高转速、大容量抽水蓄能电站圆环锻件磁轭组装施工工艺
2023-08-16杨佳佳吴瑞清
杨佳佳,吴瑞清
(中国水利水电第十四工程局有限公司,云南 昆明 650041)
0 引言
抽水蓄能电站转子磁轭是机组尤为重要的部件,在机组运行过程中起着至关重要的作用,转子磁轭运行时的稳定性直接关系机组的安全性及可靠性。阳蓄电站发电电动机组转子磁轭采用整圆环锻件结构,以轴向设置分段,段间设置通风沟。磁轭段通过拉紧螺杆连接、紧固为一体。磁轭为浮动磁轭结构,仅通过切向键固定。
1 圆环锻件磁轭特点
1.1 精度
磁轭外圆采用一体式加工,极大地提高了磁轭外圆整体垂直度和圆度,并保证机组的空气间隙更加均匀,有效提高了机组运行的稳定性。磁轭与磁极连接的鸽尾采用整体加工的方式,较大程度提高磁轭整体直线度和圆度。磁轭单段加工好内圆后,若干段磁轭段叠在一起在龙门铣上通过铣模找正加工内键槽,确保内键槽至中心尺寸一致,内键槽垂直度更好。
1.2 稳定性
磁轭为整圆环形锻件叠装而成,相较叠片式磁轭消除了残余变形问题;机组运行时,环形磁轭在离心力的作用下自由、均匀的向外膨胀,整圆环锻件磁轭的稳定系数和整体刚度、稳定性相较于叠片式磁轭更高。圆环磁轭段采用浮动磁轭结构,其固定方式为切向键固定。圆环磁轭段与转子中心体间的连接型式能保证转子全工况、高转速下的圆度、同心度,并能满足机组运行时的空气间隙均匀,保证转子不因重心发生偏移而导致产生震动,高效传递扭矩。
1.3 安装周期短、便捷性高
整圆环锻件磁轭安装时仅需将磁轭段与吊装工具装配进行吊装,比传统跌打片式磁轭安装更方便,工地安装周期短。
磁轭采用浮动磁轭结构,仅通过切向键固定;磁轭的非驱动端每个主轴支臂的位置设置一个卡键,磁轭卡键与主轴支臂的键槽采用小间隙配合,装配流程少且易装配。
2 阳蓄电站转子磁轭参数
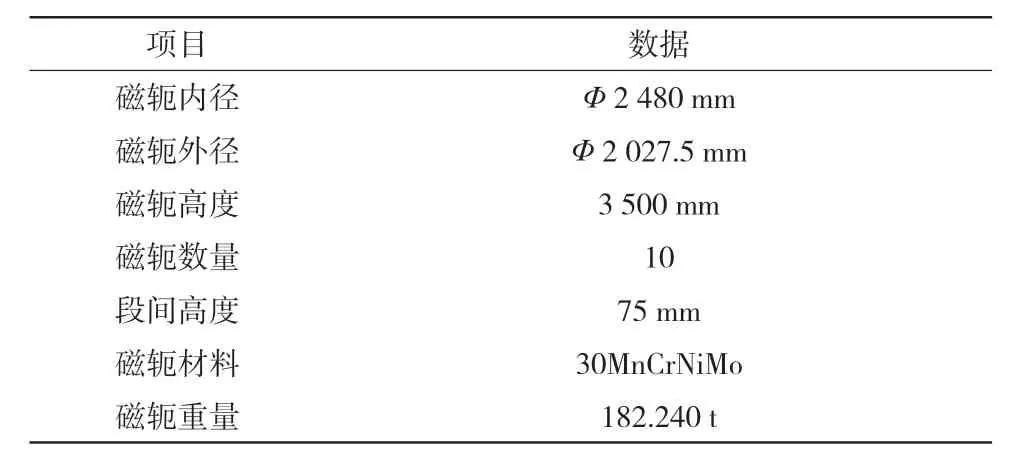
表1 阳蓄电站转子磁轭参数表
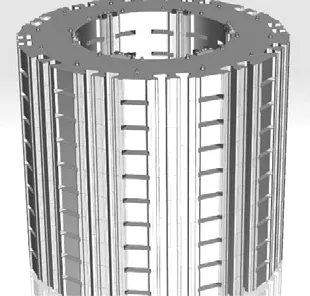
图1 磁轭结构三维示意图
3 圆环锻件磁轭安装工艺
3.1 立轴
