烟支压实端切割位置偏移与卷烟燃吸质量的关系
2023-08-01杨妙蓉杨艳阳尹利忠奚槐芳
杨妙蓉,杨 洋,杨艳阳,李 晟,尹利忠,奚槐芳,张 清
(红塔烟草(集团)有限责任公司大理卷烟厂,云南 大理 671000)
目前卷烟机烟条卷制成型工艺中常用的劈刀盘规格有六槽劈刀盘、三槽劈刀盘,通常烟支引燃端(也称“压实端”)为深槽位置,烟条成型后深槽位置烟丝密度高于其他部分烟丝密度,当烟支压实端切割位置偏移较大时,必然造成卷烟机里排卷烟、外排卷烟压实端烟丝密度波动。本文针对烟支压实端切割位置偏移对卷制后卷烟吸阻指标波动、总通风率指标波动、感官质量评价的相关性进行研究;针对消费者抽吸卷烟时偶尔发生“卷烟燃烧锥掉落”的现象是否与卷烟压实端切割位置偏移的相关性进行测试与分析。探索在稳定卷烟机卷制过程不合格烟支剔除率同时,促进卷制过程卷烟燃吸质量得到改善的方法。李江[1]等、赵常彦[2]等对烟支压实端切割位置偏移与卷烟端部落丝量、卷烟含末率、空头剔除率的关系进行了研究,汪兵云[3]等对烟支重量、劈刀盘规格对烟支吸阻稳定性进行了研究,但对于卷烟压实端切割位置偏移与卷烟吸阻指标波动、总通风率指标波动、卷烟燃烧锥掉落倾向和卷烟感官质量的影响尚未见报道;同时本文将卷烟压实端切割位置偏移以AV6518烟支密度测量仪测试后里排、外排卷烟引燃端(深槽)烟丝密度占比差值替代分析的方法,可应用于生产过程中各卷烟机卷烟压实端切割位置偏移量的量化跟踪和监控。
1 材料与方法
1.1 材料与设备
烟丝原料采用A牌号同一批次烟丝,在同一机型同一机台PROTOS70卷烟机开展试验,试验过程卷烟机烟用材料、卷烟机机速状态保持一致。在探索卷烟压实端切割位置偏移对卷烟吸阻指标、总通风率指标波动是否有影响的试验中,保持了卷烟机劈刀盘规格的一致性(劈刀盘凹槽为六槽劈刀盘,三深三浅,槽弧长 22 mm),但为深入探索卷烟压实端切割位置偏移状态对卷烟燃烧锥掉落倾向的影响,在卷烟燃烧锥掉落倾向的试验中,保持了劈刀盘槽弧长 22 mm 不变的基础上,更换了6组深槽、浅槽不同尺寸搭配的劈刀盘规格。
W50重量分类天平;AV6518烟支密度与水分分布测量仪(后文简称“AV6518烟支密度仪”);卷烟燃烧锥掉落倾向测试装置;SODILINE综合测试台。
