机器人焊接与除尘系统联控的节能改造
2023-08-29黄轶春赵丕武覃建想
黄轶春,赵丕武,覃建想,谭 斌
(广西柳工机械股份有限公司,广西柳州 545007)
0 引言
机器人焊接,特别是中厚板机器人焊接,在工程机械制造企业普遍应用。机器人焊接在带来效率和质量提升的同时,处理其工作中产生的大量焊接烟尘是一个难点。目前大部分企业会为每一台焊接机器人加装独立式单机焊接烟尘处理系统(以下简称为“除尘系统”),以解决该难点问题。但单独加装的除尘系统一旦开启,不论焊接机器人是否处于工作状态,若不手动关闭就会一直运行,导致用电浪费。为此,需要通过改造将除尘系统的启停与焊接作业的执行进行关联,从而达到节约用电的效果。
1 现状及存在问题
某工厂共有32 台焊接机器人自带除尘系统,除尘系统总功率228.1 kW(表1)。其中,PLC 控制方式的有10台,非PLC 控制方式的有22 台。按每年工作300 d、每天工作时间20 h 计算(自动化设备三班运转),除尘系统每日用电4560 kW·h,年用电量达136.86 万千瓦时。
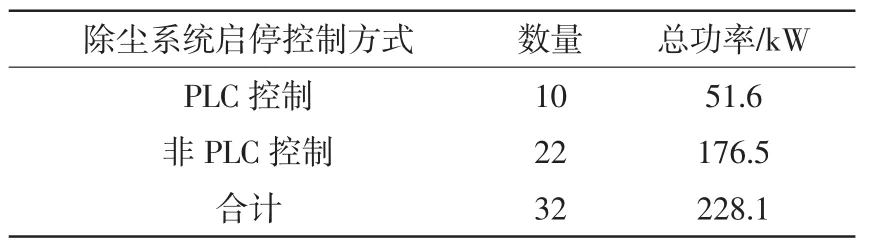
表1 焊接机器人除尘系统功率统计
