一体式长径喷嘴节流装置设计与制造的探讨
2023-07-10李宏华
李宏华
(中核霞浦核电有限公司,福建 霞浦 355100)
随着科学技术和生产的发展,为满足安全性、经济性的要求,相关系统对流量检测的要求越来越高。首先是工况参数高,流量测量装置需要适应高温高压、低温低压等不同工况,其中火电系统的运行参数甚至高达600 ℃、24 MPa,对流量测量装置有着严苛的要求;其次是介质种类多样,介质有除盐水、蒸汽、循环水、酸碱液、废水等,分别具备高低黏度、强弱腐蚀性等特性,节流装置需要适应不同介质的要求;再次是检测范围大,随着系统参数的提高,节流装置检测范围也相应增大。本文介绍了节流装置的原理、选型、优化、制造阶段存在的问题和解决方式。
1 节流装置简介
1.1 节流装置类型
节流装置可分为标准型和非标准型两大类。所谓标准型是指按照标准文件进行设计、制造、安装和使用,制造完成后具备可靠的精度,无需实流标定即可确定输出信号与介质流量的关系,并可对照标准估算其测量误差的节流装置。目前国内各节流装置厂家基本是根据ISO 5167-1:2003、GBT 2624.3—2006等标准执行,标准节流装置具有标准化、使用寿命长和适用性广等优势。
1.2 节流装置原理
如图1所示介质在管道内流动的过程中,流经管道内的节流装置时,节流装置收缩段将迫使介质流束沿着流动方向在喉部形成缩径状态,从而使介质在通过节流装置后呈现出流速增大、静水压力相对降低的现象,这种现象将会使节流装置上游和下游之间产生压降(压差)。并且,介质的相对流量越大,节流装置上下游所产生的压差也会越大。因此,通过测量节流测量装置前后的差压,经过计算可以得出流经节流装置流体的流量大小。

图1 节流装置流体变化示意图Fig.1 The schematic of fluid change in the throttle device
示范快堆蒸汽发生器模块水侧出口流量采用的即为喷嘴节流装置,介质流经喷嘴时,在喷嘴收缩段形成局部收缩,使流速加快,静压力降低,通过配套差压变送器对喷嘴前后压降进行测量,从而测得出口的给水流量。

其中:
C——流出系数;
ε——膨胀系数;
ρ——密度;
d——节流件直径;
β——直径比(开孔比);
ΔP——差压。
2 节流装置结构与选型