1.2 试验方法
1.2.1 物理指标测试烟支样品制备
保持机速一致,并在生产状态正常稳定情况下,参照孔胜[4]等对烟条成型过程烟支切刀与劈刀盘凹槽切割同步的调整,对卷烟压实端切割位置调整两种不同程度切割位置的偏移状态(偏移较大、偏移较小),每种偏移状态正常运行 60 min,分别记录卷烟机卷制过程不合格卷烟的剔除数据,两种偏移状态各取烟支样品约3000支。
利用W50重量分类天平,依次按A牌号卷烟卷制标准重量“880 mg/支”分选烟支各800支,两种偏移状态分选重量后试验样品依次标注为S1#、S2#,待重量分选结束后,分别按里排、外排的分类对样品进行再次分选,里排烟支记为“L”,外排烟支记为“W”,依次分别将S1#、S2#烟支样品分选为S1#-L、S1#-W、S2#-L、S2#-W作为卷烟物理指标检测和感官质量评价的待用样品。
1.2.2 卷烟燃烧锥掉落倾向测试烟支样品制备
依次更换6组劈刀盘规格,研究并确定卷烟经不同规格劈刀盘加工后,卷烟压实端切割位置偏移状态对卷烟燃烧锥掉落倾向是否有影响,故每更换一种劈刀盘规格后,对烟条成型过程烟支切刀与平准盘凹槽切割同步进行微调,形成不同程度切割位置的偏移状态。每种规格调整并运行正常后在测试卷烟机出口各取烟支约3000支。
利用W50重量分类天平,依次按A牌号卷烟卷制标准重量“880 mg/ 支”分选烟支各800支,按照6组劈刀盘试验顺序标注分选重量后烟支试验样品为Y1#、Y2#、Y3#、Y4#、Y5#、Y6#,待重量分选结束后,分别按里排、外排的分类对样品进行再次分选,即里排烟支记为“L”,外排烟支记为“W”,依次分别将Y1#、Y2#、Y3#、Y4#、Y5#、Y6#烟支样品分选为Y1#-L、Y1#-W、Y2#-L、Y2#-W、Y3#-L、Y3#-W、Y4#-L、Y4#-W、Y5#-L、Y5#-W、Y6#-L、Y6#-W,并与上次试验的生产样S1#-L、S1#-W、S2#-L、S2#-W作为检测样品,开展“卷烟燃烧锥掉落倾向测试”,验证不同规格劈刀盘卷制后卷烟的卷烟压实端切割位置偏移是否对卷烟燃烧锥掉落倾向有影响。
