非对称斜拉桥钢箱梁制造线形施工控制技术研究
2023-07-28张思富
张思富
(中铁建大桥工程局集团靖江重工有限公司,江苏 靖江)
1 工程概述
李家沱长江复线桥为重庆轨道交通18 号线的控制性工程,是国内首座公轨同层非对称布置的大跨度钢箱梁斜拉桥。主桥采用三跨不对称斜拉桥,跨径布置为219.47(北跨)+454(中跨)+313.5(南跨)=986.97 m。全桥梁段划分为94 个制造安装梁段,梁段接口之间除顶板U 型肋采用栓接外,其余部位均为全焊连接。钢箱梁主体结构材质采用Q345qD、Q420qD 钢,工程量约2.3 万吨。钢箱梁标准横断面如图1。

图1 钢箱梁标准横断面
2 制造线形的控制方法
2.1 概述
李家沱长江复线桥共94 个制造安装梁段,采用工厂分节段加工制造后按单节段整体运抵现场吊装。厂内制造线形控制的好坏直接影响安装设计线形,同时使桥梁的受力状态改变,降低桥梁承载力,影响工程质量,因此厂内的加工制造线形控制尤为重要。
钢箱梁分节段加工制造线形控制就是根据监控提供的制造线形,通过模拟各个施工工况及考虑成桥曲线来精确计算出制造应施加的预拱度,从而计算胎架线形参数及钢箱梁纵向构件的下料参数。同时在钢箱梁制造施工中严格按照批准的工艺文件施工,制造完成后的钢箱梁理论上就能达到理想的制造几何线形。
主梁制造线形是指钢箱梁段在拼装场地胎架上无应力状态下的线形,制造线形的控制主要表现形式为相邻梁段间转角、梁段间接缝宽度及制造标高的控制。
2.2 转角控制
钢箱梁桥位安装线形通过梁段之间的转角控制时,可以通过调节顶底板的焊缝宽度来实现,但是可调节量有限。本项目制造线形采用在保证环口间隙均匀一致的前提下,通过各节段顶板、底板、腹板长度的不同形成转角实现纵向制造线形。
根据梁的受力假定梁轴线在受力时既不伸长也不缩短,长度保持不变,故以梁轴线中心处为基准点计算线形控制参数是准确的。但是实际施工中由于受到场地、器材、视线等不良因素的制约,梁轴线的位置较难控制,所以施工过程中以底板中心上缘为控制点进行控制。