经观察,每台机器人在焊接过程中,存在机器人清枪、长焊缝焊接完毕后的冷却、异常问题处理(碰枪、出丝不顺畅)等停止焊接情况。
(1)A 型部件每件产品平均焊接时间410 min,停止焊接次数29 次,停止焊接时间140 min。其中,上下料时间平均20 min/件;异常停机次数4 次,异常停机总时间54 min/件(表2)。
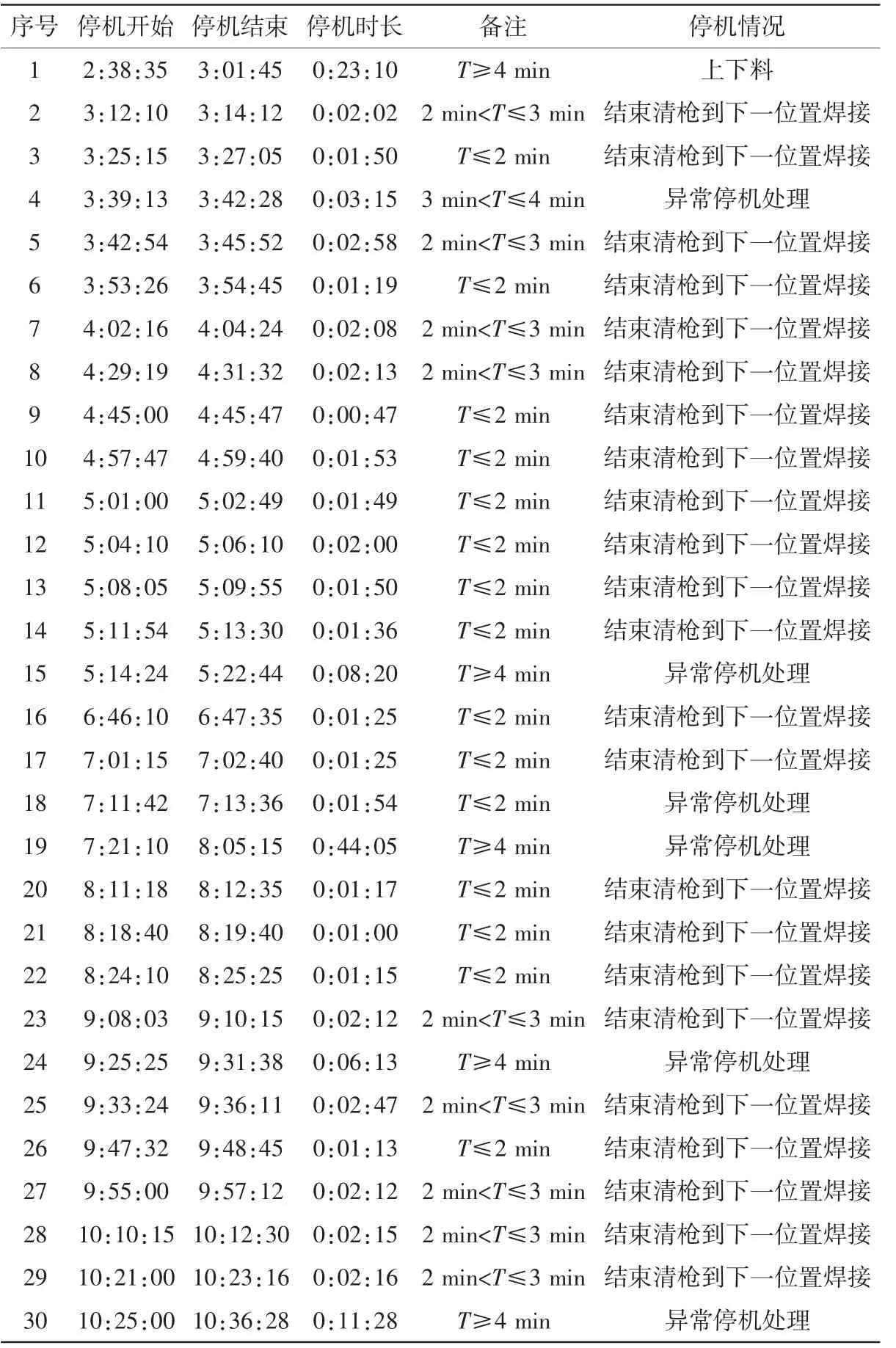
表2 A 型部件焊接停机时间
(2)B 型部件每件产品平均焊接时间400 min,平均停止焊接时间98 min。其中,上下料时间平均13.3 min/件,异常停机次数平均7 次,异常停机总时间77 min/件(表3)。
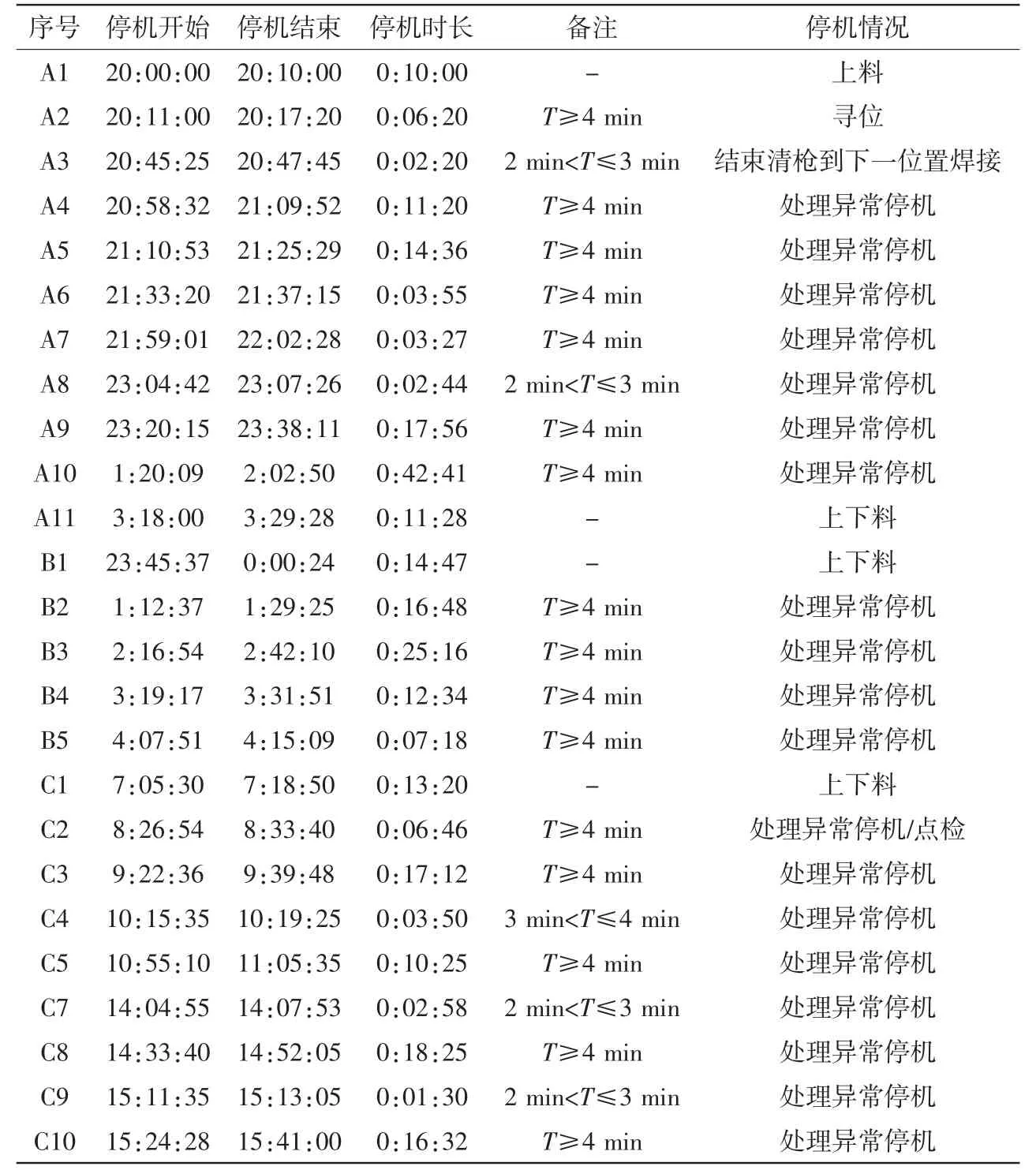
表3 B 型部件焊接停机时间
机器人在停止焊接时间内,除尘系统仍在满负荷运行(除尘系统一直在50 Hz 工频运转)。根据上述数据可知,由此造成的用电损耗理论上达每年42.8 万千瓦时(表4)。

表4 除尘系统用电量损耗数据
根据上述部件焊接停止时间数据进行分类(图1):
图1 机器人焊接停止时间和次数