清理转子安装基坑,基础板表面清洁无高点。在安装间对转子中心体(转子轴)、上下滑转子、各法兰面进行清理。将立轴吊具、卡环、底板及附件开箱检查,吊具和卡环应无表面缺陷,卡环无高点和毛刺。转子轴及吊具清理干净后安装立轴吊具、卡环和法兰防撞底板,转轴起吊工具安装示意如图2 所示。底板安装完成后使用木方将底板与地面垫实。指挥桥机进行起吊,起吊全过程根据转轴起升高度对桥机双主钩进行调整,使吊钩全过程保持垂直状态。待转轴吊装起升离地一定距离并处于垂直静止状态后对转子轴底部防撞底板进行拆除,将转轴吊入转子组装基坑,转轴进入机坑后不可与坑壁内的盖板支座发生碰撞,如图3 所示。
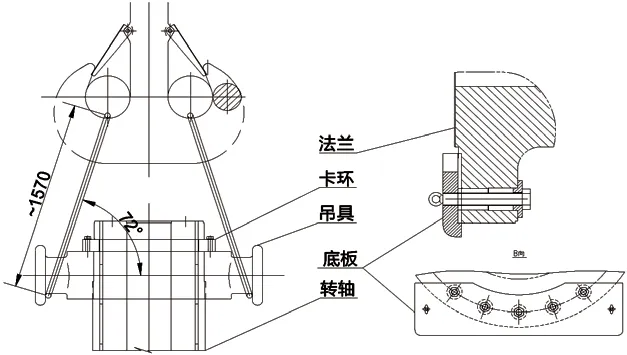
图2 转轴起吊工具安装示意图
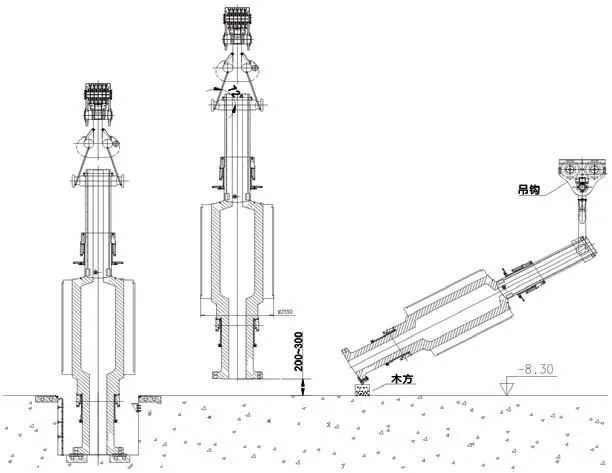
图3 立轴示意图
3.2 主轴检测
主轴立轴调整完成后安装测圆架对主轴垂直度进行测量并调整,并用框式水平仪检查上法兰平面4 个方向上的水平。若垂直度、水平超标,松开主轴与基础板把合螺栓,在基础板与法兰保护板之间加垫铜皮调整主轴垂直度、水平满足要求。螺栓拧紧后复查主轴垂直度及上法兰平面水平。
3.3 磁轭组装
3.3.1 下风扇与第一段磁轭安装
在转子安装间基础外侧基础上均布6 组磁轭支墩(图4)。根据实测挂钩上平面到基础钢板的距离、下风扇与第一段磁轭组装后总高度等数据,调整磁轭支墩高度。磁轭支墩顶丝上端面应低于安装后的下风扇制动环把合面 2~3 mm。
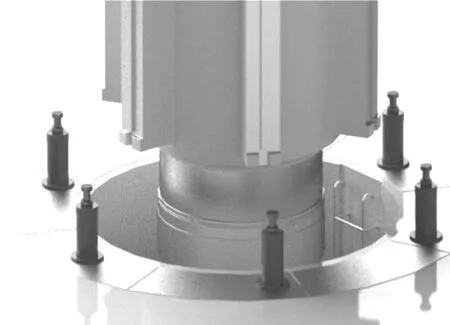
图4 磁轭挂装支墩布置示意图
将下风扇与第一段磁轭组装在一起(图5)。用力矩扳手把紧把和螺栓。将磁轭段吊装工具与最下端磁轭段和风扇组装在一起,吊装工具上的四个滑车圆周均布。用钢丝绳连接桥机的两个挂钩和磁轭吊装环吊的四个吊耳。钢丝绳长度应确保挂钩在升至限位前下风扇下平面高于主轴上端面足够高度。两钩调整至合适位置后缓慢同时抬起。调整磁轭段的水平应≤0.20 mm。确保并随时检查两钩同步率。
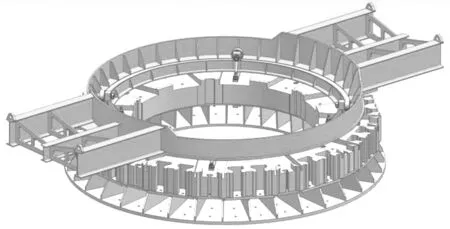
图5 下风扇与首段磁轭组装示意图
