汽车涂装辅助工装研究现状与展望
2023-07-08陈威涯杨海毅冉明浩
陈威涯,乌 欣,杨海毅,黄 辉,冉明浩
汽车涂装辅助工装研究现状与展望
陈威涯,乌 欣,杨海毅,黄 辉,冉明浩
(上汽通用汽车有限公司,上海 200120)
为了有效降低成本、提高生产效率,文章对汽车涂装辅助工装的种类、样式、作用、要求、日常维护和开发步骤进行了介绍,通过研究整车厂对涂装辅助工装的实际应用,分析了涂装辅助工装的设计思路,并结合未来行业对工装的要求,阐述了未来涂装辅助工装柔性化、结构简单化、轻量化和一体化的发展方向。
辅助工装;汽车涂装;柔性化;轻量化
涂装辅助工装种类多样,同一工装在不同车型的应用也略有不同,这无疑增加了工装日常管理、物流运输以及生产防错的成本。为了有效降低成本、提高生产效率,涂装辅助工装的开发和设计受到了越来越多业内人员的关注,本文对涂装辅助工装种类、样式、作用、要求、日常维护、开发步骤以及设计思路进行了归纳总结,并对其未来的发展方向进行了展望[1]。
1 汽车涂装辅助工装简介
汽车涂装辅助工装也可称为汽车涂装夹具,是指用于汽车整车涂装工艺,且在整车依次完成各个涂装工序进程中,可以帮助整车附着,同时满足要求的漆膜厚度、促进排气沥液,防止湿膜碰伤以及方便涂胶喷漆的工具。传统的涂装工序按照从前到后的顺序依次为前处理工序、电泳工序、电泳烘烤工序、电泳打磨工序、机器人涂胶工序、手工涂胶工序、中涂工序、中涂烘烤工序、中涂打磨工序、面漆工序、面漆烘烤工序和精饰打磨工序[2]。
1.1 汽车涂装辅助工装的种类
汽车涂装辅助工装按照其材料分类可分为金属材料辅助工装和耐高温塑料辅助工装;按照其安装位置可分为前盖辅助工装(又称发动机盖辅助工装)、侧门辅助工装(又称四门辅助工装)、尾门辅助工装等;按其功能可细分为十类,如图1所示。
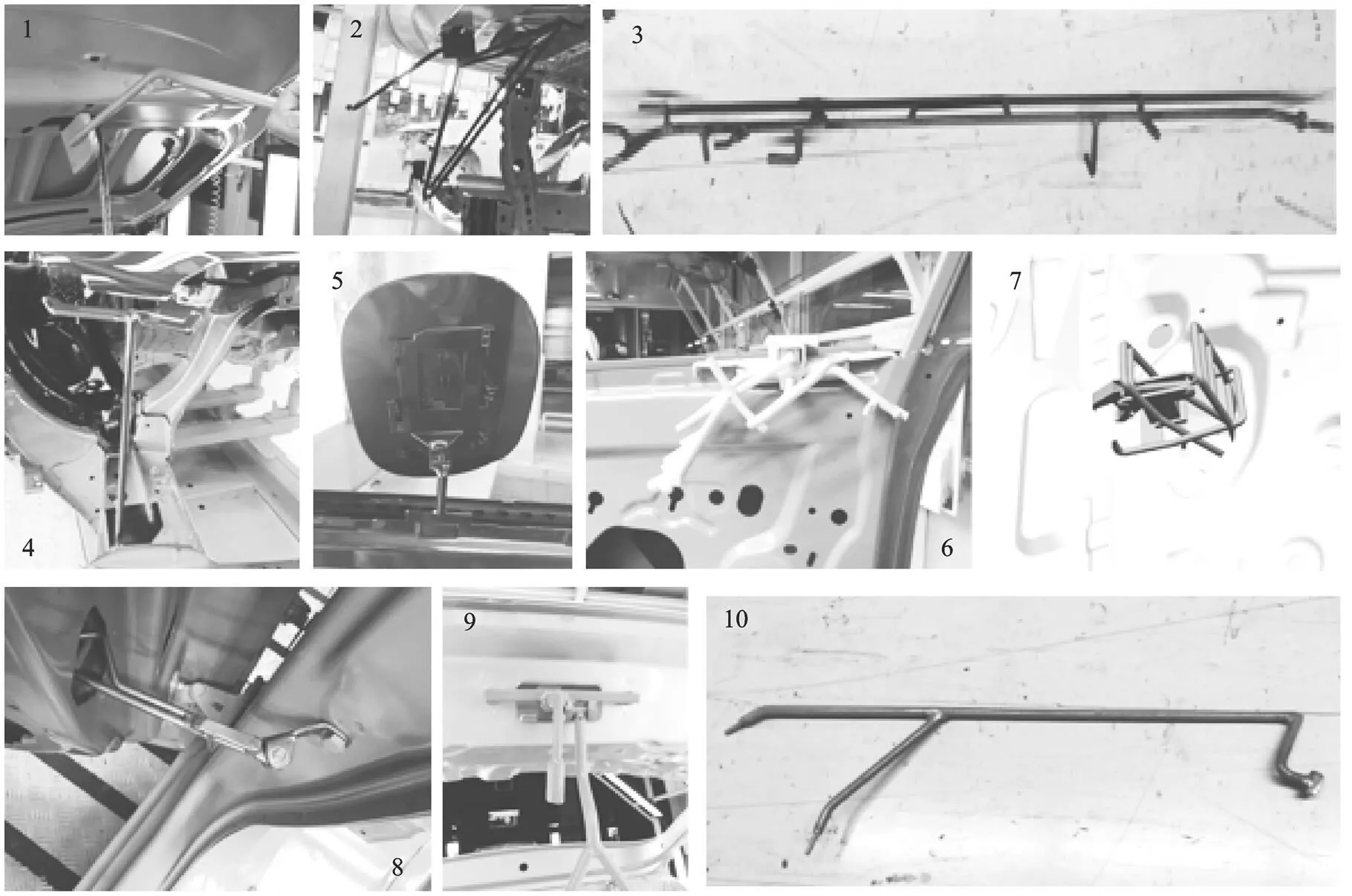
1-前盖拉手;2-前盖托架;3-前盖撑杆;4-保险杠挡板防流挂工装;5-充电/加油塑料门工装;6-侧门电泳工装;7-侧门喷漆工装;8-侧门限位工装;9-尾门拉手;10-尾门撑杆。
1.2 汽车涂装辅助工装的作用
汽车涂装辅助工装在整个涂装过程所起的作用主要有以下几种:
1.紧固作用