2.1 节流装置结构
标准节流装置主要由三部分组成,分别是节流部件、取压部件和直管段。目前国际上通用的标准节流件主要有以下三种:标准孔板、喷嘴、文丘里管,其中标准孔板按照取压方式的不同又可分为同角取压、D-D/2取压和法兰取压三种,喷嘴可分为ISA 1932喷嘴和长径喷嘴两种,文丘里管可分为文丘里喷嘴和经典文丘里管两种。
2.2 节流装置选型
基于测量的准确度、压力损失的大小、直管段长度、安装便捷性等方面的考虑,标准节流装置的选取原则可以归纳为以下几点。
1)由于孔板前后都有大旋涡,这些旋涡的行程、运动和分裂,伴随着摩擦力做工,从而产生较大的能量损失,因此孔板的压力损失必然增大,文丘里和喷嘴的压力损失值要小得多。对于压力损失要求较高的系统,可优先选择喷嘴或文丘里管。
2)在相同的流量和差压条件下,喷嘴的直径比相较孔板要小,在这种情况下,喷嘴拥有较高的测量精度,而且喷嘴需要的直管段长度相较孔板也较短一些。
3)在加工制造和安装方面,孔板最为简单,喷嘴次之,文丘里管最为复杂。
4)在选型时,需要考虑对应参数条件下,成本核算。该喷嘴节流装置系统压力为14 MPa,根据《ANSI b16.36—2015孔板法兰》需要使用2 500LB 20.32 cm的法兰,该法兰厚度已达12.7 cm,同时也需要配套对应压力等级的紧固件和垫片,其费用不菲,且增加直管段与对应法兰的焊接、法兰在这么高压力下的密封均是问题,故选用长径喷嘴更合适。
5)需要特别说明的是,长径喷嘴用于石油化工、电力等行业,比较适用于高温高压工况,如化工厂工艺管道、电厂主蒸汽、主给水等,长径喷嘴节流装置具有高精度、高量程范围、压损小、寿命长等优点。
综合考虑,示范快堆蒸汽发生器水侧出口蒸汽流量设计上宜选用长径喷嘴。依据《GB/T 2624.3—2006 用安装在圆形截面管道中的差压装置测量满管流体流量 第3部分:喷嘴和文丘里喷嘴》5.2长径喷嘴部分,0.25≤β≤0.8应采用高比值喷嘴,如图2(a)所示,0.20≤β≤0.5采用低比值喷嘴如图2(b)所示,根据节流装置计算书,长径喷嘴设计β值为0.72,故应采用高比值长径喷嘴。
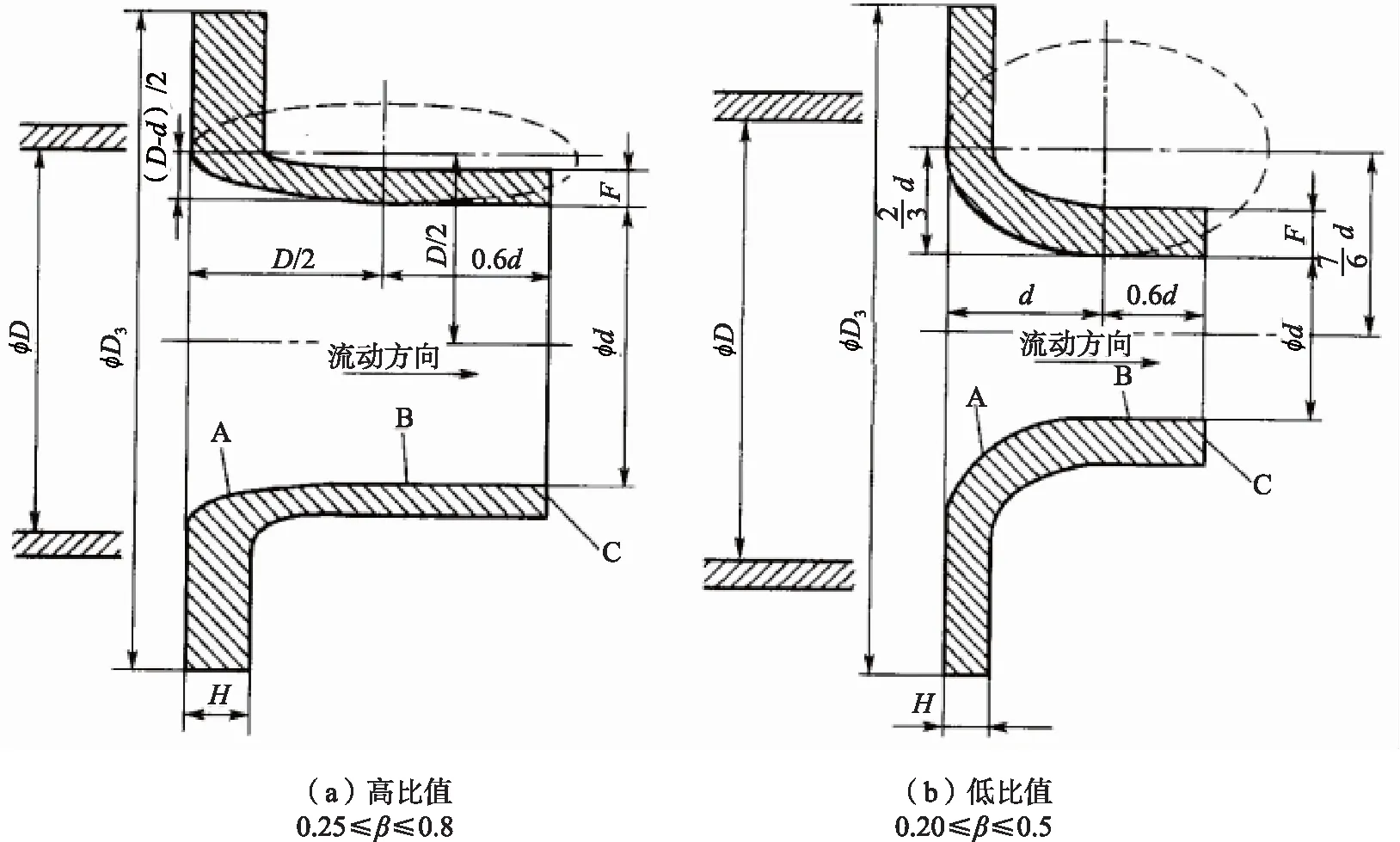
