汽车轻量化连接工艺与应用分析
2023-08-07曹熏陶
曹熏陶
摘要:铆接技术将成为未来汽车车身的重要连接技术,本文以路虎X261门盖项目的自冲铆接连接技术为例,首先介绍此项目的基本情况,然后介绍自冲铆接技术在铝车身连接方面的优势及应用案例,最后从其设备工艺原理、设备系统选型、质量缺陷类型及控制方法等多个维度进行阐述。合理的规划及设备选型,对项目成本投入、空间利用率、设备利用率都能得到最大程度的使用,也为后续线体的柔性创造了更多空间,对降本增效來说具有重要意义。
关键词:自冲铆接;铝车身;工艺原理;设备选型
近年来,随着新能源汽车的逐渐兴起,“轻量化”成为一种发展趋势。 更轻的车身对于整车的能耗、车辆操控稳定性和碰撞安全都十分有利,铝合金材料以其低密度、高强度、耐腐蚀等性能受到广大汽车制造商的青睐,在汽车车身的设计和制造中得到了充分的应用,传统的点焊连接工艺无法满足钢铝混合搭接需求,从而衍生出SPR、FDS、SRE、Clich等多种新型连接工艺,尤其以SPR(自冲铆接)技术在钢铝车身上应用最为广泛。
以路虎X261门盖项目为例,X261为X260车型的加长版,X260为捷豹路虎4车门轿车,是基于D7a平台五款车型中的第一款,常熟D7a焊装车间将生产X261车型,并为第二、三车型预留导入空间,其为捷豹路虎的首款全铝车身项目,国内首次采用先进的铝连接技术,且大批量使用,规划节拍为16JPH, 整车铝材占比高达80%,涵盖各种先进工艺,包括机器人滚边、激光钎焊、自动涂胶、SPR、FDS、铝点焊等;线体车型混线需具备1+1+(1)的生产能力,工艺、设备规划需考虑100%完全柔性制造。
SPR自冲铆接技术
自冲铆接技术是一种新型的板材冷连接技术,适合于金属板材与金属板材之间金属板材与非金属板材之间等多种类板材的连接。所连接的板材数量可以是两层,也可以多达数层。其工艺特点为铆接完成快速高效,板材连接稳固耐久,涂层镀层保护良好,密封性能优异,特别适合于不易和无法进行焊接的板材组合之间的连接。铆接过程中噪音低、无烟气火花产生,属于环境友好型工艺。
