卷烟接装纸刮纸角度在线调整装置的设计及应用
2023-08-29许若辰陈荣林
许若辰,陈荣林,俞 磊,余 军
(江苏中烟工业有限责任公司徐州卷烟厂,江苏徐州 221000)
0 引言
烟用接装纸是卷烟产品的主要材料之一,其作用是将滤嘴与烟支牢固地接装在一起,不同类型烟用接装纸的表面性能对卷接效果影响较大。因使用新材料、新工艺生产的接装纸容易造成接装纸吸胶性能差,在中支卷烟的生产过程中导致烟支搓接质量不佳,进而产生翘边、漏气、泡皱等缺陷烟支,影响烟支外观质量。
目前改善接装纸搓接质量主要有两种方法,一是增加涂胶量,二是提高接装纸吸胶能力。李超等通过改进接装纸上胶系统,解决了烟支掉嘴、漏气等问题。徐亚军等基于ZJ116 型卷接机组设计了接装纸第二次刮纸装置,提高了接装纸的吸胶能力。目前中速卷接机组主要采用调节负压大小的方法控制接装纸张力,该方法适用于常规烟支生产,在接装纸吸胶性好、胶水黏性高的情况下能够有效保障烟支搓接质量。但该方法无法满足中支烟品牌切换过程中,吸胶性较差的中支烟接装纸的柔性控制需求。为此,基于改变接装纸输送路径的方法,设计一种在线调整装置,实现接装纸刮纸角度的精准控制,以期提高接装纸吸胶性能,满足不同品质接装纸在卷烟生产中的需求。
1 问题分析
1.1 存在的问题
卷制生产中,中速卷接机组需要对接装纸进行刮纸拉毛处理,即接装纸在引纸辊的驱动下,经过两个引纸辊间的刮纸棒,接装纸在一定的牵引力下通过刮纸棒的棱边,从而实现拉毛(图1)。由于不同批次、品牌的接装纸拉毛质量参差不齐,导致接装纸上胶效果不理想,影响烟支搓接质量,造成翘边、漏气、泡皱等缺陷烟支。此外,刮纸装置的刮纸棒固定在支架上(图2),需要在停机状态下利用工具对刮纸棒的棱边角度进行调整,且调整角度有限。
