一体化压铸技术发展与应用研究
2023-08-23乔侠杨磊刘双勇
乔侠,杨磊,刘双勇
中信戴卡股份有限公司 河北秦皇岛 066000
特斯拉于2020年率先在其Model Y车型中采用一体化压铸后底板,将原本70余个零部件减少到2个,一举拉开一体化压铸工艺引领汽车轻量化布局的帷幕。2022年,第三代4680电芯采用一体化压铸的三合一底盘电池包,实现了10%的减重,减少了300余个零部件。一体化压铸技术极大地减少零件数量、总成质量、制造成本和设备占地面积,引领了新能源汽车制造技术的新变革,目前已有蔚来、小鹏等多家车企加快跟进这项技术。
一体化压铸技术发展现状
1.一体化压铸技术帮助实现汽车全生命周期降本增效
1)一体化压铸具有低成本优势。在产线成本方面,一体化压铸能够减少传统“冲焊”工艺的使用,减少冲压机、模具、焊接夹具及检测机等设备的购置,节省产线建设成本及厂房面积。在材料成本方面,一体化压铸能够减少零部件数量(见图1),降低材料用量。此外,一体化压铸避免边角料的产生,实现材料接近100%的利用率。在人力成本方面,一体化压铸技术能够大量减少焊接点位,从而降低对焊接技术工人的需求。根据测算,采用一体压铸技术后,所需的技术工人至少可缩减到原来的十分之一。
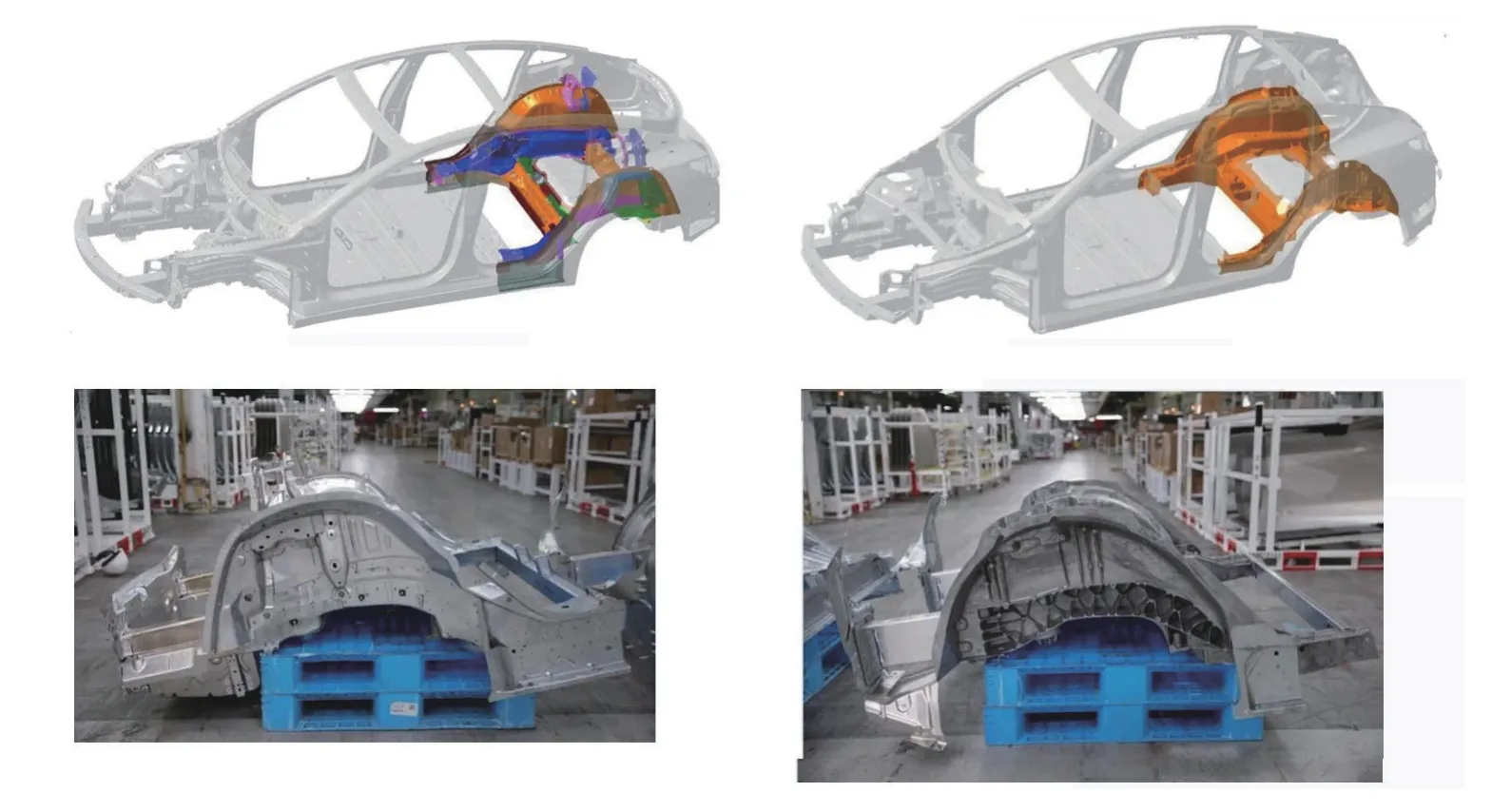
图1 一体化压铸技术在Model Y后底板上的应用
2)一体化压铸能够提高生产效率。一方面,传统车身生产中,需要进行单独制造的零部件达500余种,涉及到冲压及焊接等多种工序,一体化压铸技术在有效减少零部件数量基础上可以将生产过程大幅简化,从而减少工作量,提升制造效率。另一方面,由于车身零部件数量大幅减少,车企的车型开发MB(综合调试)周期也可以得到超过50%的缩减。
3)一体化压铸能够有效实现汽车减重增程。一体化压铸的原材料主要为铝合金,相较于传统钢制车身350~450kg,一体化压铸铝合金车身质量仅为200~250kg,可以实现超过30%的减重。相较于传统铝车身也有显著轻量化效果,特斯拉新一代一体压铸底盘可以减重约10%,相当于增加了近15%的总续驶里程。
4)一体化压铸能够促进行业材料回收利用率。一体化压铸技术可以大幅减少铆钉、焊料、涂胶等材料的使用,整体材料应用复杂度更低。相应地,通过一体化压铸技术生产的汽车车身材料纯度更高,车身可以通过直接熔化的方式进行回收,材料的回收利用率可以从之前的70%提高至95%[1]。
2.一体化压铸技术属重资产领域,后期维修成本高