将与下风扇装配后的首段磁轭吊装套入主轴后缓慢下落(图5),吊装套入转子中心体主力筋前,再次测量磁轭段水平,不满足水平要求时须进行调平后再进行磁轭段套入。实时观察磁轭段与中心体位置,根据吊装情况调整磁轭段相对站姿中心体的周向、径向位置,保证中心体主立筋键槽与凸键周向、径向间隙均匀。保证满足要求后继续同时缓慢落下双钩,保证两钩的下落速率,确保磁轭段在下落全程水平。吊装下落全程检查磁轭段水平以及各主立筋凸键左右间隙。当磁轭段下止口与中心体主立筋挂钩接触距离为3~5 mm 时,对下风扇与磁轭装配整体水平再进行复测,当水平不满足下落要求时进行调整磁轭段水平,并检查(调整)径向、周向位置,防止转轴径向受力。合格后缓慢继续落钩,直至自由、水平落实在中心体挂钩上。
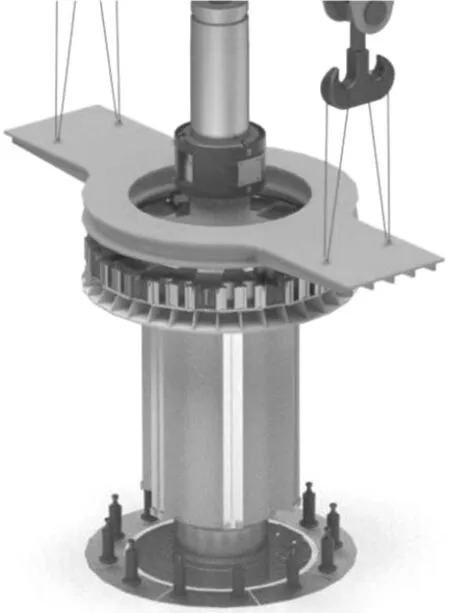
图6 下风扇与第一段磁轭吊装示意图
使用塞尺对磁轭段止口与转子中心体挂钩上平面的间隙进行检查,局部间隙要求≯0.2 mm,如间隙较大或应查找原因,必要时重新起落磁轭段。磁轭落实在挂钩上后调整磁轭支墩顶丝高度,保证每个支墩顶丝受力均匀的顶在下风扇下平面上。利用压机及配套的磁轭副键对磁轭段周向、径向位置进行调整,并用塞尺对磁轭段止口和转子中心体挂钩间隙再次进行测量检查,对点间隙差要求≤0.05 mm。将磁轭段左右两侧副键槽调至距离均匀,并以配套副键对其进行检查,之后用铁锤以相同力度对副键进行楔紧,保持楔紧后每个键槽内的长、短副键距离基本一致。磁轭调整、检测合格后将吊装工具吊出转轴拆除。
3.3.2 第一段磁轭测量调整
磁轭吊装工具拆除吊出转轴后进行转子测圆架安装,以架设在测圆架测量支臂上的百分表、框式水平仪对上到滑转子进行测量,上导滑转子的跳动≤0.05 mm,水平≤0.02 mm/m,重复测量精度≤0.03 mm 即认定转子测圆架回装后复位精度满足使用要求。在磁轭段外侧选择正对立筋凸键的位置作为测量基准点,吊钢丝测量磁轭外侧绝对半径并做记录。然后使用百分表分别测量其他正对立筋凸键位置的相对半径、记录。根据测量值,计算磁轭对点的偏差值应≤0.05 mm,如有超差须调整至合格。首段磁轭外圆对点至中心尺寸偏差≤ 0.05 mm 即合格。
3.3.3 第二段磁轭安装调整