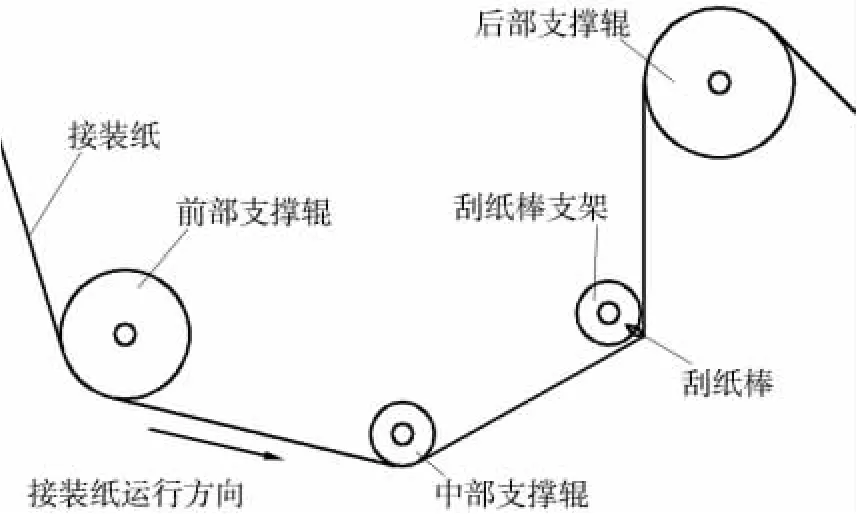
图1 改进前接装纸输送路径
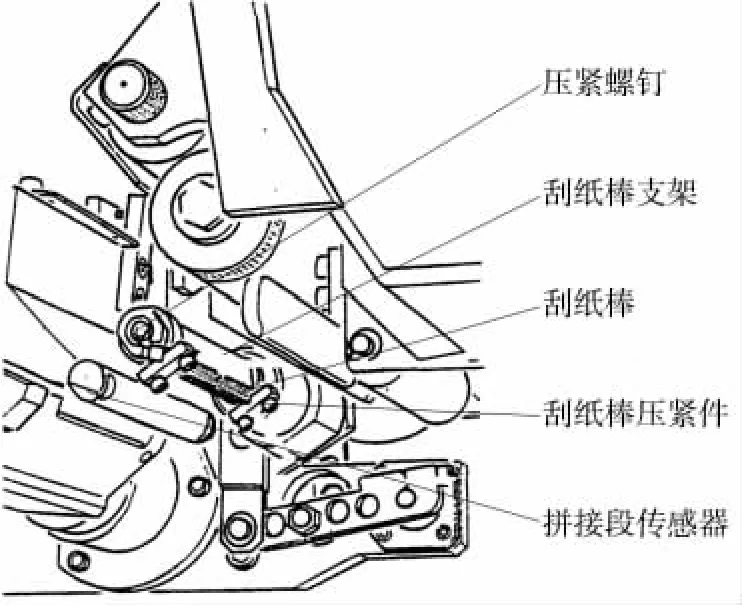
图2 改进前调整刮纸角度
以生产的A 和B 两种牌号的中支烟为例,所使用的接装纸表面均匀度、平滑度较高,但质地较硬、抗卷曲性较强、吸胶性能较差。在生产中主要存在以下问题:①因中支烟比常规卷烟圆周小,卷制所需的接装纸宽度减小,接装纸的卷曲性较差;②由于接装纸吸胶性能差,通过增加涂胶量改善搓接质量的效果不佳,多余的胶水反而容易在设备上形成胶垢;③刮纸棒两侧的接装纸之间的夹角是固定,即刮纸棒两侧接装纸内牵引力的合力作用到刮纸棒上是固定的,因此造成刮纸棒对接装纸刮纸拉毛力度没有调整空间的现状。
1.2 原因分析
由表1 可知,A 牌号和B 牌号的接装纸均采用三色烫金工艺,透明电化铝宽度分别为23 mm 和5 mm。A 牌号烫金面积较大,B 牌号采用的是亮银转移纸,纸张表面附有铝层,并在铝层上烫印宽线条。A 牌号在卷接过程中,电化铝位置的吸胶性能较差,在正常生产时电化铝位置容易出现开胶现象。B 牌号因电化铝表面平滑度高且吸胶性较差,容易出现搭口翘边现象。
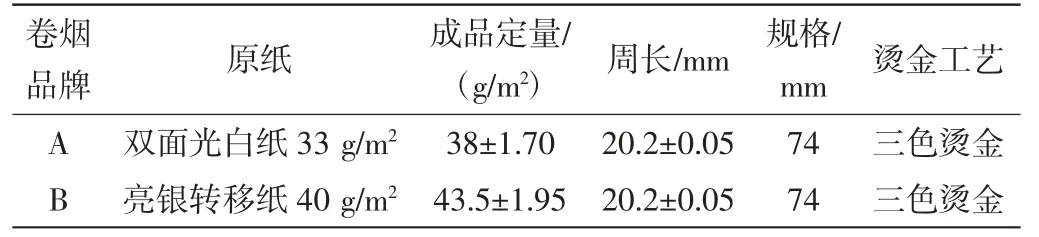
表1 两种中支烟接装纸规格