1.2.3 卷烟物理指标检测及偏差值的确定
按照GB/T22838.5-2009《卷烟和滤棒物理性能的测定 第5部分:卷烟吸阻和滤棒压降》[5]、GB/T22838.5-2009《卷烟和滤棒物理性能的测定 第15部分:卷烟通风的测定 定义和测量原理》[6]将制备好的样品S1#-L、S1#-W、S2#-L、S2#-W在SODILINE综合测试台上各测试4组,分别测试试样卷烟吸阻、卷烟总通风率,并计算每组试样里排、外排卷烟吸阻偏差、卷烟总通风率偏差,偏差以“里排卷烟(吸阻/总通风率)检测值-外排卷烟(吸阻/总通风)检测值”的差值来表示,若“里排卷烟吸阻/总通风率检测值”大于“外排卷烟吸阻/总通风率检测值”则差值为正,反之差值为负。
1.2.4 卷烟压实端切割位置偏移的检测
按照YC/T476-2013《烟支烟丝密度测定 微波法》[7]将制备好的样品S1#-L、S1#-W、S2#-L、S2#-W、Y1#-L、Y1#-W、Y2#-L、Y2#-W、Y3#-L、Y3#-W、Y4#-L、Y4#-W、Y5#-L、Y5#-W、Y6#-L、Y6#-W在AV6518烟支密度测量仪各测试4组,由于AV6518烟支密度测量仪从烟支引燃端 0 mm 开始测量,PROTOS70测试卷烟机使用的劈刀盘规格为六槽劈刀盘(三深三浅),弧长均为 22 mm ,测试后0-10 mm 烟支烟丝密度数据就是卷烟压实端烟丝密度,也就是劈刀盘深槽“槽弧长 22 mm/2”长度内烟丝密度,即通过对里排、外排卷烟前端0-10 mm 烟丝密度占比差值的计算,就可以直观且量化得到“卷烟压实端切割位置偏移”的大、小状态,即以“里排烟支前端 10 mm 烟丝密度占比-外排烟支前端 10 mm 烟丝密度占比”的差值可定量表示“卷烟压实端切割位置偏差”,若“里排烟支前端 10 mm 烟丝密度占比”大于“外排烟支前端 10 mm 烟丝密度占比”则差值为正,反之差值为负。
1.2.5 卷烟燃烧锥掉落倾向测试与偏差值确定