以底板为控制点时,配切示意如图2 所示。可以看出,如以底板控制点,梁轴线处梁长会比设计梁长增加Δ=Δt+Δa =X·tanαt+X·tanαa,其中,X 为梁轴线到底板的距离,αt 为塔侧与前一梁段之间夹角的一半,αa 为岸侧或江岸与后一梁段之间夹角的一半。

图2 梁轴线节段拼装示意
钢箱梁总拼采用“以折代曲”的方式进行,故两个小节段之间会产生如图3 所示的喇叭口间隙,故可根据几何关系计算顶板的修正量,根据角平分原则补偿,两边节段各补偿一半,可得出真实的顶板下料长度。
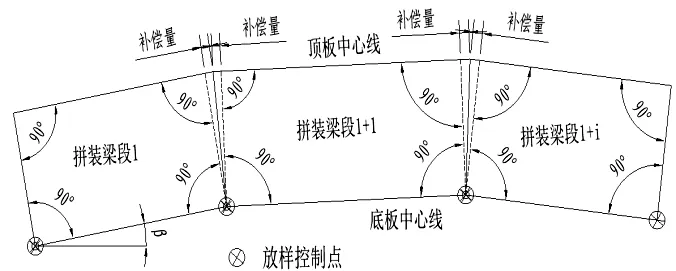
图3 节段拼装示意
钢箱梁纵向预拱度保证环口间隙一致的情况下,通过各节段顶底板配切长度的不同实现纵向预拱度,保证全桥的纵向线形。在钢箱梁节段制作时,将梁段之间的夹角全部放在一端,即塔侧,塔下段在两端。悬臂前端接缝面保持与节段轴线垂直,与前一梁段的焊接接缝面倾斜一定角度以适应主梁坡度。即边跨梁段在岸侧,中跨梁段在江侧,TA 梁段在两端。
2.3 横向预拱度
钢箱梁桥面横坡设计为2%,为满足钢箱梁横坡坡度在规范规定的允许偏差内,制造工艺需要预设横向预拱度。结合钢箱梁结构特点及板单元划分(横向顶板单元13 块、底板单元13 块),钢箱梁横向预拱度参数设置:以中间底板单元与相邻底板单元交点为旋转点钢箱梁整体旋转,吊耳板与顶板的交点向下18 mm、外斜5 mm;锚点向外倾斜6 mm;底板平斜交点向下15 mm。
2.4 拼装胎架
李家沱钢箱梁总拼装分为6 个轮次进行,最长拼装轮次长度196 m。根据钢箱梁整体总拼以胎架为外胎,横隔板为内胎的工艺原则,横向沿箱梁横断面外轮廓设置水平横梁、斜撑,结合底板结构形式在水平横梁、斜撑上按一定间距布置牙板;水平横梁、斜撑下部按一定间距设置立柱支撑,对应立柱位置设置主纵梁;箱梁斜底板位置斜撑与竖支撑、角撑形成框架结构。为了保证钢箱梁底板因刚度不足而产生局部变形,所有的支撑横梁必须布置在钢箱梁的横隔板位置,横隔板与板单元端头距离超过800 mm 的端口处增设支撑横梁。
胎架基础必须具有足够的承载力,确保在使用过程中不发生沉降。胎架还要有足够的刚度,避免在使用过程中出现变形。采用通用有限元软件midas civil建模分析,模拟施工状态下,对总拼胎架进行了受力分析计算,确保总拼胎架受力及变形均满足施工要求。施工中每轮次总拼结束,下一轮次总拼开始前,对胎架顶面标高及沉降值进行量测。
