低至1.08 g/t,经济效益显著。
关键词:艾砂磨机;磨矿细度;氰化尾渣;金浸出;创新集成
中图分类号:TD453 文章编号:1001-1277(2023)09-0075-04
文献标志码:Adoi:10.11792/hj20230912
引 言
某黄金冶炼公司为金精矿日处理量1 200 t的大型氰化冶炼厂,设计的选矿工艺流程为:金精矿经磨矿浮选后,得到的低硫金精矿、高硫金精矿及高铜铅金精矿产品分别进行氰化浸出、洗涤和锌粉置换处理。高硫金精矿浸出工艺为给矿分级磨矿后[1],经8个串联的浸出槽进行浸出。高硫金精矿给矿细度-37 μm占比为93 %,分级磨矿后细度-37 μm占比为95 %,氰渣金品位为1.30 g/t。对高硫金精矿氰渣进行工艺矿物学分析,氰渣中金矿物主要以包裹体形式存在,约占73.78 %,且含金矿物粒径为5.17 μm左右,呈细粒—微细粒嵌布[2]。因此,为降低高硫金精矿氰渣品位,需要进一步增加磨矿细度,以提高金矿物的解离度。基于此,开展了艾领创砂磨机(艾砂磨机)半工业试验[2],结果表明:艾砂磨机磨矿后,磨矿产品在-5.21 μm、-9.86 μm~+5.21 μm 2个细粒级的分布率增加,而在+14.5 μm各粒级的分布率降低,氰渣中金品位从1.30 g/t降低至1.08 g/t,银品位从11.30 g/t下降至9.50 g/t。
在前期艾砂磨机半工业试验的基础上,在生产现场安装ALC-3900L型艾砂磨机,对高硫金精矿进行再磨处理。工业应用结果表明:艾砂磨机应用于高硫金精矿再磨后,给矿细度-37 μm占比由92.42 %提升至98.80 %,细度-20 μm占比由70.56 %提升至89.29 %;高硫金精矿氰渣金品位从1.30 g/t下降至1.08 g/t。艾砂磨机的应用有效提升了高硫金精矿细度,降低了浸出后氰渣金品位,经济效益显著。ALC-3900L型艾砂磨机及其成套磨矿系统在中国黄金氰化工艺中少有应用,为了使设备发挥最大效能,创新性应用绿色节能永磁电机、磁链闭环矢量控制技术等多项先进技术,实现了尖端技术创新集成,为新型艾砂磨机设备的工业应用积累了更多的数据资料及生产经验。
1 高硫金精矿性质
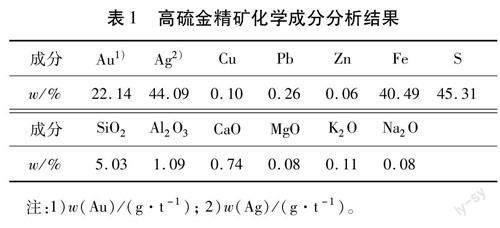
某黄金冶炼公司高硫金精矿中的金矿物主要为自然金和银金矿,银矿物主要为银黝铜矿;金属矿物主要为黄铁矿,少量的方铅矿、闪锌矿、黄铜矿及银黝铜矿;脉石矿物主要为长石、白云母和石英。高硫金精矿化学成分、矿物组成分析结果见表1、表2。
2 艾砂磨机
2.1 超细磨系统集成创新
2.1.1 低速大扭矩永磁电机直驱技术
创新性地使用低速大扭矩永磁电机(见图1)直接驱动艾砂磨机磨矿系统。永磁电机具有结构紧凑、启动扭矩大、效率高、运行平稳、可靠性高、噪声低、安装方便及免维护等优点,具有极高的技术水平和推广价值,其转速为60~120 r/min[3],可以使电机直连低速负载,如球磨机、低速搅拌机等,取消中间的机械变速部件,大大提高系统效率。
2.1.2 无速度传感器矢量控制技术
结合生产需求,采用磁链闭环矢量控制技术,实现对永磁同步电机的无速度传感器矢量控制[4]。永磁同步电机的矢量控制系统参照直流电机的控制策略,利用坐标变换将采集到的电机三相定子电流、磁链等矢量按照转子磁链这一旋转矢量的方向分解成2个分量:一个沿着转子磁链方向,称为直轴励磁电流;另一个正交于转子磁链方向,称为交轴转矩电流。根据不同的控制目标调节励磁电流和转矩电流,进而实现对速度和转矩的精确控制,使控制系统获得良好的稳态和动态响应特性。
2.1.3 集成多种智能控制技术
集成多种智能控制技术,包括给矿槽液位自动控制、智能浓度计及数字化、智能化温控循环水冷却系统等,采用PLC技术配合工控机远程监控(见图2),集成给料系统、排料系统,永磁电机变频在线监测,实现了对艾砂磨机磨矿系统的集中控制,最终实现了无人值守磨矿,以及系统的自动化、智能化、高效化运行。
2.2 性能优势
艾砂磨机独特的结构设计和先进的工作原理,使得艾砂磨机在现场磨矿作业中有着显著的优势,具体表现在以下几个方面[5]:
1)磨矿产品粒度分布窄、细粒级分布率明显增加,有效提高了金浸出率。
2)变频调速解决了来料不稳定问题,磨机适应能力更强,磨矿细度更有保证。艾砂磨机采用变频驱动设计,频率可在30~54 Hz调整,有效冲抵了入磨原矿性质波动对磨矿指标的影响。