1)一体化压铸资金占用大。一体化压铸属于重资产领域,具有很高的资金壁垒,大型压铸设备单台价格在数千万元以上,模具价格大多在百万元级别,部分复杂模具单个成本可超过千万元,一条一体压铸产线价值上亿元。其中,约40%~60%为材料成本,难以通过技术进步实现大幅的成本下降。同时,前期设备投入后,需要经过长时间、多参数经验积累才能保障产品良品率,特斯拉也是经历了约1年左右的时间才将后底板的良品率提升至合理水平,在良品率达不到一定要求时,盈利空间十分狭小。
2)一体化压铸车身后期维修费用高。车身采用一体化压铸后,零部件数量大幅下降,大量单独、分散的铝合金零部件实现高度集成,变为1或2个大型铝合金压铸件。因此,当车辆发生碰撞等事故造成零部件损坏时,需要对压铸件进行整体更换,维修费用显著上升。这一隐性风险将影响消费者对采用一体化压铸技术汽车的购买决策,对一体化压铸技术推广及发展造成阻滞。
一体化压铸核心技术环节
汽车产业尤其是新能源汽车的快速发展对铝合金零部件提出了更高的要求,即体积更大,结构更复杂,性能更好。一体化车身压铸成型需突破设计、材料、工艺、模具和装备等方面的关键技术,在产业链上对应压铸机吨位的不断增加,压铸模具复杂程度的上升和一体化压铸材料的比强度、耐腐蚀等性能指标的日益提升。
1.压铸机技术趋势——更大型、更节能
一体化压铸机是产业链中最重要的环节之一,该机器的原理是在压力的作用下把熔融金属液(一般为铝合金)压射到模具中并冷却成型,开模后即得到固态汽车零部件。2020年特斯拉在发布会上首次提出一体化压铸技术,并投入第一台6000t压铸机用于Model Y车型的车身后底板的生产。自此,一体化压铸机迎来飞速发展阶段,国内外企业加速布局和研发进度。2019-2020年一体化压铸机基本处于6000t级水平,2022年6月,9000t级压铸机亮相欧洲压铸工业展,而2023年3月广东鸿图已成功导入1.2万t压铸机。
从大型化方面看,未来随着零部件体积和复杂度的提升,一体化压铸机的吨位还必将再度增加。如果汽车整车底盘要实现一体压铸,压铸长度3~4m、宽度1.5m左右的产品,大约需要18 000~20 000t的压铸设备。
大型压铸设备需要解决多工位压射系统的同步性技术问题。制造大型部件所需要的流道很长,单个压射系统无法满足需求,需要多工位的压射系统才能将流道缩减到1m左右。多工位压射系统需要做到同步压射,且需要保障各项参数做到一致性和可重复性。
从节能化方面看,采用先进伺服阀能有效降低能耗。压铸机本身是高能耗设备,但在双碳背景下,对生产过程的绿色、节能、环保等要求不断提高。以力劲压铸机为例,其1000t以上的大型压铸设备,均使用同步伺服技术进行节能,节能率大概在40%~60%,具体要根据工艺和冷却时间确定。大型压铸设备需要匹配更大缸径、更大流量的液压伺服阀,目前国内该项技术差距较大,主要被派克和穆格两个国外厂商垄断。
2.压铸模具技术趋势——精密化升级
