同步器齿毂的热处理畸变控制
2023-08-30马媚珠
陈 海,崔 鼎,马媚珠
(陕西法士特汽车传动集团有限责任公司,陕西 西安 710119)
陕西法士特汽车传动集团有限责任公司作为国内最大的商用车变速器生产企业,在中重卡领域中变速器市场占有率已超过70%。随着用户对驾驶品质和换挡性能的要求越来越高,高精度同步器能够显著提高车辆操纵舒适性,降低换挡难度,延长变速器使用寿命,因此在总成中的选配比例越来越高[1]。同步器主要由齿毂、结合齿圈、滑动齿套、同步环及摩擦材料组成。其中某型同步器齿毂由于是薄壁件,且在外花键圆周方向开深直槽,渗碳淬火后变形较大,主要体现在外花键齿距累积超差、直槽产生喇叭口等现象,平均不合格率在25%左右。过大的变形容易造成换挡卡滞、换挡失效或同步器损坏等,因此控制热处理变形,降低齿毂的齿距累积超差,成为同步器齿毂研究的重要课题之一。
1 试验材料和方法
1.1 试验材料
图1为某型同步器齿毂简图,材料为20CrMnTiH3,表面硬度58~63 HRC,心部硬度30~45 HRC,硬化层深0.5~0.8 mm,马氏体、残余奥氏体≤5级。外花键热处理后齿距累积偏差FP≤0.14 mm。
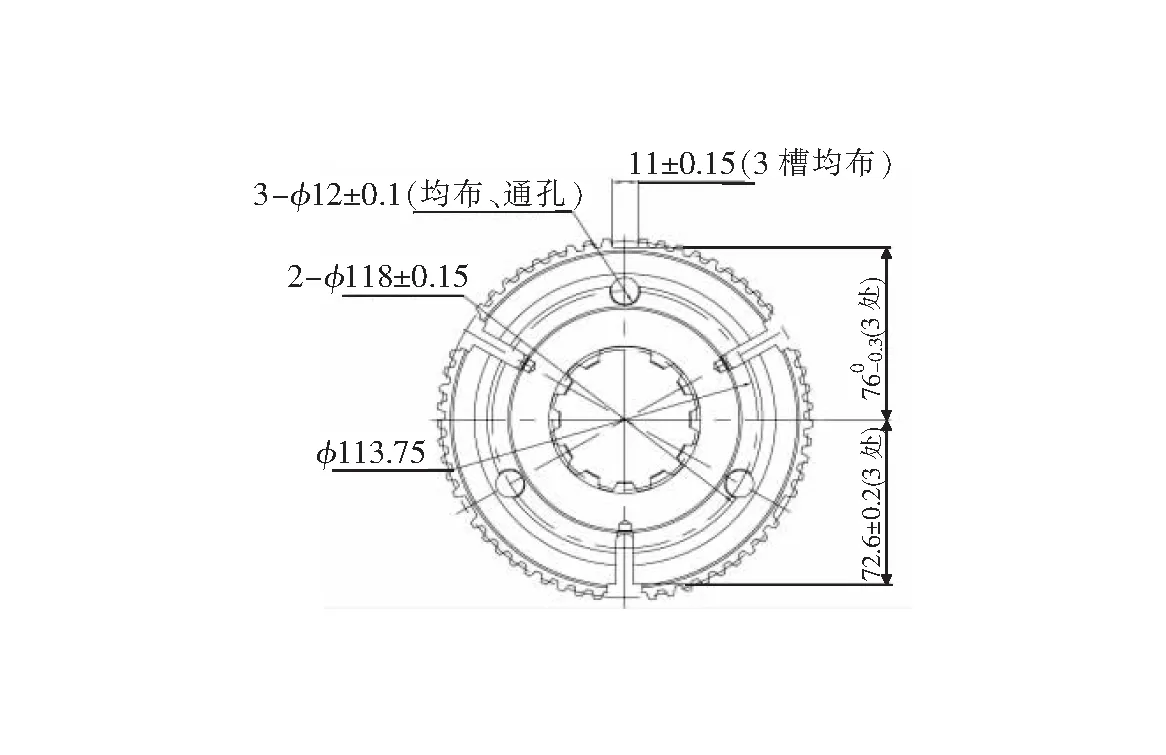
图1 同步器齿毂零件简图Fig.1 Schematic diagram of synchronizer gear hub parts
1.2 试验方法
同步器齿毂零件的加工路线为:下料→锻造→等温正火→粗车→拉花键→精车→滚齿→铣槽→钻孔→热处理→清理抛丸→检验→装配。
同步器齿毂零件的渗碳工艺如图2所示。渗碳、淬火、回火设备为Aichelin箱式炉,渗碳工艺由程序自动控制,炉温均匀性≤5 ℃,采用氮甲醇气氛,丙酮为富化气[2]。