按吊首段磁轭的方式进行第二段磁轭吊装。吊装套入转子中心体主力筋前,再次测量检查整段磁轭水平,检测水平超差时进行调整至水平。根据磁轭段相对中心体位置对磁轭段的周向和径向位置进行调整,以保证键槽与凸键径向、周向距离均匀。检测合格后缓慢落下磁轭段,并全程监测磁轭段水平。当第二段磁轭即将与首段磁轭接触时,再次检查第二段磁轭位置并测量水平,水平应≤0.2 mm。利用均布把合在磁轭段上的径向销对吊装磁轭段进行定位。在每个磁极安装鸽尾槽位置各布置一套鸽尾定位工具对吊装磁轭段进行精准调整,相邻磁极安装鸽尾槽位置的定位工具安装在两侧不同的鸽尾槽内。检查鸽尾定位工具安装情况,使工具各接触面与鸽尾槽面完全接触,以相同力矩对各紧固螺杆进行把紧。检查第二段磁轭段与第一段磁轭段每组鸽尾面之间径向偏差不大于0.05 mm,错牙不大于0.03 mm 即合格。调整、测量合格后拆除磁轭吊装工具。
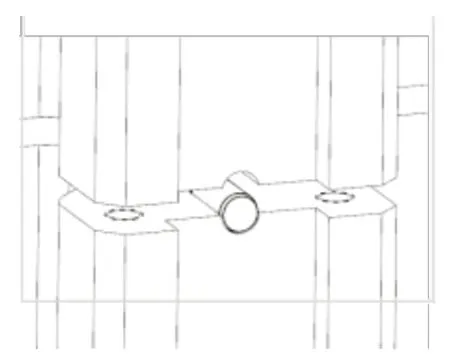
图7 段间定位销钉
3.3.4 第三段磁轭段~第九段磁轭段安装、调整
按第二段磁轭段安装、调整工艺及测量要求,对第二段与顶段间磁轭段进行安装调整。上下两段利用定位销钉和鸽尾定位工具定位,保证依次安装的上下段磁轭间至少半数鸽尾槽有定位工具进行有效定位,并检查鸽尾定位工具安装情况,使每件鸽尾定位工具各接触面与鸽尾槽完全接触,以相同力矩对螺栓进行把紧。后续写段每安装间隔一段后安装测圆架复测磁轭外圆的半径,上下两段间的半差值≯0.05 mm,错牙≯0.03 mm;检查磁轭垂直度,对比对称方向数据,不应有明显倾斜趋势。测量后拆除测圆架测量臂和配重臂。
3.3.5 第十段磁轭段安装、调整
按第二段磁轭段安装工艺及测量要求,安装调整第十段磁轭段。整圆每个鸽尾槽均安装定位工具。确保鸽尾定位工具各接触面与鸽尾槽完全接触,各螺杆紧固力矩相同。第十段磁轭吊装完成拆除吊装工具后进行测圆架安装,以架设在测圆架测量支臂上的百分表、框式水平仪对上到滑转子进行测量,上导滑转子的跳动≤0.05 mm,水平≤0.02 mm/m,重复测量精度≤0.03 mm。全面检查各段磁轭间错位不超过0.03 mm。磁轭挂装调整完成后进行磁轭外径整体测量并做记录。
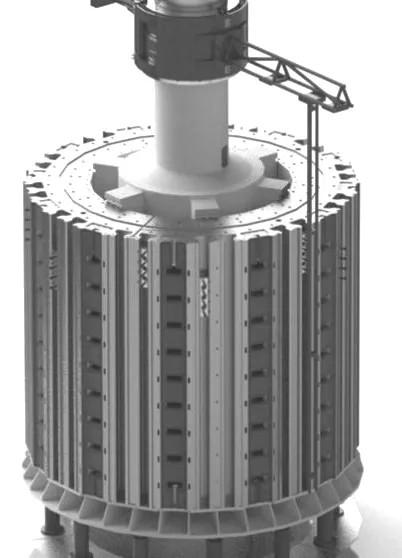
图8 磁轭挂装完成后整体测量
3.4 磁轭拉紧螺杆安装