图2 高低比值长径喷嘴结构图Fig.2 The structure of the long-radius nozzle throttle device
2.3 节流装置取压

图3 长径喷嘴节流装置结构Fig.3 The structure of the standard nozzle throttle device1—直管段;2—取压孔;3—取压管座;4—销钉;5—长径喷嘴
3 示范快堆节流装置的特点
3.1 材料特性
管道承受的作用力主要包括:管道内介质压力作用、管道自身重量、管道内流体重量等,这些因素的变化均会引起附加荷重。管壁温度与介质温度相近,即管道是在产生蠕变的条件下工作的。此外,在启停堆和调峰的工况下,管道还要额外承受负荷变化带来的周期性的载荷和热应力作用,故管道用钢要满足蠕变强度、持久强度的要求。
P91钢是一种改进型马氏体耐热钢,该材料具有良好的高温热强性和抗氧化性能。根据《管道系统用P91无缝钢管技术条件》和DL/T 940—2005要求,利用等温线外推法,计算500 ℃下10万h的持久强度。该节流装置用P91钢管需要做高温持久强度试验,以1万h的高温持久强度作为强度设计的主要依据。
核电行业相较于火电行业,系统参数较低,火电机组的设计压力可达24 MPa,蒸汽温度可达560 ℃,而压水堆则远低于该参数。在原电力部电力规划设计总院提出“关于我国火电厂主蒸汽管道采用P91钢的建议”后,P91材质已经较为广泛的应用于亚临界、超临界、超超临界火电机组主蒸汽管道,经过近三十年的运行和检修经历表明,P91钢是一种成熟、稳定、性能良好的主蒸汽管道、主给水管道用钢。示范快堆蒸汽发生器模块水侧出口流量的节流装置采用P91钢,为国内核电厂的首次应用,相比于核电厂较常用的WB36CN1、A106B碳钢、P280GH钢管,P91钢更适用于高温高压工况。不同钢材成分与性能见表1,P91钢管力学性能见表2。
明前茶的味道其实很寡淡。茶叶在沸水浇灌的瞬间向四周旋开,跌跌撞撞地挤满透明的玻璃杯,叶片翠嫩,上下弹跳,像一场青黄不接的爱情。
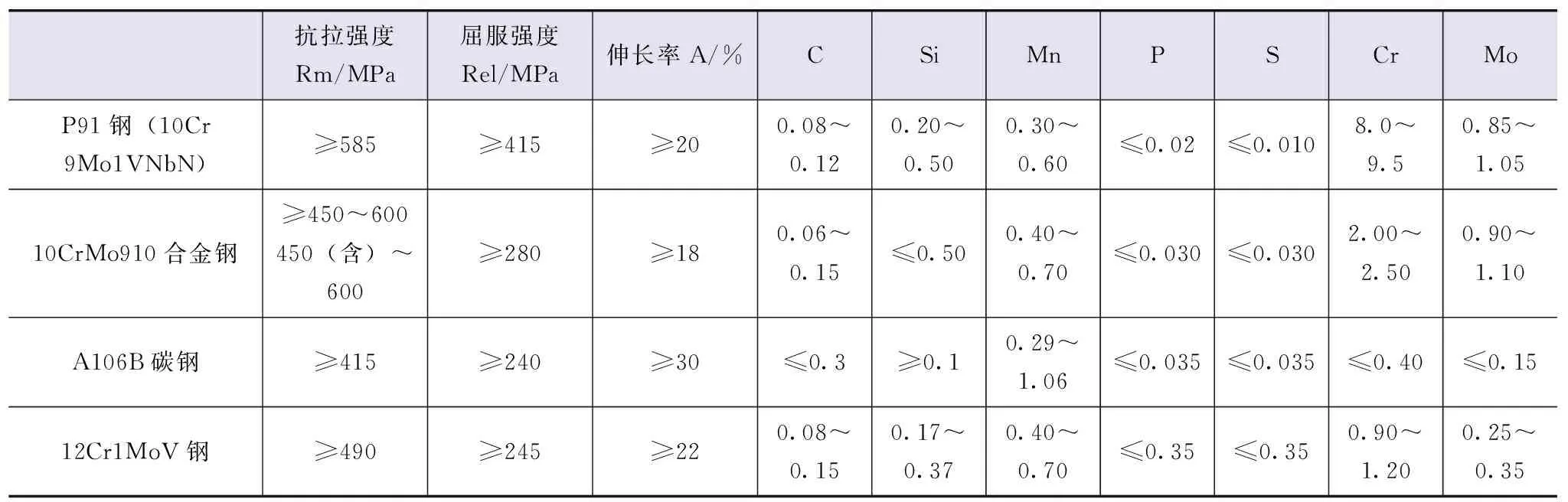
表1 不同钢材成分与性能Table 1 Composition and properties of different steel materials