与其他传统板材连接方式对比,自冲铆接技术具有以下特点:(1)铆接连接强度较高,寿命长,尤其在抗疲劳性能上,较点焊技术有很大提高;(2)工序完成迅速,可满足大批量生产需求;(3)铆接重复精度高,保证质量持续稳定;(4)对于多层板材的连接,可以一次成型,大大提高生产效率;(5)无需预先打孔,与传统铆接对比简化生产流程,提高产能;(6)连接质量可以通过目视观察进行初步判断;(7)设备工序完成迅速,整个铆接过程约为1-2s。
经近30多年的发展,自冲铆接技术的用户遍布全球主要工业制造领域,行业涵盖了:汽车整车制造业(轿车、客车和卡车等)、汽车零部件制造业(天窗、座椅、车门、发动机盖、后备箱盖和安全气囊盒等)、轨道交通制造业、电气制造业(电气柜、母线、电子类产品等)、交通标志制造业、航空航天和建筑业等等。
SPR自冲铆接工艺原理说明
自冲铆接技术是通过液压缸或伺服电机提供动力将铆钉直接压入待铆接板材,待铆接板材在铆钉的压力作用下发生塑性变形,铆钉成型后充盈于铆模之中,形成稳定连接的一种的板材连接技术。
铆枪位于铆接位置后,铆模贴紧底层板材后,铆鼻预压紧顶层板材,铆杆推动铆钉进入铆鼻中。铆钉被铆杆施压嵌入,穿透上层板材,并扩张进入下一层板材,而后铆钉与板材一起扩张,充盈于铆模,铆钉腿部向四周张开形成“钮扣”,形成上下板材牢固的连接。
SPR自冲铆接设备系统说明
1. 设备组成
一套标准的自冲铆接系统(见图1)需包含:枪体、控制柜、供钉桶、充钉站(机器人抓枪式)、分钉器(一拖二形式)等,控制柜与供钉桶可上下叠放,节省空间。
根据不同工艺需求,分固定枪式、机器人抓枪式;其中机器人持枪式里又细分有弹夹式与吹钉式等。
注意事项:(1)铆模检测一般是装在固定支架上面,通过气缸翻转;(2)固定铆枪需要单独冲钉装置,需要单独一个支架(一般是自制的);(3)铆模检测与冲钉支架一体,仿真模拟验证时需注意干涉;(4)送钉管的长度尽量不要超过10m,易卡钉;(5)窄法兰钉桶与正常的钉桶大小不一致,平面布局需注意空间;(6)报价时需注意特别备注窄法兰,其与常规钉型价格差距较大。
2. 设备选型说明
(1)工艺人员根据车身产品统计汇总每个焊点的初版合钉合模清单(需含材质、厚度、编号、坐标等信息)。
(2)根据初版合钉合模清单,与设备厂家沟通初步的铆模和钉型,并进行金相和拉伸试验,同时将信息释放给仿真模拟人员验证枪的结构以及铆点的可达性。
(3)根据仿真模拟验证结果更新合钉合模清单,并反馈给设备厂家用以更新铆模和钉型。
(4)设备厂家进行钉模测试:金相试验、十字拉伸、剪切试验等,并实时更新合钉合模清单。