横梁上的支撑牙板除了起到支撑作用外,还起到通过控制牙板的高度调整线形的作用。
胎架纵向各点标高按桥梁合拢时的线形设计,牙板采用上下两块搭接的形式,便于牙板标高的调整和控制。
2.5 测量控制网
钢箱梁的线形控制包括纵向和横向,为了有效的控制这两个项点,在总拼胎架的四周要布置合理的测量控制网,包括高程控制测量网和直线度控制测量网。高程控制网是用水平仪进行测量监控,直线度和横向尺寸是用经纬仪进行测量控制的。G1~G10 为高程测量控制网,Z1~Z3 为直线度和钢箱梁横向尺寸的控制网,是由设置在胎架端头地面上的地样和返到对应位置的标志塔上的标记构成的。
2.6 施工过程中梁段的坡口间隙及标高的控制
梁段间接缝宽度必须严格控制,过大的焊接间隙会增大焊接收缩量;而间隙过小,则容易造成焊缝熔不透。为此采用间隙定位工艺板,确保间隙尺寸控制在6 mm,其允许偏差范围为-2~+6 mm。
钢箱梁总拼过程中制造标高是一个相对概念,制造标高差表示各梁段断面上相同位置处的高程。由于本桥采用梁段整体组焊和预拼装并行完成的工艺方案,其相邻接口的变形趋势是相同的,端口偏差较小。因此梁段间端口连接应重点检查中腹板、外腹板及桥中心线处梁高。
3 钢箱梁的整体拼装
在钢箱梁整体组装胎架上,按照架梁顺序,采用多节段连续匹配组装、焊接和预拼装同时完成的方法。钢箱梁总拼组装时以胎架为外胎、横隔板为内胎,重点控制桥梁的线型、钢箱梁几何形状和尺寸精度、相邻钢箱梁接口匹配等。钢箱梁制作按照“底板、斜底板→边横隔板→两侧中腹板→中隔板→外腹板→中顶板单元、风嘴块体→两侧顶板单元”的顺序进行逐段匹配组装、焊接,按照立体阶梯式推进。
钢箱梁连续匹配,重点控制钢箱梁尺寸、相邻吊点纵距、钢箱梁中心线错位、纵肋直线度、桥面高低差、预拼钢箱梁总长及旁弯等,检查合格后,根据技术部给定的钢箱梁长度及坡口尺寸、间隙,同时配切顶底板的坡口。两相邻钢箱梁匹配前将底板与胎架连接的码板全部解开(中心底板除外),在无约束状态下进行匹配对接。
4 制造数据统计及分析
4.1 主要项点数据统计