表2 快堆P91钢管力学性能Table 2 Mechanical properties of P91 steel pipe forthe fast reactor

表3 D级使用限制下长径喷嘴最大主应力和各限制级下长径喷嘴应力结果及评定Table 3 Results and evaluation of the maximum principal stress of the long-radius nozzle, and the stress of the long-radius nozzle under each limit stage
3.2 设计优化
常规的喷嘴节流装置一般为三段管段拼接而成,前后为直管段,中间用于安装喷嘴,因为中间管段长度较短,便于制造厂进行机加工和焊接。但是中间管段固定喷嘴用的固定挡块需要塞入管道然后与管道内壁焊接(角焊缝),由于焊接位置深入在管道内壁,角焊缝只可以做渗透检测(PT)和焊接质量检测,而无法进行射线检验(RT),焊缝质量无法保证。
示范快堆蒸汽发生器水侧出口流量喷嘴节流装置在实践过程中按照提高安全性、经济性的原则,采用一体化设计,将节流装置直管段设计为整根锻件,而不用常规拼接的方式,从而减少前后直管段与中间管段之间的两条环焊缝和法兰锻件。通过加工厚壁管,在直管段内部车出凸环,使固定挡块(插销)与管道为一体结构,挡块(插销)在管道外部进行堆焊,保证了长径喷嘴整体的结构强度。增加了接管座,预留了承插口与现场仪表管焊接。接管座使用与P91钢管道相匹配的F91锻件材料制造,由于喷嘴设备测量介质为高温高压蒸汽,在P91钢管道上直接开沉孔与仪表管(壁厚较薄)承插焊接风险较大,采用焊接接管座过渡。根据有限元计算,在考虑自重、内压、地震载荷和接管载荷作用下,该D-D/2径距取压长径喷嘴在所承受载荷条件下,管道、长径喷嘴均能满足ASME规范的相关强度要求,如图4所示。

图4 长径喷嘴节流装置结构Fig.4 The structure of the long-radius nozzle throttle device
3.3 加工过程与难点