(1)T≤2 min 以及2 min<T≤3 min 的停机有28 次,均为清枪寻位等正常停止焊接,占比51%;停机时间53 min,占比12%。
(2)3 min<T≤4 min 的停机有2 次,均为异常停机,占比4%;停机时间4.05 min,占比1%。
(3)T>4 min 的停机有25 次,均为上下料和异常停机,占比45%;停机时间374 min,占比87%。
从上述分类来看,如果在所有停焊时间内都停止除尘系统运转,势必会造成电机频繁启停,从而加速电机老化。因此,综合考虑计划剔除清枪寻位等正常停止焊接时间,以及T<4 min 的异常停机处理时间,重点解决T>4 min 的焊接停止时间内,除尘系统造成的用电损耗。
2 改造实施
2.1 除尘系统启停与焊接作业联控
(1)设置停止除尘系统运行的时间点为停止焊接后4 min,使除尘系统可以充分吸收残余焊接烟尘,同时可以过滤T<4 min 的停焊时间,从而避免因除尘系统电机频繁启停造成的损坏。
(2)设置自动启动除尘系统的时间点为开始焊接4 s 后,可以避免因焊接异常造成的短暂停止,从而导致除尘系统电机空运转。
2.2 PLC 控制的除尘系统联控方式
通过增加1 个中间继电器取得焊机送丝机的电流信号,并增加2 个时间继电器用于控制除尘系统风机启停时间(图2)。
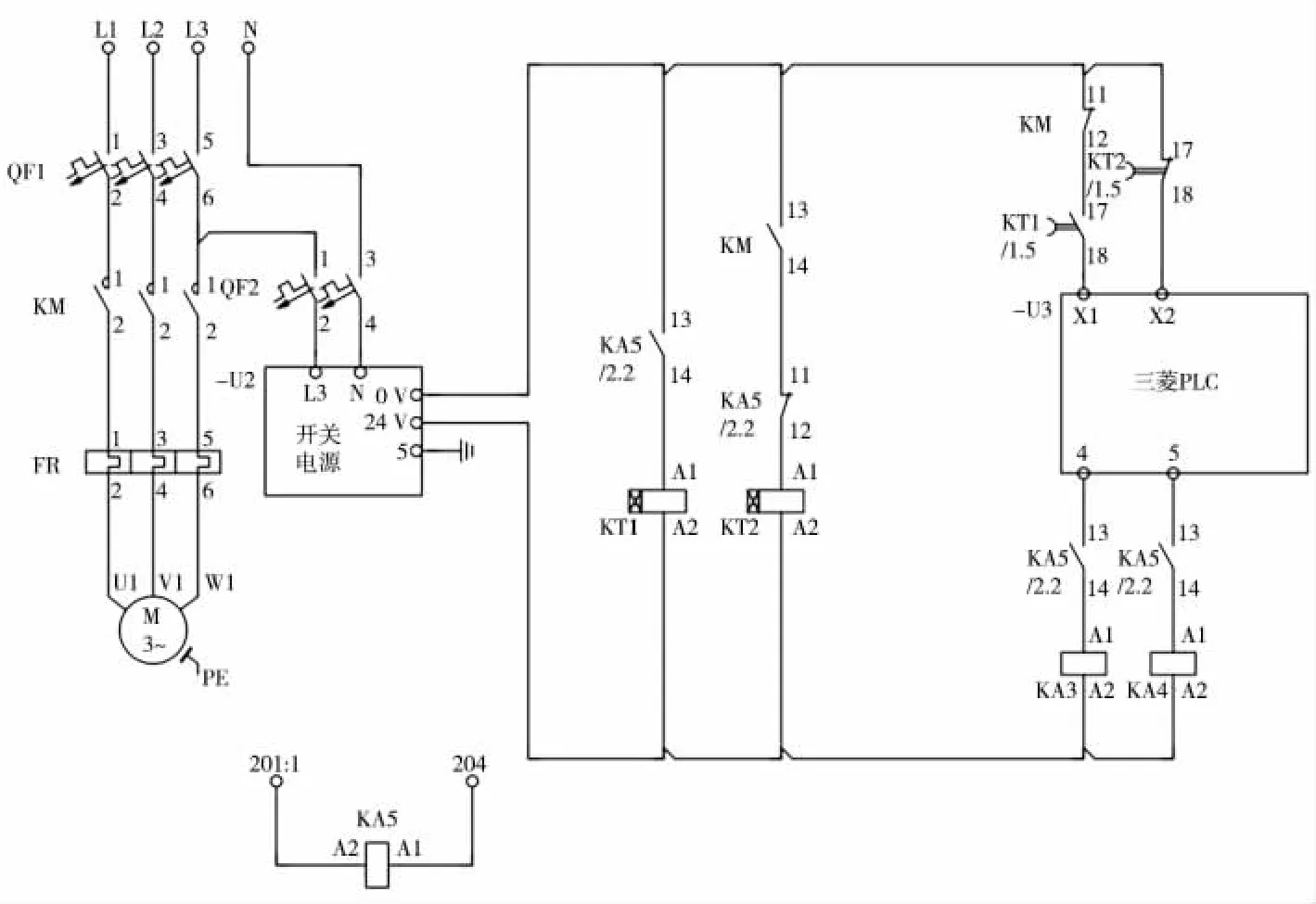
图2 PLC 控制的除尘系统联控方式原理
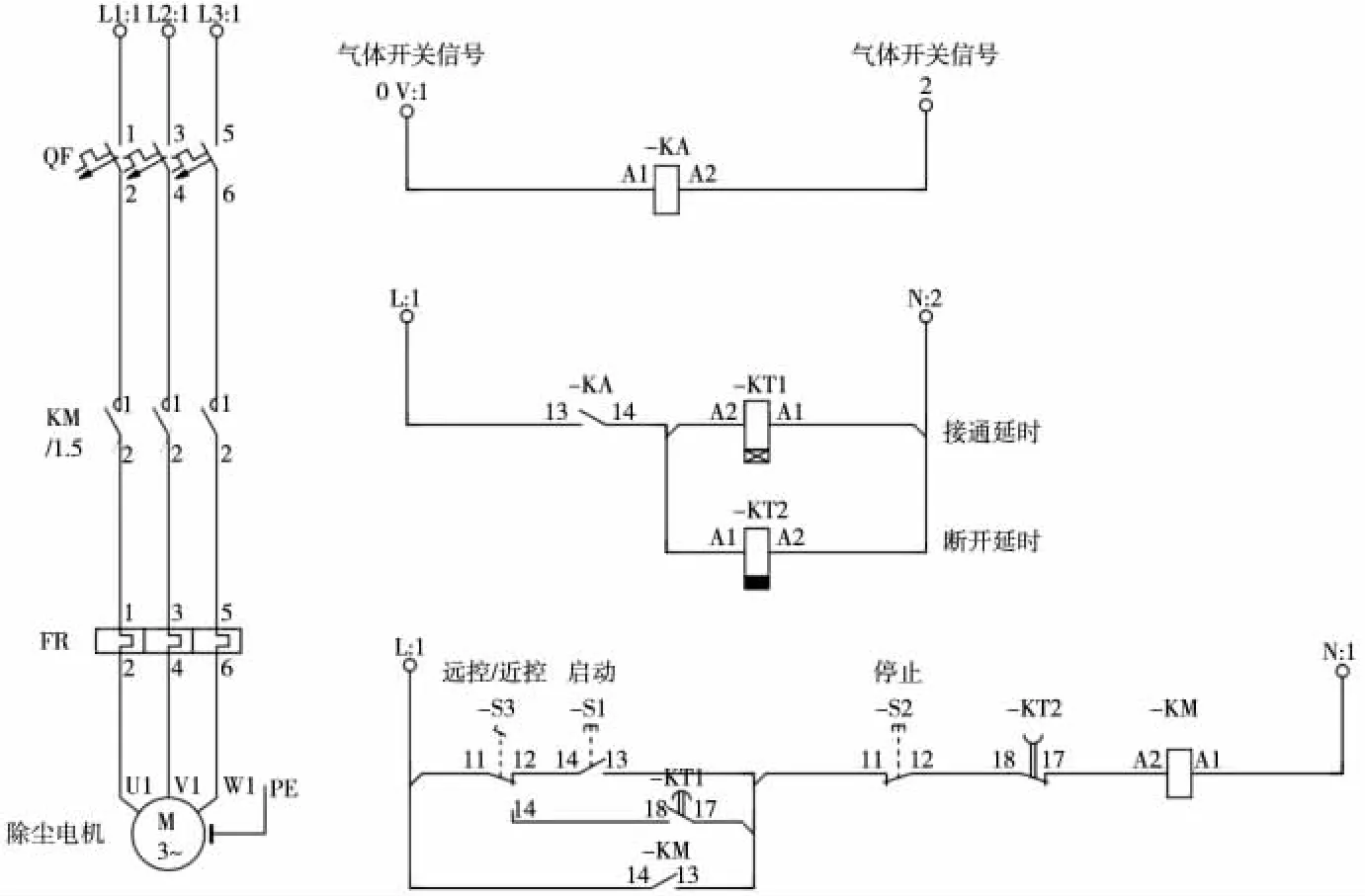
图3 非PLC 控制的除尘系统联控方式原理
(1)在除尘器主接触器安装一个辅助触头,在触头上并接出一根24 V 电源线,该24 V 电源线连接到机器人电焊机负极主接触器控制线圈连接点上。新增加KA5 中间继电器,使用机器人焊机送丝电机的电源供电。
(2)送丝机得电送丝,KA5 中间继电器线圈得电,常开触点吸合、常闭触点断开。反吹系统KA3/KA4 中间继电器线圈得电,反吹电磁阀工作。
(3)新增KT1 通电延时继电器线圈得电,延时4 s 后KT1 常开触点吸合,除尘器启动输入信号X1 得电,PLC 系统控制接触器KM 线圈得电,除尘风机启动。
(4)KM 常闭触点断开,启动输入信号X1断开(PLC 控制风机启动,为电动信号),防止启动输入信号X1 一直得电,无法正常停止风机。KM 常开触点吸合,KA5 中间继电器线圈得电,KA5 常闭触点断开,新增的KT2通电延时继电器不工作。