按照YC/T 558-2018《卷烟燃烧锥落头倾向的测试》[8]推荐的敲击测试方法在备好的S1#-L、S1#-W、S2#-L、S2#-W、Y1#-L、Y1#-W、Y2#-L、Y2#-W、Y3#-L、Y3#-W、Y4#-L、Y4#-W、Y5#-L、Y5#-W、Y6#-L、Y6#-W样品中各随机抽取40支开展卷烟燃烧锥掉落倾向的测试工作,其中以“里排卷烟燃烧锥掉落倾向-外排卷烟燃烧锥掉落倾向”所得的差值表示为“里、外排卷烟燃烧锥掉落倾向偏差”,偏差值若为“正值”则表示“里排卷烟燃烧锥掉落倾向”高于“外排卷烟燃烧锥掉落倾向”,反之为“负值”。
1.2.6 感官质量评价
为评价“卷烟压实端切割位置偏移”的大、小对卷烟感官质量的波动影响,依据YC/T415-2011《烟草在制品 感官评价方法》[9],组织7名具有相应资质的感官质量评委采用对比评吸法对“卷烟压实端切割位置偏移”的大、小两种状态样品进行感官质量评价。因“卷烟压实端切割位置偏移”感官质量评价样品需排除不同劈刀盘规格对感官质量的评价影响,故仅将S1#-L、S1#-W、S2#-L、S2#-W作为“卷烟压实端切割位置偏移”的感官质量评价样品。
1.2.7 过程不合格卷烟剔除
试验过程卷烟机在“卷烟压实端切割位置偏移”的大、小两种状态下正常运行时间各控制在 60 min,各在线检测装置剔除灵敏度均保持一致,记录“卷烟压实端切割位置偏移”的大、小两种状态下卷烟机空头率、卷烟机废烟支剔除率、卷烟机漏气率、包装机空头率。
2 结果与讨论
2.1 卷烟压实端切割位置偏移对卷烟吸阻、总通风率指标的影响
烟支物理指标检测结果见表1。
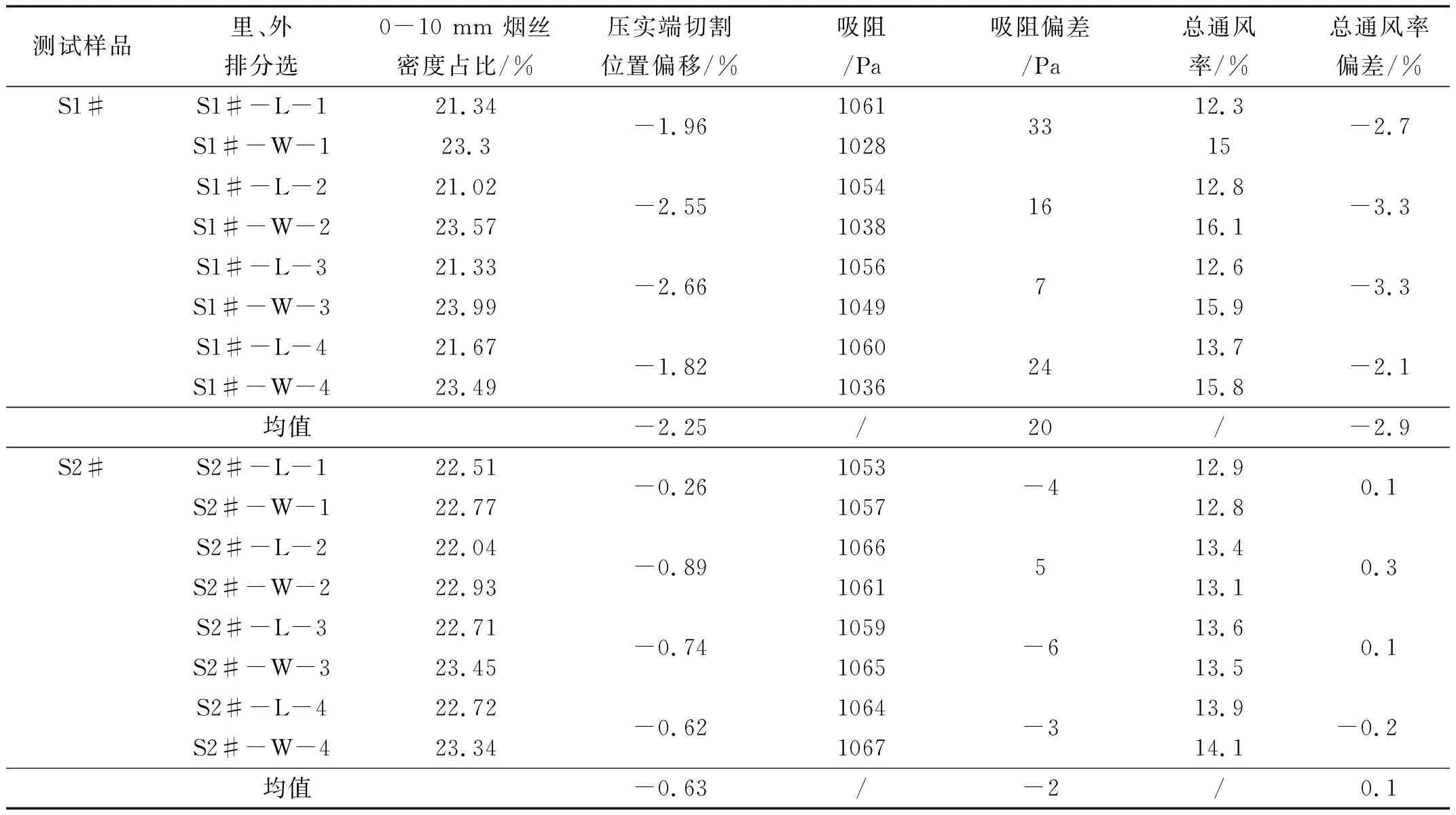
表1 烟支物理指标检测结果
从“表1”看:
1)“S1”试样的“卷烟压实端切割位置偏移”均值为-2.25,表明“S1”试样“里排烟支前端 10 mm 烟丝密度占比”明显小于“外排烟支前端 10 mm 烟丝密度占比”,即“S1”试样的“卷烟压实端切割位置偏移”较大;
2)“S2”试样的“卷烟压实端切割位置偏移”均值为-0.63,表明“S2”试样“里排烟支前端 10 mm 烟丝密度占比”略少于“外排烟支前端 10 mm 烟丝密度占比”,即“S2”试样的“卷烟压实端切割位置偏移”较小。