模具是一体化压铸的核心零部件之一,是一体化压铸产品精度和强度的重要保障。近年来,在汽车“新四化”升级的过程中,模具的大型化精密化升级趋势也愈发明显[2]。根据功能和组成,一体化压铸模具可以分为成型部分、浇注系统、排溢系统和温控系统等部分。其中,成型部分是模具的核心,一方面该部分决定了零部件产品的形状和精密度,另一方面成型部分的设计及材料选取是模具制造的难点之一。
一体化压铸模具的设计需要综合考量包括热平衡、浆料流道、脱模及模具寿命等多个因素。结构设计不当可能会导致产品零部件质量不合格、压铸节拍慢、欠铸、成品难以取出等问题。而材料选取不当同样可能导致模具寿命和产品良率的下降。
随着一体化压铸零部件体积的增大以及结构复杂性的增加,模具的热平衡及流道设计的复杂度也相应提升,脱模设计需要考虑的因素增加,机械加工难度上升。在这一趋势下,模具将成为产业链中技术难度最大的环节之一。
3.压铸材料技术趋势——免热处理铝合金
免热处理铝合金是一体化压铸的重要应用材料。近年来,随着压铸机吨位及压铸汽车零部件的体积越来越大,压铸后热处理过程导致的零件变形及表面气泡问题愈来愈严重。免热处理铝合金通过掺入其他金属合金组分,可在完成压铸成型后无需热处理直接获得具有良好强度、塑性、韧性、耐蚀性及疲劳性等一系列综合性能的铝合金零部件。免热处理铝合金的使用可以有效避免热处理对汽车零部件带来的尺寸变形及表面缺陷,有效提升产品良品率,起到降低成本的作用。
免热处理铝合金分类及对比。免热处理铝合金中主要掺入元素一般包括镁、硅、铁、锰、镍及锶等。其中镁元素可以提高其耐腐蚀性,硅元素可以提高熔融液态铝的流动性,铁元素可以提高产成零部件的脱模性,金属锰可以降低其中铁元素对物理机械性能的负面影响,镍元素可以提高强度和硬度。而部分特殊的铝合金中则会通过掺入价格较高的锶元素来细化铝合金的晶粒,用以改善铝合金流动性并提高产品的拉伸强度和硬度。
按照其化学组成,目前免热处理铝合金主要可以分为Al-Si系和Al-Mg系两类[3]。前者中硅元素含量较高,一般质量占比在10%左右,接近Al-Si合金共晶点,能够保证合金具有良好流动性。而后者中镁元素含量占比较高,一般在5%左右,以市场常见的Magsimal-59材料为例,该类合金通过对控制镁元素和硅元素含量的调控,将共晶合金比例控制在40%~50%,以获得良好的铸造性能。
免热处理铝合金的选择需要综合考量包括强度、硬度、零件壁厚、耐腐蚀性、延展性、成本及零件是否需要高温服役等诸多因素。以压铸铝合金的全球龙头企业之一——德国铝合金生产商莱茵菲尔德(Rheinfelden)为例,该公司开发了十余个系列、数十类铸造用铝合金,其中应用较为广泛的铝合金化学组成及主要特点见表1,各类材料适用的汽车零部件不尽相同,企业需要根据实际情况加以选择。

表1 莱茵菲尔德(Rheinfelden)铸造用铝合金主要特征
一体化压铸技术的产业链应用特征