胎架纵向各点标高按桥监控线形设计,胎架线型均通过调整牙板高差来实现。节段单元及总拼制造几何精度等主要项点检测结果统计见表1、表2。
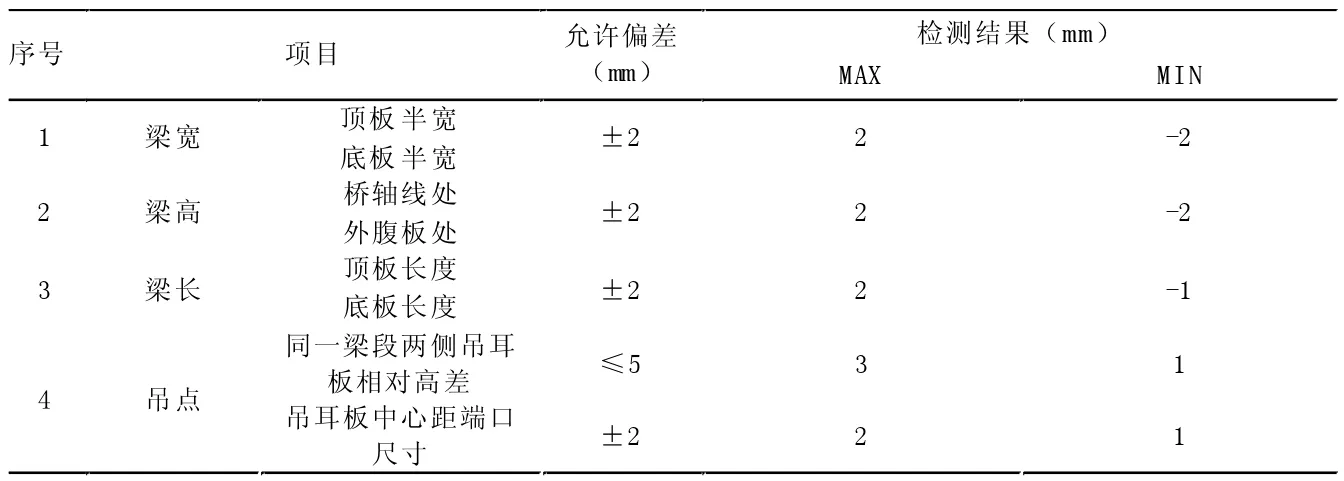
表1 梁段制造尺寸检查数据统计
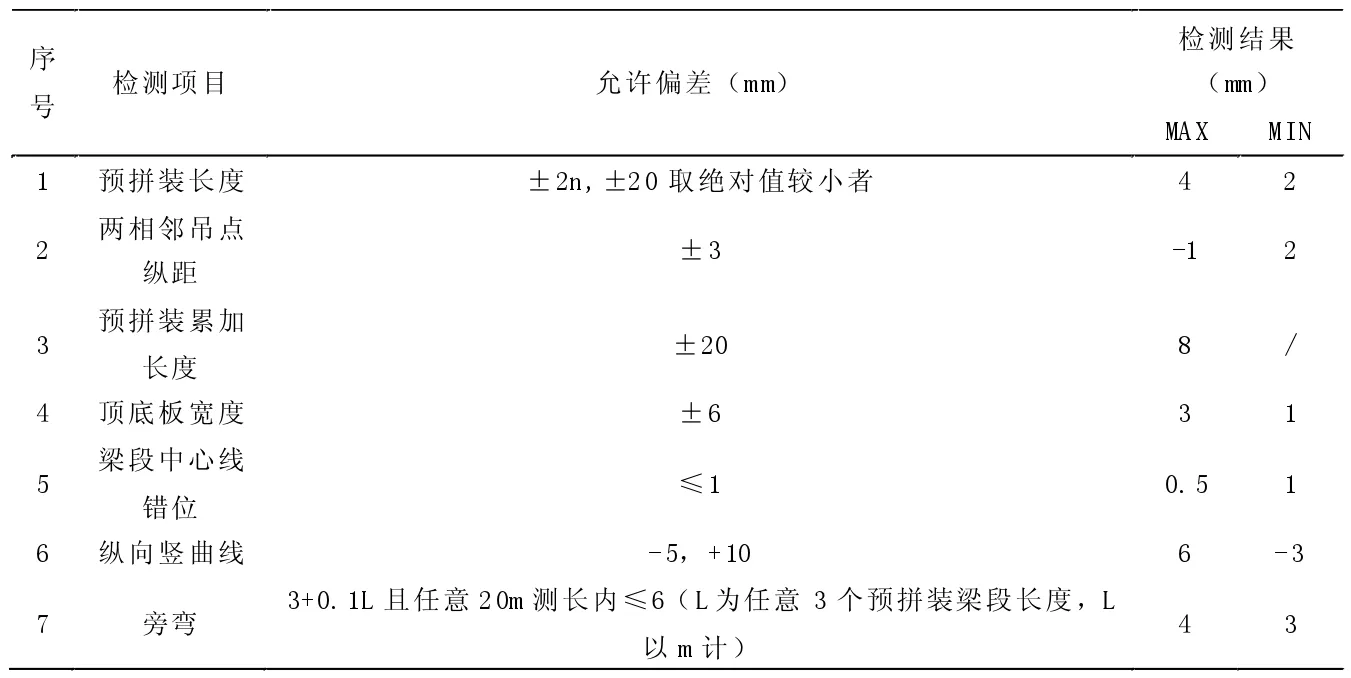
表2 节段总拼质量检查数据统计
4.2 主要项点测量数据分析
通过对钢箱梁总拼过程的实际量测数据分析,钢箱梁的半宽、标高、横坡、吊点纵距等主要项点的技术指标均达到或优于设计要求。
(1)钢箱梁吊点(外腹板)半宽理论数值为14 600 mm,允许偏差为±2 mm,共计测量了376 个半宽数据,测量位置在各梁段两端横隔板处,测量偏差主要集中在-2 mm、1 mm、0 mm 三个公差上,最大实测偏差为2 mm。
(2)对各梁段两端口对应的桥轴线、中腹板、外腹板的高程进行测量,共测量940 个高程数据,测量偏差主要集中在-1 mm、0 mm、1 mm 三个公差上,最大实测偏差为2 mm。
(3)对各梁段顶底板的长度进行测量,共测量了940 个高程数据,顶底板分别计测量了188 个长度数据,测量位置在各梁段外腹板处,测量偏差主要集中在2 mm、1 mm、-1 mm 三个公差上,最大实测偏差为2 mm。
(4)对各梁段吊点标高进行测量,共测量了160个高程数据,测量偏差主要集中在3 mm、2 mm、1 mm 三个公差上,最大实测偏差为3 mm。
(5)在每轮次对相邻梁段之间的吊点纵距进行测量,两相邻吊点纵向长度测量偏差及吊点距各两端口的长度测量偏差主要集中在2 mm、1 mm、0 mm 三个公差上,最大实测偏差为2 mm。
结束语
针对大跨径的桥梁如何控制好钢箱梁的拼装制造线形和整体几何尺寸,使钢箱梁在架设后的实际线形与设计的桥梁线形偏差最小,减小因制造偏差而产生的安装应力,提高大桥的安全系数,是大跨度钢箱梁制造的关键。
合理的施工工法对提高产品质量、加快生产进度具有十分重要的作用,通过本人在钢箱梁制造和拼装中施工工艺经验的总结,对非对称斜拉桥钢箱梁制造过程中制造线形的控制工法进行介绍,使先进的工艺以及控制手段得到更加广泛的应用。