(5)机器人送丝机停止工作时,KA5 线圈失电,常闭触点吸合,新增的KT2 通电延时继电器线圈得电,延时4 min 后,KT2 常闭触点断开,除尘器停止输入信号X2 失电,除尘器停机。KM 常开触点断开,KT2 通电延时继电器线圈失电,常闭触点吸合,除尘器停止输入信号X2 得电,除尘器启动。
2.3 非PLC 控制的除尘系统联控方式
通过增加1 个中间继电器取得焊接保护气体的流量信号,并增加2 个时间继电器用于控制除尘系统风机启停时间。
(1)当机器人开始焊接时,气体开关信号给到中间继电器KA,线圈得电吸合,KT1 通电延迟时间继电器线圈得电,4 min后KT1 导通。
(2)S3 开关打到远控状态时(11、14连通),KT1 导通后触发KM 线圈得电,电机主电路得电,电机开始工作。此时KM常开点吸合(13、14),除尘风机供电持续保持。
(3)当焊接停止时,气体开关无信号,KA 继电器失电,KT1 立即断开,KT2 断电延时继电器延迟4 s 后断开,KM 线圈失电,除尘风机停止工作。
3 节能效果
经现场验证,所有机器人已实现停止焊接超过4 min 后,除尘系统停止运行;开始焊接4 s 后除尘系统自动运行,实现了联控功能。节能效果测算数据见表5。