3)磨矿介质为粒径3~5 mm的耐磨陶瓷球,消耗低,用量仅为一般球磨机用量的十分之一,磨礦介质成本节约50 %。
3 工业应用
3.1 工艺流程
改造前流程:经浮选产出的高硫金精矿,由压滤机脱水后进行分级磨矿[1],经8个串联的5 m×18 m机械搅拌浸出槽进行浸出,浸出后矿浆经2个50 m洗涤浓密机逆流洗涤后,进入硫精矿压滤厂房进行脱水压滤。
改造后流程:磨浮车间产出的高硫金精矿,经压滤机脱水后,首先经高硫1#~4#机械搅拌浸出槽进行浸出,高硫4#机械搅拌浸出槽矿浆通过矿浆提升装置输送至艾砂磨机进行磨矿,磨后矿浆输送至高硫5#机械搅拌浸出槽,再依次经过5#~8#机械搅拌浸出槽进行浸出。浸出后矿浆经2个50 m洗涤浓密机逆流洗涤后,进入硫精矿压滤机厂房进行压滤。ALC-3900L型艾砂磨机应用现场见图3,设备形象联系图见图4。
3.2 粒度分析
艾砂磨机投入运行后,对磨机入料和排料样品取样分析。样品过滤、烘干后筛分,每个样品分别筛分37 μm和20 μm 2个粒级。艾砂磨机运行条件及入料工艺参数见表3,细度筛分结果见表4。
由筛分结果可知:相较于入料细度,磨机排料样品-37 μm粒级占比提升了6.38百分点;-20 μm粒级占比提升了18.73百分点。经艾砂磨机磨矿后,排料样品细度提升明显,尤其-20 μm细粒级。根据工艺矿物学,高硫金精矿氰渣中含金矿物粒径较细,平均为5.17 μm,-20 μm细粒级占比的增加,有助于被包裹的金矿物解离充分,从而降低氰渣品位。
3.3 浸出温度分析
对艾砂磨机应用前后,高硫金精矿1#~8#机械搅拌浸出槽内矿浆温度进行检测,结果见表5。
分析结果可知:艾砂磨机应用前,矿浆从高硫1#槽至8#槽,温度上升了2 ℃。艾砂磨机应用后,对比磨矿前(高硫4#槽与5#槽温差),温度升高了7.8 ℃;对比高硫1#~8#槽,温度增加了8 ℃。矿浆温度的增加,会加剧浸出过程中氰化钠的挥发,导致浸出过程中氰化钠用量增加。
3.4 浸出率分析
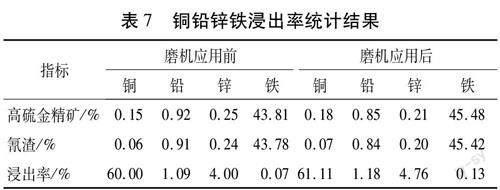
艾砂磨机应用前后各元素浸出率变化及液体中离子浓度变化结果见表6、表7。
由表6、表7可知:艾砂磨机应用前,高硫氰渣中金品位1.30 g/t、银品位14.06 g/t;应用后,氰渣中金、银品位分别下降至1.08 g/t及9.26 g/t;金浸出率达到95.37 %,提高了1.05百分点,银浸出率提高了13.33百分点。铜、铅、锌、铁4种元素浸出率在磨机应用后均略有提升。
3.5 矿浆沉降速度分析
艾砂磨机应用后,矿物粒度變细,在洗涤浓密机中的沉降速度也会下降。为了解磨机应用后,矿物在浓密机内沉降速度变化,从2方面进行考察:一是浓密机澄清层高度;二是浓密机溢流浊度变化。
3.5.1 澄清层高度
磨机应用后,对洗涤浓密机澄清区进行检测(见图5)。检测结果表明,浓密机澄清层高度均在1 m以上,未出现明显溢流跑浑现象。
3.5.2 溢流浊度
高硫金精矿浸出后洗涤工艺流程为两级浓密机逆流洗涤,一级浓密机溢流为贵液,去往置换厂房进行净化。艾砂磨机应用前后,浓密机溢流浊度检测结果见表8。
由结果可知:磨机应用后,浓密机溢流浊度结果由81.34 NTU上升至110.71 NTU,浓密机溢流浊度增加29.37 NTU。
3.6 经济效益核算
艾砂磨机应用后,载金黄铁矿中包裹的金、银释放,提高了高硫金精矿中金、银矿物解离度,氰渣金、银品位显著降低;但同时也增加了电耗、球耗、氰化钠单耗及备品备件成本(生产成本取工艺条件优化后数值)。
3.6.1 新增销售额
艾砂磨机应用后,氰渣金、银品位分别降低0.22 g/t和4.80 g/t。按照黄金价格380元/g,白银价格4元/g计算,高硫金精矿处理量为24.92万t/a,则每年多回收的金、银价值为2 561.78万元。
3.6.2 磨机运行成本
磨机运行成本核算结果见表9。由表9可知:金精矿处理成本增加,为22.78元/t,每年合计增加成本为933.46万元。
综上,艾砂磨机应用后,通过降低氰渣中的金、银品位,每年多回收的金、银价值为2 561.78万元;每年电耗、球耗等成本增加933.46万元;则每年可获得经济效益1 628.32万元。
4 结 论
1)某黄金冶炼公司高硫金精矿氰渣中金矿物主要以包裹体形式存在,占比73.78 %;金矿物粒径5.17 μm,呈细粒—微细粒嵌布。为降低氰渣品位,对高硫精矿进行超细磨,以增加金矿物解离度。