那么“S1试样卷烟压实端切割位置偏移-2.25”与“S2试样卷烟压实端切割位置偏移-0.63”两状态对卷烟吸阻指标波动、总通风率指标波动、卷烟燃烧锥掉落倾向和感官质量等是否有影响呢?应用“MINITAB-基本统计-双样本T”统计分析方法对“S1” 试样、“S2” 试样的吸阻偏差值、总通风率偏差值分别开展吸阻因子、总通风率因子的“均值双样本T检验”,探索不同卷烟压实端切割位置偏移状态对卷烟吸阻偏差、总通风率偏差是否有明显影响。
2.1.1 吸阻因子“均值双样本T检验”分析
分析结果:“S1”试样、“S2”试样两组吸阻偏差数据服从正态分布且方差相等。结果中P=0.011<0.05,所以拒绝原假设,接受备择假设,说明卷烟压实端切割位置两种偏移状态下卷烟吸阻偏差有显著差异。也就是说,“S1试样卷烟压实端切割位置偏移-2.25”与“S2试样卷烟压实端切割位置偏移-0.63”两种偏移状态下卷烟吸阻指标波动有显著差异,试验结果显示“S1试样”的卷烟吸阻波动明显大于“S2试样”,实验结果见图1。

图1 卷烟压实端切割位置不同偏移状态对卷烟吸阻和总通风率的波动影响
2.1.2 总通风率因子“均值双样本T检验”分析
分析结果:“S1”试样、“S2”试样两组总通风率偏差数据服从正态分布且方差相等。结果中P=0.000<0.05,所以拒绝原假设,接受备择假设,说明在卷烟压实端切割位置两种偏移状态下总通风率偏差有显著差异。也就是说,“S1试样卷烟压实端切割位置偏移-2.25”与“S2试样卷烟压实端切割位置偏移-0.63”两种偏移状态下烟支总通风率指标波动有显著差异,试验结果显示“S1试样”的卷烟总通风率波动明显大于“S2试样”。
2.2 卷烟压实端切割位置偏移对感官质量的影响
卷烟感官质量评价见表2。

表2 卷烟压实端切割位置偏移与卷烟感官质量评价
综合7名感官质量评委意见:“S2试样卷烟压实端切割位置偏移-0.63”的样品S2#-L-1、S2#-W-1卷烟的整体抽吸轻松顺畅、均衡性较佳、香气透发性较好、烟气谐调性、一致性较好,即“S2试样卷烟压实端切割位置偏移-0.63”卷烟样品感官质量评价优于“S1试样卷烟压实端切割位置偏移-2.25”卷烟样品S1#-L-1、S1#-W-1。