目前一体化压铸主要有两种产业链应用模式:一是以特斯拉为代表的自研模式,主机厂直接采购压铸机、材料和模具生产压铸件;二是以蔚来、理想等为代表的采购模式,直接采购压铸件。尽管现阶段仍以特斯拉等自研为主,但前文提到一体化压铸对于资金的占用较高,因此预计采购模式将会逐渐成为主流。
目前一体化压铸技术产业链应用具有以下特点:
1)压铸厂商多采取自研、战略合作等措施进行产业链多环节布局,保障稳定供应(见表2)。一体化压铸具有较高的行业壁垒,从技术层面分析,一体化车身压铸成型需突破设计、材料、工艺、模具和装备等方面的关键技术;从资金投入方面分析,一体化压铸属于重资本行业,初始投入资金较高,回报周期长,要求企业资金实力强。对于多数压铸企业来说,设备、材料、模具等全面布局具有一定的难度,因而多采用建立相对稳定的上下游合作关系是主流选择。

表2 一体化压铸结构件重点企业布局
2)压铸厂商形成与主机厂的深度“绑定”。多家研究机构报告显示,主机厂目前对于一体压铸这类重资产领域意愿并不高,更多地希望通过采购的方式进行切入。但一体化压铸件需要跟随主机厂车型同步开发,且制模、试模时间周期较长,一旦整车厂商与一体化压铸件供应商建立合作关系,整车厂商通常不会轻易更换供应商,具有较强的客户黏性。因此,一体化压铸技术,尤其是模具的落地最终需要用户企业的协调与互动,才能实现更好地协同开发。例如,拓普集团与华人运通及上海交通大学合作,研发并应用TechCast™高强韧性免热处理铝合金材料,该材料流动性高于同级别材料15%以上、强塑积高出30%以上。同时,基于7200t压铸机开发的一体化超大压铸车身后舱于2022年量产下线,该部件用于高合汽车的后续车型,并实现15%~20%的减重效果。
3)压铸厂商就近主机厂布局产能。汽车零部件产品在开发和生产中需要配合整车厂实施“同时(同步)工程”,满足整车厂“适时供货”的要求,因而,产能规模是零部件厂商获取长期、稳定增量订单的关键制约因素。一体化压铸产品、模具等质量及体积均较大,运输成本较高,远距离产能配套不利于产业链效率的提升。因此,压铸厂商更需要结合适配车辆生产计划就近配套足够的产能,围绕全国重点汽车产业集群建设轻量化零部件产能趋势也更加明显。
结语
近年来,随着科技的进步及汽车产业的“新四化”发展,汽车行业对汽车零部件在轻量化、降成本和生产效率提升等方面提出了更高的要求。
在这一背景下,一体化压铸及相关设备日益受到行业及市场的关注。但其在设备购置及后期维修阶段存在的缺点会对一体化压铸的推广及产业化应用造成一定困难。该产业链主要包含设备、材料、下游应用等环节,其中免热处理铝合金是现阶段的研究重点之一。在采购模式将成为未来主流模式的背景下,压铸厂商应通过与上下游企业建立深度合作的关系形成产业链应用新优势。