(5)冻结车身产品、锁定合钉合模清单,签署技术协议,并下单采购铆模、钉子、铆枪等设备。
3.合钉合模说明
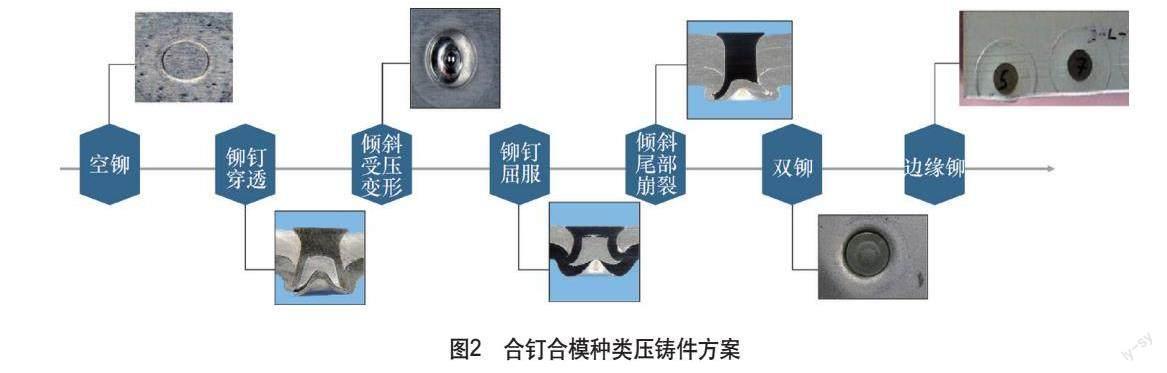
如图2所示,每种板材搭接,钉型和铆模不是唯一的。板材搭接在不同组合下,钉型和铆模也可以不同;合钉合模的目的是减少钉型种类以及铆枪数量,降低投入成本,增加铆接效率;如下三种情况,均可进行合钉合模。
4. 实验的目的及说明
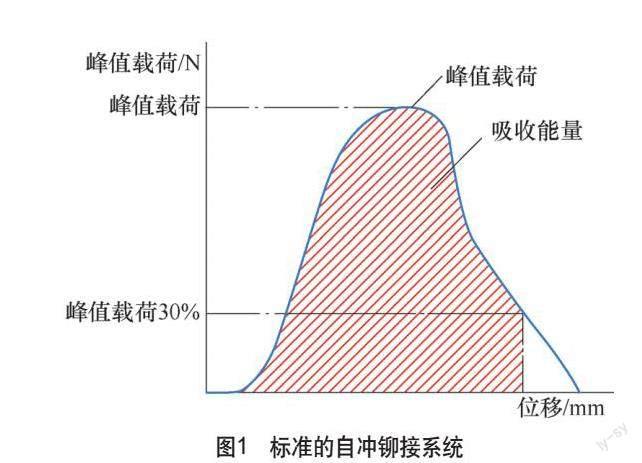
考虑自冲铆接点连接强度时,不仅需要关注最大破坏力即此自冲铆接点所能承受的最大载荷,并且也要考虑在承受此峰值载荷时铆接点所能够吸收的能量,这对于车辆发生碰撞时对乘员的保护和维持车身强度非常重要。
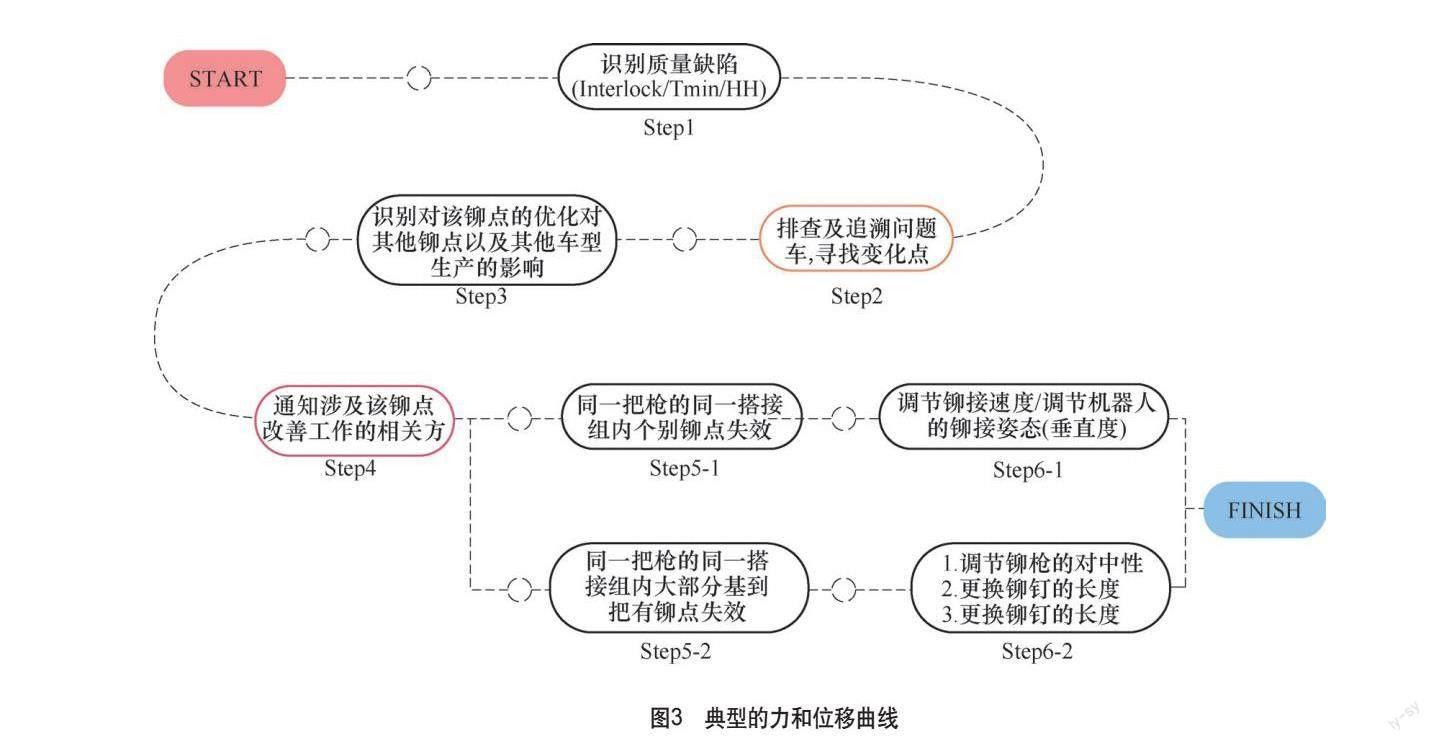
典型的力和位移曲线如图3所示。其关键参数为峰值载荷,峰值载荷下降至30%位移,及载荷从零开始到峰值再下降至30% 的过程中吸收的能量。
SPR自冲铆接工艺缺陷说明
(1)空铆 空运行信号未复位易发生,铆杆返回路径上,铆钉检测锚误感应易导致空铆信号的发生,机器人刚进入到铆接程序后,安全区内安全条件打断,再恢复时机器人直接进入下一个点,从而导致原来的点空铆。
(2)铆钉穿透 铆钉型号选擇错误(钉长过长,或者铆钉过硬)底层板材过薄且太软,铆接速度过大,铆杆形成未做好全行程校验,铆模型号不匹配。
(3)倾斜受压变形 吹送供钉的过程中,铆钉进入铆鼻时发生翻钉,导致铆杆铆接时,铆钉姿态不好引发铆接时铆钉倾斜受压(短铆钉易发生该现象)。
(4)铆钉屈服 铆钉质量问题,铆钉型号选择错误(钉长过长,或者铆钉过软)底层板材厚度超过2mm,且板材较硬(高强度钢或7系列合金),铆接姿态对中性差,导致一侧铆钉形变严重。
(5)铆钉尾部崩裂 板材质量问题,板材材料分布不均匀,底层板材过硬,铆钉型号选择错误(钉长过长,或者铆钉过软)在铆接铸铝板材时,可能发生铆接纽扣不对称及轻微开裂现象。
(6)双铆 机器人进行铆接程序时,如果在执行铆接过程中出现安全门打开,闯光栅的打破安全,此时铆接虽然已经进行完毕,但是安全复位后机器人还是处于铆接程序中,又进行了一次铆接。