由于接装纸已设计定形,为此需设计一种接装纸刮纸角度在线调整装置,以适应不同厚度、材质、工艺的接装纸的上机生产需求。通过在线调整装置改变刮纸棒两侧的接装纸之间的夹角,实现改变刮纸角度,从而改变刮纸棒两侧接装纸内牵引力的合力,来实现改变刮纸棒对接装纸刮纸拉毛力度,从而提高刮纸棒对接装纸拉毛质量,改善接装纸吸胶性能。
2 在线调整装置设计
2.1 改进接装纸输送路径
在靠近中部支撑辊的一侧,通过角度调整辊限位轨道安装角度调整辊(图3)。为了使刮纸棒两侧的接装纸夹角控制更加精确,角度调整辊在燕尾槽限位轨道上采用丝杆驱动连接角度调整辊。通过角度调整辊的升降,与接装纸下表面接触。当刮纸棒对接装纸的刮纸压力过大或过小时,角度调整辊可沿着燕尾槽限位轨道进行升降,实现刮纸棒两侧的接装纸夹角改变,从而连续地对接装纸上胶面的刮纸和卷曲力度进行在线调控。
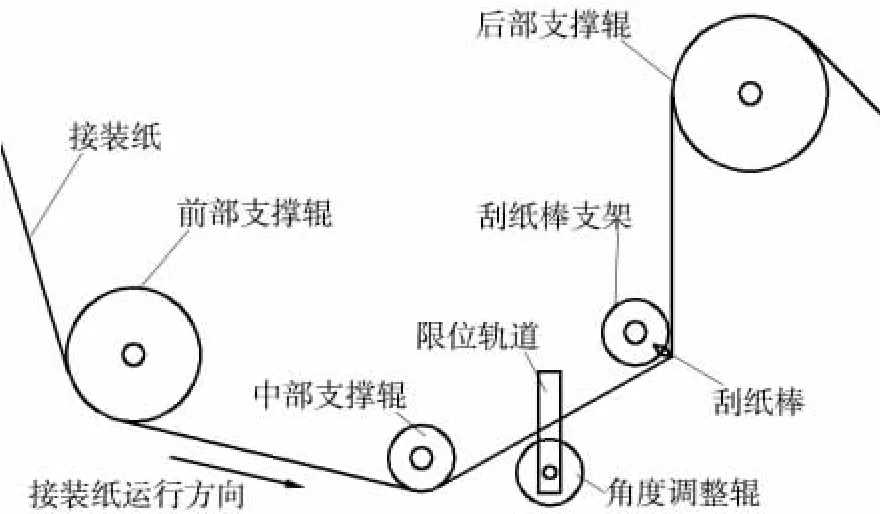
图3 改进后接装纸输送路径
2.2 接装纸受力分析
接装纸刮纸力度分析如图4 所示,刮纸棒两侧的接装纸牵引力为F1、F2,刮纸棒两侧的接装纸夹角为α(π/2<α≤5π/6),刮纸棒对接装纸的刮纸力为F刮。
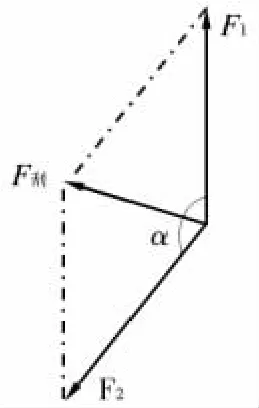
图4 接装纸刮纸受力分析
接装纸在设备运行张紧状态下,接装纸内的张力相等,即F1=F2=F张,则:
