探析手糊玻璃钢产品设计要点
2023-08-07韦烨马志强
韦烨 马志强

摘 要:玻璃钢产品的制造有其特殊性,我们的产品设计除要符合玻璃钢材料本身的特性之外,还要符合生产设施、产品工艺路线等多种汲涉生产制造方面的具体要求。如何使产品能够在生产制造过程中“降低制造难度、提高生产效率”是我们在产品设计工作中需要非常重视的工作思路。
关键词:玻璃钢 产品 制造 生产 结构 工艺 设计
1 手糊玻璃钢产品工艺简介
1.1 玻璃钢的层间结构
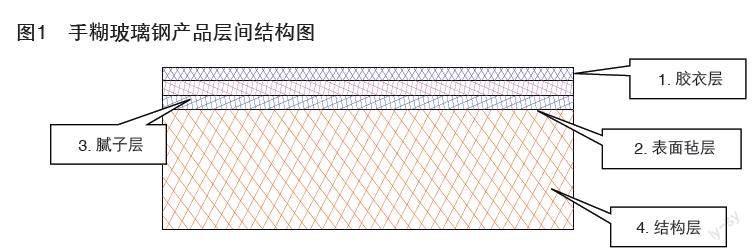
手糊玻璃钢成型工艺是手工作业把玻璃纤维织物和树脂交替地铺在工装模具上,然后固化成型为玻璃钢制品的工艺。其层间结构主要分为四层(具体如下图1所示),第一层:胶衣层,为产品提供良好的表面质量及耐候性保护;第二层:表面毡(表面要求高的产品需要此层),减少表面气泡,隔离布纹,平整表面。由于此层的树脂含量高,所以可以作为产品的防腐层;第三层:腻子层,提高结构层玻璃纤维的贴合能力,减少产品表面下层气泡;第四层:结构层,由树脂和玻璃钢纤维复合固化,是产品的受力主体。另外可以根据功能需要,结构成可以细分為防腐层、防老化层、强度层等功能层,各功能层采用不同特性的玻璃纤维材料铺设。
1.2 玻璃钢的生产流程
手糊玻璃钢成型产品的生产流程与普通注塑件、模压件等完全相同,其生产过程中采用的设备投入低,设备结构简单,工作场地要求不高,其主要的成型工艺流程及工序顺序可主要概括为:产品数据冻结→模具设计→模具加工制作→模具验收→模具准备清洁、打蜡→刷胶衣→刮腻子→刷树脂铺玻纤层积操作→烘烤固化→脱模→获取手糊件毛坯→切割、钻孔→附件预埋件→水磨、除蜡→刮灰→底漆→面漆→分装附件→检验→入库。
1.3 玻璃钢的常用材料
手糊成型玻璃钢的主要原材料有:①玻璃纤维制品,玻璃纤维制品的种类非常多,工业中常用的有无捻粗纱、有捻纱、短切毡、表面毡、无纺布、单向布、平纹薄布、斜纹薄布、无捻粗纱方格布、缎纹布等,目前汽车零部件产品使用的玻璃纤维制品主要有:表面毡、短切毡、无捻粗纱方格布(简称“方格布”)三种;②树脂,树脂最早是指从树上的分泌物中提取出来的脂状物,后来能够人工合成树脂之后,就把人工合成的液态高分子化合物统称为树脂。树脂的品种非常多,手糊玻璃钢最常用的树脂是不饱和聚酯树脂;③固化剂、促进剂,聚酯树脂常用的固化剂有三种:过氧化环已酮白色糊状物体、过氧化甲乙酮无色透明液体、过氧化二苯甲酰白色固体或糊状物体,使用的时候,只有在加热或在促进剂的作用下,固化剂才能释放出游离基,使树脂固化;④填料,填料是加入玻璃钢中以改善产品某种性能或降低成本,而其本身又具有相对惰性的物质。填料并非玻璃钢产品中的必须材料,通常情况下不必加入,④促进剂,常用的促进剂有两种:环烷酸钴)紫蓝色液体、二甲基苯胺淡黄透明液体,在实际使用中,通常是先将促进剂加入大桶的树脂中配成“大料”。糊玻璃钢的时候,再按施工的需要从“大料”中量取树脂,最后再加入固化剂;⑤颜料糊,颜料糊也是一种树脂,相当于染色剂,根据产品的颜色要求,将相应颜色的颜料糊加入胶衣树脂中,混合均匀即可。颜料糊的加入量一般为树脂量的1%~4%;⑥其他添加剂,如稀释剂、光稳定剂、阻燃剂等。
2 手糊玻璃钢产品结构设计基本原则
(1)尽量减少产品数量,尽量整体成型。手糊玻璃钢工艺最显著的特征就是能够把多个零件整体成型,零件数量的减少可以大大减少装配工时,同时也避免因接口的存在而造成强度下降和质量控制难度增加。特别是对于相邻配合的零件,在模具中整体成型,最后再分割开,这样做可获得很好的装配效果。