示范快堆蒸汽发生器水侧出口流量所用喷嘴节流装置整体管段设计总长为3 000 mm,实际加工时考虑到后续标定水压用法兰焊接与切除、现场工艺管道实际尺寸与图纸偏差所需余量,喷嘴节流装置整体加工长度约3 100 mm。钢管毛坯横截面尺寸为φ219.1 mm×27 mm,相较与设计的φ219.1 mm×22.23 mm,管道壁厚余量大,故该节流装置整体加工量较大,管坯尺寸如图5所示。
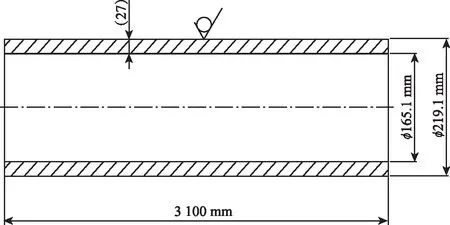
图5 管坯尺寸Fig.5 The size of tube billet
该节流装置结构上需要加工喷嘴部件在管道内固定用的内环(详见图3),在该节流装置制造过程中发现有两个问题,一是加工效率低,因为P91钢硬度较高,制造厂在使用普通机床进行车削加工时,铁削较难断裂排出,车刀的切削量较少,导致加工效率低。二是加工风险大,该喷嘴节流装置直管段为整根锻件,原设计工序为整根锻件利用普通机床内膛成型,因锻件自锻造厂出厂时内孔较小,在该设计工序下,车刀深入管道所用的工装导杆直径受限,工装导杆直径不足导致其强度不足。刀具径向切削力是总切削力在径向的分力,是影响工件加工质量的主要分力,刀具震动量过大将导致锻件加工过程中出现过切,严重时将损坏锻件、刀具,造成加工锻件表面出现不可逆的损伤。在该锻件机械加工过程中,随着车床转速的上升,刀具所承受的径向切削力逐渐增大,受工装导杆强度不足的影响,刀具径向切削力加剧其径向跳动,工装导杆及刀具出现振动量过大的情况,考虑到继续按照该工序进行加工,锻件有受损的可能,同时,因喷嘴需要深入管道(约2 100 mm)安装,喷嘴的外径与管道内径需严格按照公差制造,加工误差可能会引起喷嘴无法装入。
后续在实践中,通过优化加工工艺,采用推膛与精车相结合的方式解决该问题。新工序主要分为三步,第一步为管坯粗加工,对管坯进行前后推膛,通过膛推的方式以最快速度完成粗车,内管直径加工至173.5 mm,前后管内深度分别为2 150.0 mm和910.0 mm,在内部形成一个φ165.1 mm×40 mm的环状部位,至此完成粗加工工序,如图6所示。

图6 粗加工后管坯尺寸Fig.6 Dimension ofthe tube billet after roughing
第二步为管坯内径二次加工,使用磨床对已经加工至φ173.5 mm的管道坯进行再次加工,将其前后内径打磨至φ174.64 mm,内部环状部分保持不变,如图7所示。