图2 同步器齿毂的渗碳工艺Fig.2 Carburizing process of synchronizer geat hub
2 试验结果及分析
2.1 原材料淬透性对变形的影响
钢材的冶金因素包括晶粒度、非金属夹杂、淬透性和带状组织等,对齿轮的畸变都有影响,其中钢材的淬透性影响最大。钢的淬透性主要取决于化学成分和奥氏体晶粒度的大小,其中化学成分的影响较为显著。对于同一钢种,由于化学成分的波动,其淬透性也会有波动,造成热处理变形出现不规律变化[3]。目前国内外都把控制钢材淬透性范围作为控制齿轮畸变的第一要素。但随着产品的多样化、复杂化,以及对变形控制的要求越来越高,同一种材料固定的淬透性带宽,已经不能满足企业实际需要。因此需要对同一钢种进行不同淬透性等级区分,从而满足不同产品的技术要求[4]。
20CrMnTiH是一种常用的低碳合金钢,一般作为渗碳钢广泛用于制作汽车和变速器齿轮零件。通过微调20CrMnTiH钢中合金元素的含量,20CrMnTiH材料牌号又可以细分为20CrMnTiH1~H6。根据自身产品特点,制定了符合企业实际情况的20CrMnTiH系列材料标准和厂标牌号,具体成分及淬透性带见表1。目前,同步器中使用最多的材料为20CrMnTiH3。与20CrMnTiH3材料相比,20CrMnTiH1降低了C、Mn、Cr元素含量,淬透性降低了约5 HRC。

表1 20CrMnTiH材料成分及淬透性对比Table 1 Comparison of composition and hardenability of 20CrMnTiH materials
为了验证淬透性对齿距累积的影响,选择不同淬透性的20CrMnTiH1和20CrMnTiH3齿毂各20件(热前滚齿加工采用YS3126CNC6数控滚齿机,齿距累积能稳定控制在0.03~0.04 mm),采用图2工艺渗碳,串放装卡,G油淬火。
表2为不同淬透性材料的齿距累积合格率情况。由表2可知,低淬透性20CrMnTiH1零件的齿距累积合格率较高淬透性20CrMnTiH1整体提升了11.5%,且FP≤0.07 mm的比例也提升了16.1%。因此,选用低淬透性20CrMnTiH1材料能够提高齿距累积的合格率。20CrMnTiH1和20CrMnTiH3齿毂金相检测结果见表3。由表3可知,两种材料均能满足技术要求,除了20CrMnTiH1齿毂的心部硬度略低,其余指标并无明显差别。

表2 不同淬透性材料的齿距累积合格率对比Table 2 Comparison of cumulative qualified rate of tooth pitch of different hardenability materials

表3 不同淬透性材料的金相检验结果Table 3 Metallographic inspection results of different hardenability materials
2.2 冷却介质对变形的影响
同步器齿毂不仅受热处理工艺的影响,冷却介质、装料方式等也是影响齿轮畸变的重要因素。分别采用好富顿G油和MT355油对同步器齿毂进行渗碳淬火冷却,金相组织如图3所示。

(a)G油;(b)MT355油图3 不同冷却条件下同步器齿毂的金相组织 (a) G oil; (b) MT355 oilFig.3 Microstructure of synchronizer gear hub under different cooling conditions
对比不同冷却介质对同步器齿毂的齿距累积合格率情况,结果见表4。由表4可知,与G油相比,采用MT355等温分级淬火油生产的零件合格率提高了6.1%,FP≤0.07 mm的比例也提升了7.4%,有效控制了齿距累积的畸变。这是因为MT355等温分级淬火油属于热油,冷却速度较为缓和,两种淬火油的特性见表5。对低合金渗碳钢零件,选择在略低于MS附近等温冷却的等温分级淬火油可以提高相变均匀性,降低残余应力,使变形减小[5]。

表4 不同冷却介质条件下齿距累积合格率对比Table 4 Comparison of cumulative qualified rate of tooth pitch under different cooling medium conditions

表5 两种淬火油冷却性能对比Table 5 Comparison of cooling properties of two quenching oils
2.3 装卡方式对变形的影响
齿轮渗碳淬火时应根据零件的结构形状、技术要求等采用合理的装炉方式,以保证齿轮在渗碳和淬火时渗碳气氛和冷却介质的循环均匀,从而减小变形、保证质量,尤其是内外径比较大的薄壁环形零件、长径比较大的轴类零件等。
对于20CrMnTiH1同步器齿毂,采用图2工艺进行渗碳,MT355油淬火,不同装卡方式(平放和串放)对齿距累积合格率的影响见表6。由表6可知,平放的合格率明显高于串放。由于齿毂沿外花键周向上开有3处齿槽,用来安装封装滑块。当零件串放淬火时,3处齿槽冷却不同步,产生了较大的内应力;同时,由于齿槽较深,破坏了齿毂结构的完整性,降低了槽口周向上的刚度,使得齿槽产生喇叭口,影响了齿距累积。

表6 不同装卡方式对齿距累积合格率的影响Table 6 Influence of different card loading methods on cumulative qualified rate of tooth pitch
3 结论
1)通过化学成分的微调,可实现20CrMnTiH材料淬透性的细化分级,同步器齿毂选用低淬透性20CrMnTiH1材料能够显著降低齿距累积。
2)在相同条件下,同步器齿毂采用MT355油淬火的变形好于G油;采用平放备料的变形情况好于串放备料。
3)零件在满足使用性能的前提下,应尽量兼顾热处理变形。因此外形应尽量简单、结构对称,以避免因冷热不均使变形程度增大;尽量避免截面尺寸的突然变化,减少沟槽、尖角和较深的盲孔等。