接装纸刮纸力F刮随刮纸夹角α 变化的曲线如图5 所示。可见,随着α 变大F刮减小。已知α 调节范围为π/2<α≤5π/6,F刮调节范围为60%F张~150%F张,中部支撑辊到刮纸棒水平距离L=1 cm,根据三角形关系计算,可得角度调整辊升降距离Δh=-cotα×L=×L≈1.73 cm,丝杆调节行程需要大于1.73 cm。
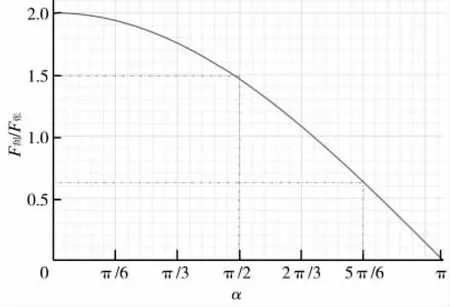
图5 接装纸刮纸力与α 的关系曲线
2.3 在线调整装置结构
接装纸刮纸角度在线调整装置主要由限位轨道支架、滑动块、滚轮、调节丝杆、固定块等部分组成(图6)。根据设备上现有的螺孔尺寸以及燕尾槽限位滑轨的需求,设计限位轨道支架。滑动块卡入支架燕尾槽内,其下端有调节丝杆拧入的螺孔,上端固定滚轮。滚轮由固定轴和滚动外圈通过轴承组合而成。调节丝杆通过E 形卡簧固定在固定块上。固定块由紧固螺丝固定在限位轨道支架上。
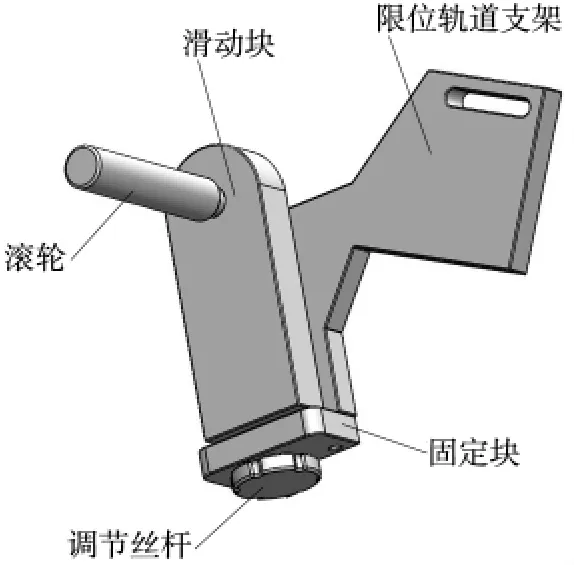
图6 接装纸刮纸角度在线调整装置
3 应用效果
3.1 实验设计
实验材料:A 牌号接装纸和B 牌号接装纸。
实验设备:中速中支卷烟机。
实验方法:记录两种材料在原卷接机刮纸后动态接触角测试结果,然后调整角度调整辊至生产的烟支无质量问题状态,空跑接装机收集未涂胶的接装纸,并记录在线调整刮纸后动态接触角测试结果。
实验中,动态接触角是研究流体微观规律的基础。本次实验利用了专用检测仪,检测液体在固体表面接触角随时间而变化的过程,并记录液体体积大小的变化,以此分析液滴平衡状态下的实验结果。
3.2 实验过程及数据分析