2.3 卷烟压实端切割位置偏移对不合格卷烟剔除影响
卷烟压实端切割位置偏移与不合格卷烟剔除记录见表3。

表3 卷烟压实端切割位置偏移与不合格卷烟剔除记录
PROTOS70测试卷烟机在“卷烟压实端切割位置偏移”的大、小两种状态下各运行 60 min 内,分别记录两种状态下卷烟机空头烟支剔除率、卷烟机废烟支剔除率、漏气率和包装机空头烟支剔除率数据,“S2试样卷烟压实端切割位置偏移-0.63”较“S1试样卷烟压实端切割位置偏移-2.25”的剔除率数据均有下降趋势。
2.4 卷烟压实端切割位置偏移对卷烟燃烧锥掉落倾向的影响
卷烟压实端切割位置偏移与卷烟燃烧锥掉落倾向见表4。
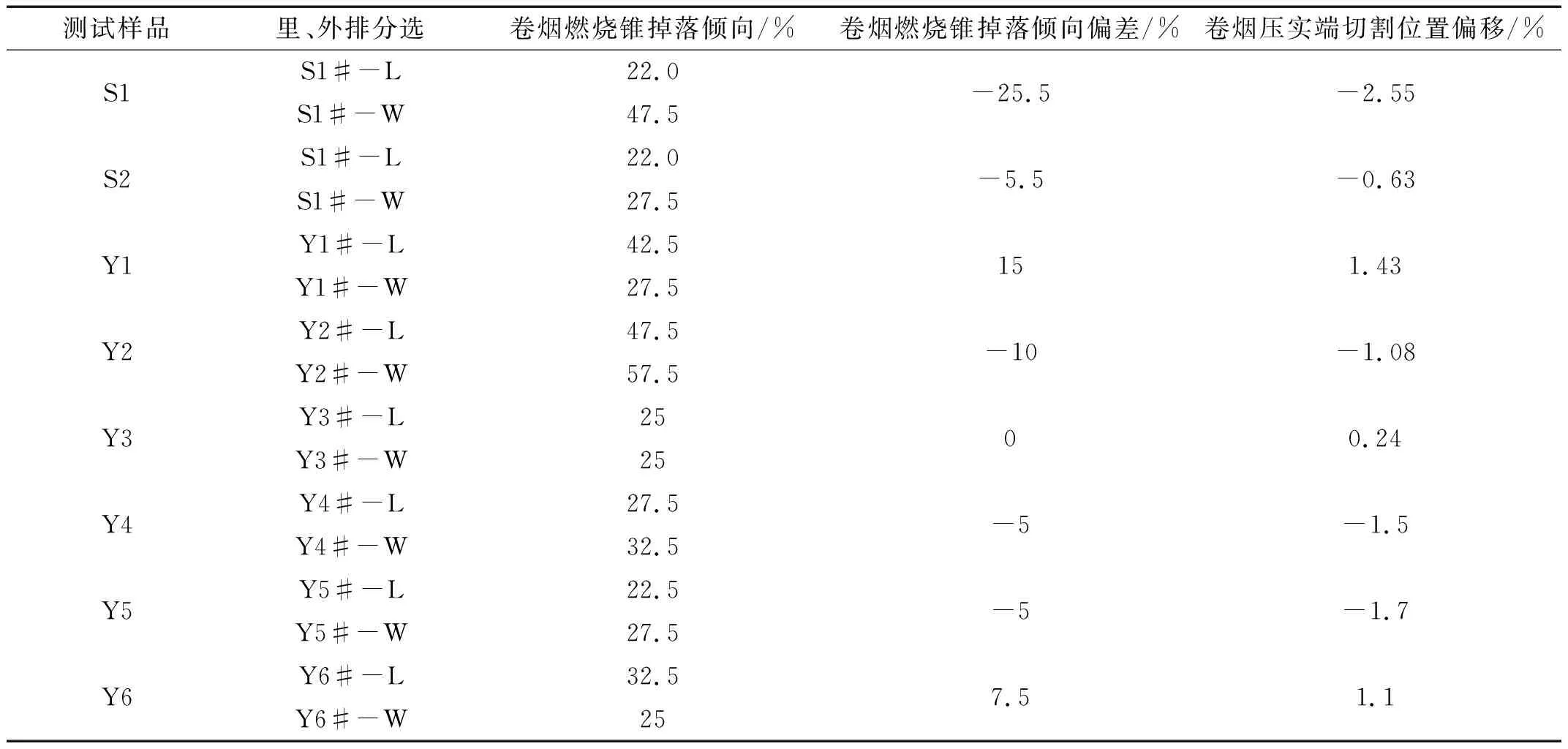
表4 卷烟压实端切割位置偏移与卷烟燃烧锥掉落倾向
对“卷烟燃烧锥掉落倾向偏差”和“卷烟压实端切割位置偏移”应用“拟合线图”进行相关性分析(见图2):

图2 “卷烟燃烧锥掉落倾向偏差”和“卷烟压实端切割位置偏移”拟合线图
1)方差分析,回归P=0.001<0.05,说明模型是显著的;
2)拟合线图R-Sq与R-Sq(调整)二者相近,S值较小,说明模型可行。且R-Sq(调整)为81.7%,说明卷烟燃烧锥掉落倾向偏差与烟支压实端切割位置移有较强正相关性。
即生产过程中控制好卷烟压实端切割位置偏移将有利于减少和稳定“卷烟燃烧锥掉落倾向”,有利于减少消费者抽吸过程中由于烟支发生“卷烟燃烧锥掉落”而引起的不满,提高消费者卷烟燃吸性体验性质量。
3 结论
可通过卷烟烟丝密度的检测对常规卷烟机里排、外排烟支深槽(引燃端)烟丝密度占比差值的量化来分析判断卷烟压实端切割位置偏移程度,对生产过程中各机台成品卷烟压实端切割位置偏移状态进行量化跟踪,监控并减小卷烟卷制过程中烟支压实端切割位置的偏移量,达到降低卷烟吸阻指标、总通风率指标的波动,减少卷制生产过程不合格烟支剔除量,促进卷烟产品感官质量的稳定;同时卷烟压实端切割位置偏移量的减小可进一步稳定和降低“卷烟燃烧锥掉落倾向”,减少消费者由于抽吸卷烟时发生“卷烟燃烧锥掉落”而引起的不满现象,促进卷烟燃吸质量的稳定和提升。