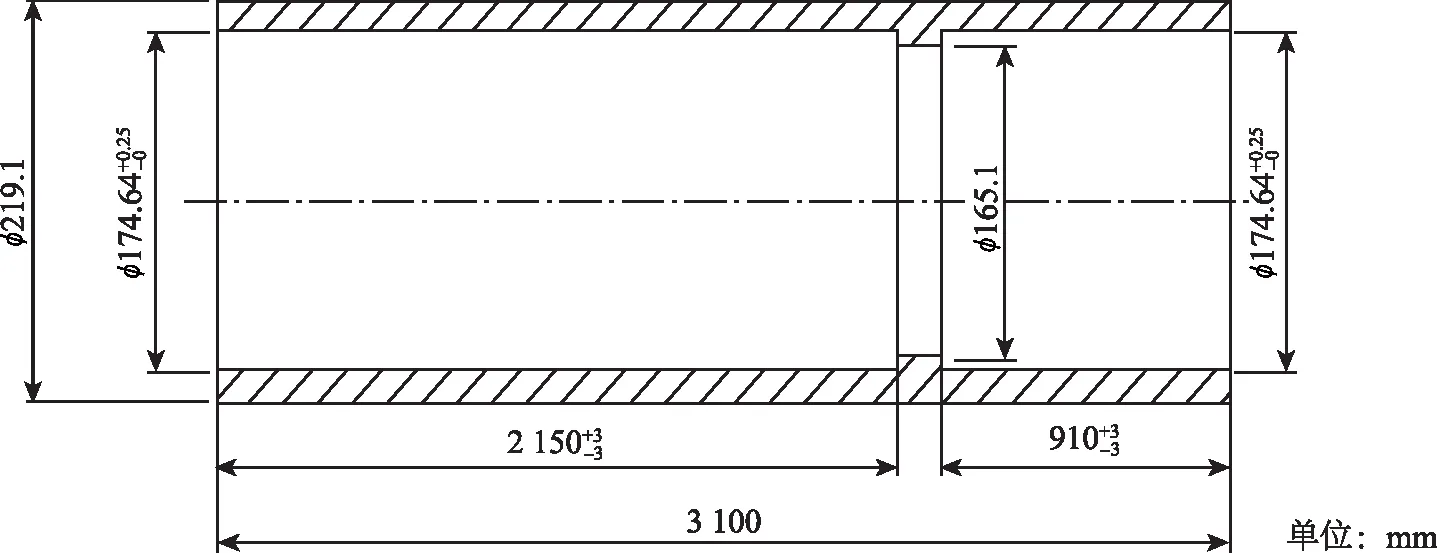
图7 推磨后管坯尺寸Fig.7 Dimension ofthe tube billet after push grinding
第三步使用普通车床进行精车,利用普通车床对管坯内部环状部分进行加工,使其内径为164.5 mm,宽度保持40 mm不变,至此该节流装置管体主要的加工工作已经完成,后续完成取压孔开孔、取压管座焊接、喷嘴定位、喷嘴与管体焊接及喷嘴定位销堆焊即完成整体加工。
3.4 关键工序执行标准
4 优缺点分析
4.1 取得效果
(1)提高了安全性
一体式长径喷嘴节流装置外部为完整的管道结构,没有额外的拼接焊缝。直管段出厂时已完成过水压,节流装置出厂时再次对整套长径喷嘴节流装置按照要求完成水压试验,确保整体耐压性能可靠。长径喷嘴节流装置前后直管道为整根锻棒膛制而成,相比于焊缝结构,前后直管段内孔光滑度、同心度更高,有利于产品精度,经过实流标定其示值误差为0.33%~0.50%精度较高。一体式长径喷嘴没有法兰,不需要使用紧固件和垫片,综上一体式长径喷嘴安全性更高。
(2)提高了经济性
长径喷嘴相较标准喷嘴,首先取消了前后管道焊缝及固定挡块焊缝,大大降低了焊接成本,从而降低了设备制造成本。经过了解,厂家询价时该节流装置环焊缝的报价,仅一套节流装置可降低成本约4万元,示范快堆蒸汽发生器出口流量有16套该型节流装置,预计可节省费用64万元。
其次长径喷嘴不需要法兰锻件、法兰用紧固件、垫片等部件,该项目厂家询价时2500LB 8英寸的法兰1.2万元/个,若使用标准喷嘴,这部分费用约2.5万元/套,该型节流装置预计节省费用40万元。综上,采用一体式长径喷嘴,可节省费用约104万元。
4.2 存在问题
一体式长径节流装置与标准喷嘴相比,结构上因为一体式,不像法兰可以拆卸,因此检修维护不方便,一旦出现问题,需要将整段节流装置切割下来方能检查。但节流装置属于成熟的产品,其正常运行期间一般不需要另行标定。
5 结束语
一体化喷嘴节流装置在蒸汽发生器水侧出口流量侧点上的使用,可以节省锻件用料、减少环焊缝数量,有助于提高节流装置的安全性和经济性,对后续其他系统流量测量装置的优化有一定的借鉴意义。