2)艾砂磨机应用于金精矿超细磨生产工艺,磨矿细度-20 μm占比89 %以上,被包裹的微细粒级金、银矿物进一步解离,氰渣金品位由1.30 g/t下降至1.08 g/t,银品位由14.06 g/t降至9.26 g/t,有效提高了金、银浸出率。
3)艾砂磨机应用后,浸出槽矿浆温度上升8 ℃;金浸出率由94.32 %提升至95.37 %,银浸出率由62.94 %提升至76.27 %,铜、铅、锌、铁4种元素浸出率略有提升;贵液浊度增加了29.37 NTU;每年可获得经济效益1 628.32万元。
4)艾砂磨机创新应用永磁电机、磁链闭环矢量控制技术等多项先进技术,实现尖端技术创新集成,使艾砂磨机整体运行更加绿色节能、智能高效,具有广泛的推广价值。
[参 考 文 献]
[1]李环.高硫金精矿分级再磨技术改造[J].黄金,2019,40(11):60-63.
[2]李环,卞小冬,朱金超,等.艾砂磨机在某黄金冶炼厂的试验研究[J].黄金,2022,43(5):63-67.
[3]祝磊.永磁电机节能优势研究[J].防爆电机,2021,56(5):26-27.
[4]刘亚兵,李议,王海清,等.低速大扭矩永磁同步电机矢量控制技术[J].驱动控制,2020,48(7):44-46.
[5]许新跃,童伟,黄东福,等.艾砂磨机在细磨中的优势及其在有色金属选矿厂的应用[J].有色金属(选矿部分),2020(5):86-90.
Application practice of ALC mill in cyanide process of gold concentrate
Li Huan1,Chen Mingze1,Zhu Jinchao1,Yang Xinhua1,Li Ning1,Xu Xinyue2
(1.Shandong Gold Smelting Co.,Ltd.;2.ALC Minerals Technology Co.,Ltd.)
Abstract:The fineness of the high sulfur gold concentrate leached from a certain gold smelting company is -37 μm,accounting for 93 %.After leaching,the cyanide residue gold level is around 1.30 g/t.In order to further reduce the gold grade of cyanide residue,ALC-3900L ALC mill was installed on the production site to regrind the high sulfur gold concentrate based on the successful pilot test of ALC mill in the early stage.The industrial application results show that after the ALC mill is applied to the regrinding of high sulfur gold concentrate,the fineness of -37 μm increases from 92.42 % to 98.80 %,and the fineness of -20 μm increases from 70.56 % to 89.29 %;After leaching high sulfur gold concentrate,the cyanide residue gold level decreased from 1.30 g/t to 1.08 g/t,indicating significant economic benefits.
Keywords:ALC mill;grinding fineness;cyanide tailings;gold leaching rate;innovation integration
收稿日期:2023-05-18; 修回日期:2023-06-20
作者簡介:李 环(1987—),男,助理工程师,从事金银精矿氰化浸出技术研究工作;E-mail:65626316@qq.com