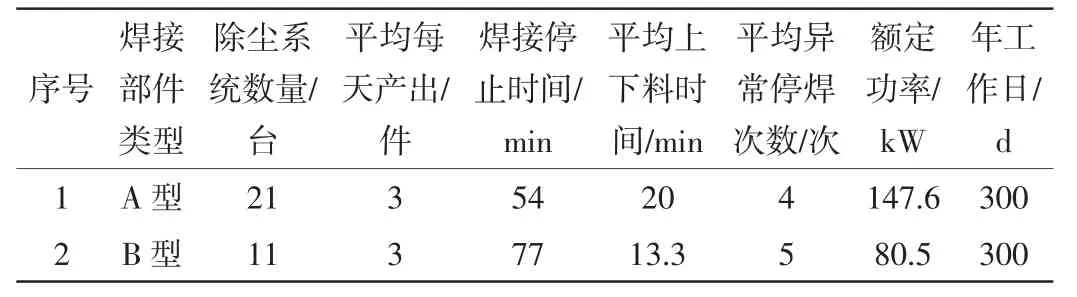
表5 除尘系统节能效果测算
根据GB/T 28750—2012《节能量测量和验证技术通则》[1],节能量的计算公式为:
式中 Es——节能量,kW·h
Er——统计报告期能耗,kW·h
Ea——校准能耗,kW·h
根据上述节能量测算数据,得出统计报告期能耗Er、校准能耗Ea分别为:
按电费0.82 元/千瓦时计算,32 台焊接机器人预计可节约用电213 299.25 kW·h,节约电费17.49 万元。
4 结束语
独立式单机除尘系统电机功率并不大,因此焊接机器人集成商往往忽略了除尘系统的耗电问题。但随着焊接机器人投入数量的增多,除尘系统电机空运转的耗电量积少成多,成为企业节能管理中不可忽视的环节。本文阐述了一种简单的自动化控制方式,对大于4 min 的停焊时间内实现除尘系统的联控,以达到节能的效果。但实际上,小于4 min 的停止焊接时间仍有节能空间可以挖掘,可以通过加装变频器实现降频运行等方式实现。另外,这种联控方法还可供机器人集成商参考,在新设备的设计调试中就加入此项功能。