(2)产品设计必须适应装配工艺的要求。整车外观要求及装配工艺直接影响到玻璃钢产品的分块方案、安装结构、尺寸精度、工装夹具等多方面的设计要求,进而影响制造成本。反过来,当发现现有玻璃钢的制造工艺、产品精度等不能满足整车外观要求及装配工艺的要求时(或能满足要求但是代价很高),就必须要适当地调整设计结构方案或装配工艺方法,使整车的结构方案及装配工艺适合玻璃钢件的生产。
(3)避免大平面设计。这是手糊玻璃产品的大忌。手糊玻璃钢工艺不可避免地存在收缩变型现象,大平面产品通常会向内凹陷,产品很难达到大平面的质量要求;另一方面,大平面产品的模具制作及维修也比较困难。应尽量采用弧面,或采用凹/凸装饰筋弱化大平面,同时可以提高产品刚性。
(4)尽量避免平直的棱线设计。汽车造型采用清晰的棱线造型,可以形成一种简洁明快的造型风格。从工艺上而言,这种平直的棱线在手糊玻璃钢产品的设计中是应该尽量避免的。
(5)注意过渡圆角设计。从手糊工艺考虑,直角和锐角都是应该尽量避免的出现,因为在玻璃钢铺层的时候,在拐角的部位,玻璃钢纤维容易出现离空、不贴合。在工艺上,常常采取在拐角部位涂腻子的方法来提高玻璃钢纤维的贴合能力,这样做虽然解决了拐角部位的玻璃钢纤维离空的问题,但另一方面,涂了腻子之后,拐角部位的脆性大大增加,在弯曲变形中更容易出现裂纹。
(6)考虑产品的脱模方向及脱模角,避免反角设计。为了使玻璃钢产品能够顺利脱模,在模具上都需要做出2°~3°的脱模角。在产品设计的时候,要考虑好脱模方向,同时考虑好在脱模方向上加入脱模角之后是否会对产品的尺寸、装配关系等产生不良影响。
(7)注意加强筋、预埋件的预埋位置,不能在平面的背面预埋加强筋。
3 手糊玻璃钢产品典型结构设计
3.1 螺纹安装结构
玻璃钢材料不能用于攻螺纹,在必要的时候,产品中必需通过预埋钢板、螺栓板、螺母板等结构为其他产品提供螺纹安装支持。常用带螺纹安装结构如图2。
3.2 固定、连接结构
在玻璃钢底板上预埋螺母,M5~M6,预埋螺母的时候,一定要用腻子将螺母周边填实,然后再糊玻璃纤维,这样才能保证螺母不松动。也可以先将螺母焊在一块小钢板上做成螺母板,然后再预埋到产品中(如下图3所示)。这种是最常用的一种结构,用于需要经常拆卸各种盖板、检修口等部位。
3.3 金属预埋件结构
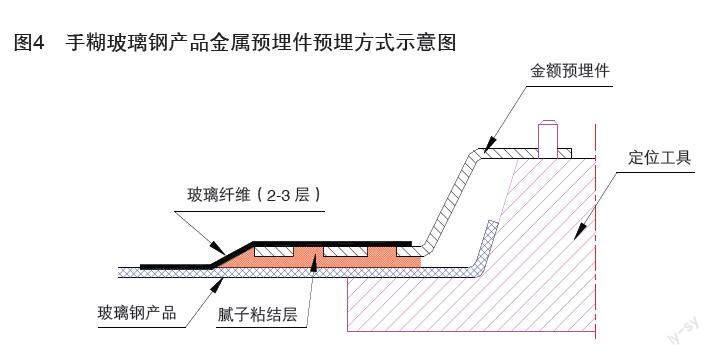
金属预埋件主要用于在玻璃钢部件上安装其他零件,例如:在玻璃钢仪表板壳体上预埋件金属件,用于安装组合仪表、收放机、电器开关、空调控制机构等部件;在前后保险杠上预埋预埋件金属件,用于安装雾灯、倒车灯等。实践证明,金属预埋件具有结构简单、安全可靠、装配方便的优点。原则上,如果需要在玻璃钢壳体上安装其他零部件(如电器、灯具等),应尽量采用金属预埋件进行安装固定。手糊玻璃钢产品上的金属预埋件结构一般设计原则:(1)必须在粘结面上设计一些通孔,这样可以大大提高粘结的牢固程度,防止金属预埋件被抽出。通孔的大小、数量视预埋件的大小而定,通常为直径为?8~ ?12,数量为2~4个;(2)粘结面的有效长度不小于25mm,建议取40mm以上;(3)金属预埋件采用表面镀黄锌或彩锌处理,不要用電泳漆,因为预埋金属件之前需要将表面的漆层磨掉。金属预埋件预埋方法如下图4所示。
3.4 产品的补强结构