安装接装纸刮纸角度在线调整装置后,对两款中支烟接装纸进行动态接触角实验,实验结果见表2、图7、图8。
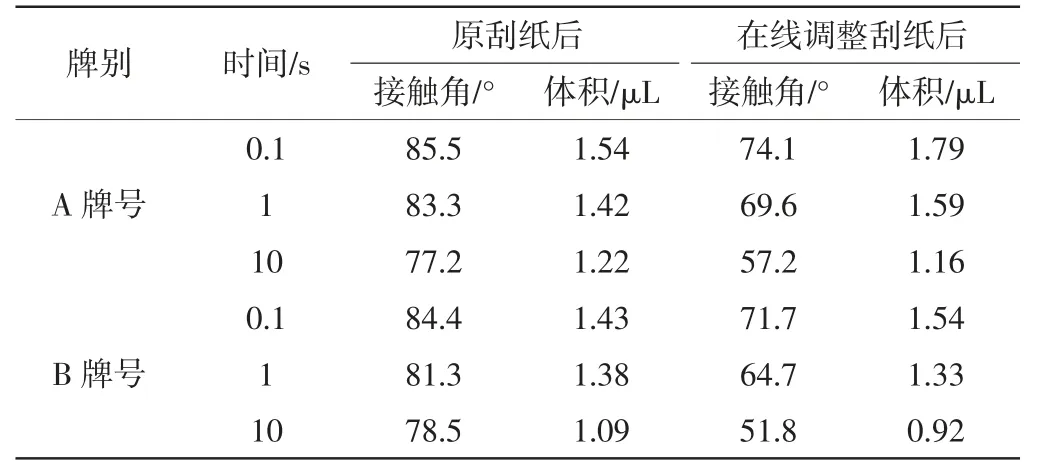
表2 接装纸动态接触角实验数据
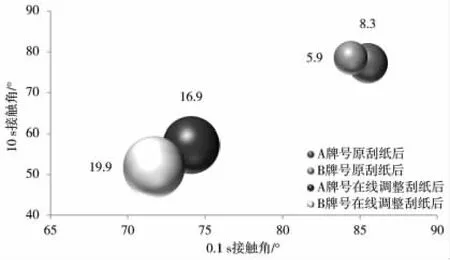
图7 接装纸刮纸包角调整前后接触角变化量对比
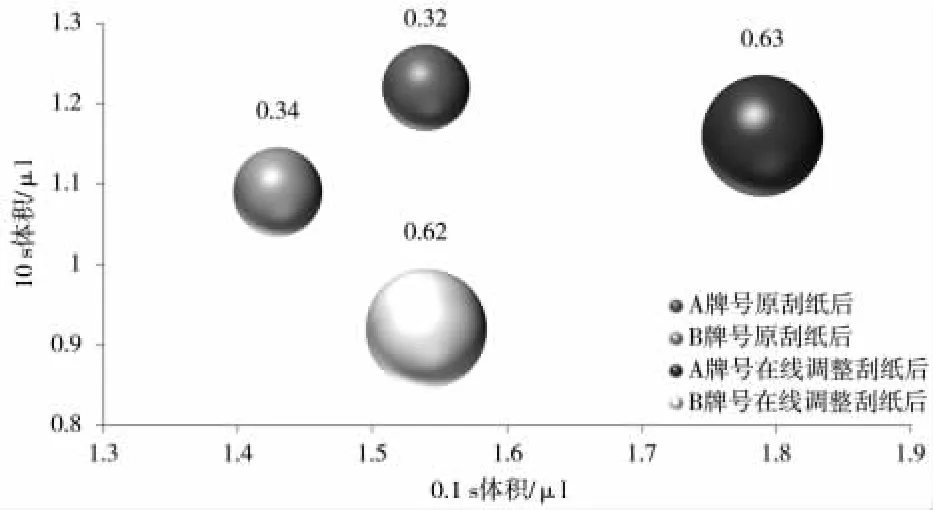
图8 接装纸刮纸包角调整前后体积变化量对比
从图7 和图8 可以看出,水滴在接装纸上从0.1 s 到10 s之间的差值在改变刮纸角度前后,接触角和液体体积的大小变化很大,说明接装纸的吸水性有明显改善,翘边等质量问题也得到解决。将从卷烟质检结果来验证加装接装纸刮纸角度在线调整装置后使用效果。
3.3 卷烟质量检验
加装接装纸刮纸角度调整装置前产生翘边、漏气、泡皱烟支过多,无法正常生产。加装接装纸刮纸角度调整装置后,多批次、不同牌别质量得分平均为99.413 分,质量缺陷中翘边、泡皱、压痕、夹沫支数合计为0.206 支/批,已与其他常规烟机组持平(表3)。

表3 多批次不同牌别质量统计
4 结论
基于中速卷烟机设计了一种接装纸刮纸角度在线调整装置,通过改变角度调整辊升降来改变接装纸刮纸角度,从而改变刮纸力度,以提高接装纸吸胶性能。结果表明,加装了接装纸刮纸角度在线调整装置,提高了设备对不同牌别和不同批次的接装纸的适应调整能力,解决中支卷烟生产中面临的紧迫问题,保证了卷烟质量和设备生产效率。