(7)边缘铆 机器人铆接位置设定错误,个别板材尺寸匹配问题导致铆点偏移。
缺陷示意如图4所示。
SPR自冲铆接工艺缺陷说明
(1)先识别失效点的失效情况,识别出是哪一种质量缺陷(铆穿,边缘铆,双铆……)。
(2)明确铆点信息,找到对应失效点的点号,判断失效点的位置,失效点而定强度要求,涉及零件的使用情况,铆点等级。
(3)对于Tmin 不满足,铆穿等失效问题,针对对应零件的使用工况进行返修,若失效点在下车体,涉及车身涉水性时,则要求在原失效点上粘贴胶片,确保铆点的密封性。
(4)对于失效点是否需要返修以及返修策略由PD进行判断AME可以针对失效点做初步的判断,但最终方案的需要PD进行确认。
(5)其他返修方法 螺栓连接。MIG焊接-外加氩气作为电弧介质,并保护金属熔滴,焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极气体保护电弧焊。自动送焊丝。TIG焊接-在惰性气体的保护下,利用钨电极与工件之间产生的电弧热熔化木材和填充的焊丝的焊接方法,适合手持焊枪,一手持焊丝一手持焊枪,离子焊接。电阻点焊。粘结剂——混合连接:粘结与机械连接电阻点焊等联合使用。
SPR自冲铆接质量控制方法
1. 自冲铆接质量影响因素
影响铆接的因素有:铆接速度、铆接姿态、铆枪对中性。
(1)铆接速度 由控制系统直接调节,其与铆接力成正比,直接影响着铆接三要素。
(2)铆接姿态 由机器人调试人员进行调节,主要确保铆接板件时铆枪与板材的垂直度,铆接姿态不垂直直接影响着Interlock左右不对称且底层板材厚度不均Tmin值过小。
(3)铆枪对中性 主要影响铆杆和铆模的配合性,其同样会导致Interlock左右不对称且底层板材厚度不均Tmin值过小的问题。
2. 自冲铆接质量影响因素
自冲铆接质量影响因素如图5所示。
结语
综上所述,安全、节能、环保是汽车制造业一直以来发展的主体,安全性能的要求会增加车身的重量,节能和环保要求减少环境污染,故而车身轻量化减少CO2排放并安全性能提高一直是近几年讨论的焦点,本文通过对SPR自冲铆接技术的介绍,通过其工艺原理、设备组成及选型、返修方法等多维度进行阐述;在实际项目具体应用时,需详细分析产品结构、了解材料特性,以最经济合理的规划,将设备最大化利用,减少无效投入,提升设备开动率,促进整体线体节拍提升。