对于一些大体积的薄壳体产品,可以通过在产品内表面预埋加强筋的方法来提高整体刚性,从而可以减少产品厚度、减轻重量,降低成本。必须注意,对于重要的外观装饰件,不能在其大平面的内表面预埋加强筋,否则外表面会产生明显的缩痕,常用的补强结构如下图5所示。
4 手糊玻璃钢产品铺层设计
产品的铺层设计对产品的性能、质量、成本、生产效率等多方面都会产生直接影响,所以这是一项非常重要、严谨的工作。
玻璃钢外覆盖件的铺层主要采取两种做法:(1)胶衣+腻子+3层短切毡;(2)胶衣+5层方格布,两种做法均可保证产品厚度控制在约3.5mm。前者做出的产品树脂含量高、刚性高,强度低、不耐冲击,纤维的贴合性能好,容易施工,生产效率高;后者做出的产品树脂含量低、弹性好、强度高、耐冲击,纤维的贴合性能不好,对工人的施工水平要求较高,生产效率低,结合施工难以程度和工人技术水平,汽车产品常常采取的是第一种做法。对于大多数玻璃钢产品而言,正常的铺层顺序是:胶衣+表面毡+结构层,这样做可以得到比较平整的表面质量。由于生产水平、产品设计、装配等多方面原因,玻璃钢产品最后都需要进行打磨、喷漆等工序。在铺玻璃纤维之前,需要先涂刷一层腻子,从实践上看,腻子层可以提高玻璃纤维的贴合能力,使玻璃钢表层下的气泡大大减少。另一方面,腻子层的脆性高,降低了产品的抗冲击能力,因此在高质量的玻璃钢产品中是不允许涂刷腻子层的。在铺层树脂中混入20%~30%的滑石粉,一方面可以提高产品的刚性,减少产品收缩,另一方面可以降低成本。其降成本的道理在于:滑石粉可以使铺层显著增厚,从而可以减少总铺层数,大大减少了树脂的使用量。
5 手糊玻璃钢产品尺寸公差控制
手糊玻璃钢制品的尺寸误差要比金属冲压件、注塑件大,根据我们的研究和生产经验总结出以下经验数值:
(1)对于产品图纸中的未注尺寸公差要求如下:①直线、孔距公差:每100mm,取±0.5mm;②角度公差:±3°;③厚度公差:T=2~5mm的壁厚,取±0.5 mm;T=6~10mm,取±1% T;④圆孔、圆柱、圆坑尺寸:直径≤10mm,取±0.5 mm;10<直径≤25mm,取±1 mm;25<直径≤100mm,取±1.5 mm;100mm≤直径,取±2.5 mm。
(2)对于有尺寸公差要求的尺寸,经济、可行的公差要求如下:①直线、孔距公差:每100mm,取±0.3 mm;②角度公差:±2°;③厚度公差:T=2~5mm的壁厚,取±0.25 mm;T=6~10mm,取±0.75% T;④圆孔、圆柱、圆坑尺寸:直径≤10mm,取±0.3 mm;10<直径≤25mm,取±0.75 mm;25<直径≤100mm,取±1 mm;100mm≤直径,取±2 mm。
(3)对于因装配尺寸链的需要,公差精度高于上述要求的尺寸,在生产过程中可以通过采用高精度的工装在二次加工中实现,但尺寸偏差不能小于公称尺寸的±0.15% (角度尺寸除外)。
6 结语
本文对于手糊玻璃钢产品的结构设计原则、典型设计结构、铺层工艺、设计精度控制等几方面进行了简单的介绍,涉及内容较多,旨在为手糊玻璃钢产品的设计及生产提供指导性建议,本文中的相关数据均来源于实际零件生产的经验总结,具有参考意义,以供各位同仁互相学习,共同进步。
参考文献:
[1]余先纯、孙德林. 胶黏剂与粘接技术基础. 化学工业出版社,202。。
[2]孙风胜.玻璃钢渔船建造工艺.科学出版社,2018.
[3]汪泽林.玻璃钢原材料手册.化学工业出版社,2015.