根据设计要求对磁轭拉紧螺杆进行安装。螺杆螺母装配后先用扳手对拉紧螺母进行拧紧,至少拧紧两次后对螺母进行检查确保没有松动,之后再使用液压拉伸器分多次、对称进行螺母把紧。根据设计要求预紧力的 0.2、0.5、0.8 和1.05 倍分别对拉杆螺杆进行拉伸。每次拉紧时使用同一油压值把紧全部螺母后,再增加油压值进行下一次把紧。磁轭拉紧螺杆拉伸时按照先内后外、圆周均布的原则依次进行全部螺杆拉伸。拉伸时注意,每轮只能以相同的油压值进行拉伸。如有螺杆无法拉伸时,则不再对该螺杆进行拉伸,待下一个油压值设定后再对其进行拉伸。当以设计拉伸油压值的1.05 倍拉伸完成后,以该油压值再进行两次拉伸使所有螺杆受力均匀。
磁轭拉紧螺杆拉伸完成后对磁轭下段拉紧螺母进行检查保证力矩满足要求。拉伸检查完成后拆除鸽尾定位工具,并在各磁极安装位置中间对磁轭半径、内外高度进行复测及记录。
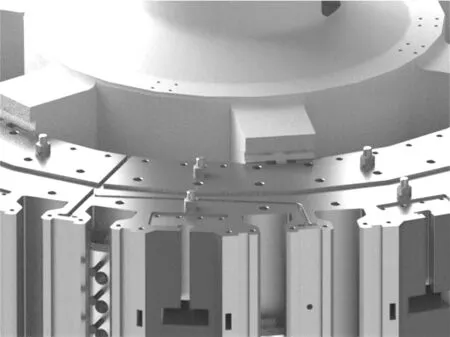
图9 磁轭拉紧螺杆安装示意图
3.4.1 磁轭副键安装、打紧
对磁轭副键与主键接触面先涂抹红丹粉后配套进行预装,以此对主副键的有效接触面积进行检查。如在副键的键长方向出现非均匀接触的的触点时,则主副键接触面积不满足要求,需对磁轭副键接触面进行研配后再进行预装,此过程持续至副键接触面均匀无分散触点为止。研配预装满足要求后用二硫化钼对磁轭副键接触面进行涂抹润滑、装配,并以铁锤用相同力度对称、均匀打紧,合格后按设计要求对对于长度进行切割及称重记录,不允许用火焰切割对磁轭副键进行切割。打紧副键时两侧同时打紧。

图10 磁轭副键安装、打紧示意图
3.4.2 卡键、挡板安装
磁轭卡键安装时配以适当厚度垫片消除卡键与键槽间隙,按照设计力矩值对卡键螺栓进行把紧;对磁轭卡键和上段磁轭进行配钻铰销孔后安装销钉;磁轭副键挡板安装时按照设计要求力矩对紧固螺栓进行把紧;再依次安装副键顶丝并向下顶紧磁轭副键、拧紧背帽,力矩满足要求后锁紧所有止动垫片。
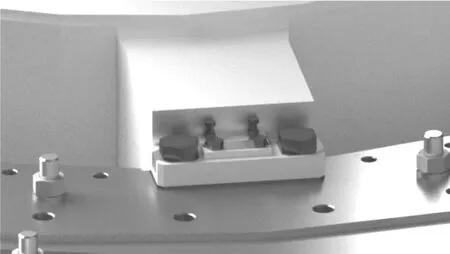
图11 卡键、挡板安装示意图
4 结语
抽水蓄能发电电动机组的特性是正反转、频繁启停,并且转子中心体与磁轭属于过盈配合,因此产生了转换频繁的较大压缩应力及拉伸应力并施加于中心体与磁轭,导致其抗疲劳强度降低。而浮动磁轭在静态几乎不受力(重力引起的应力很小),其抗疲劳和性能较高。本文就高转速、大容量、高水头抽水蓄能电站机组圆环锻件磁轭特点及组装工艺进行论述,为后续此类型机组提供可靠的参考。