紧固作用指辅助工装两头分别固定在白车身上和门盖上,通过对白车身的作用力和反作用力实现门盖固定,其方式可以是锁紧或者夹紧等。对于前处理电泳工艺来讲,需要辅助工装对四门两盖起到紧固作用并保持一定的开度,方便槽液流进流出白车身内部,确保白车身内部钣金可以形成均匀致密的涂层,防止不同槽液出现串槽的现象,同时增加后处理,且四门两盖保持一定的开度有利于消除气泡,避免出现电泳缺陷。对于喷漆工艺来讲,则需要辅助工装起到紧固作用的同时,保证喷涂面尽可能平整,即开度要尽可能小,这样有利于形成高外观质量的漆膜,避免产生肥边、流挂等缺陷,也降低了机器人编程难度,增强工艺稳定性。
2.限位作用
限位作用是指在辅助工装上进行限位设计,使得车门在开启到一定程度后可以保持在一个相对稳定的状态。限位作用可以有效降低白车身在行进过程中发生开关门的情况,避免零件损坏,同时这样一个稳定的状态也方便现场操作人员在门开启后喷涂内表面。
3.支撑作用
支撑作用是指依靠辅助工装实现发动机盖、尾门的支撑稳定,其可以方便现场操作人员进行涂胶操作以及胶路检查,同时也可以防止发动机盖、尾门触碰车身钣金导致漆膜破损。
4.其他功能性作用
其他功能性作用如前盖拉手、尾门拉手可以方便现场操作人员和涂胶喷漆机器人进行开关操作,有助于油漆工艺的实施;保险杠挡板防流挂工装可以避免发动机盖边角区域出现流挂等缺陷;充电/加油塑料门工装可以将充电/加油塑料门固定在合适的喷涂位置,方便涂装工艺施工。
1.3 汽车涂装辅助工装的要求
汽车涂装辅助工装设计需要满足以下几点要求:1)汽车涂装辅助工装结构设计要简易,这样有助于降低辅助工装的生产设计成本,同时可缩短辅助工装的开发周期,方便辅助工装更换、替代和维护等。2)汽车涂装辅助工装要方便现场操作人员安装和拆卸,这意味着需要选择合适的安装位置,所安装的位置要满足人机工程的要求,同时辅助工装的尺寸要尽可能小,以方便现场操作人员施工,同时尽可能缩短操作时间,可以避免影响现场操作人员完成其他工艺操作。3)汽车涂装辅助工装要具备结构稳定性,包括其在生产过程中重复安装和拆卸的稳定性,且辅助工装本身在重复的应用过程不容易产生变形,导致装配困难,影响生产节拍。4)汽车涂装辅助工装安装后不容易导致安装区域钣金产生形变,进而影响后道工序的装配操作。5)汽车涂装辅助工装的安装和设计不能影响白车身完成涂装工序,如不能阻挡油漆喷涂面影响漆膜附着,且不能与涂胶、喷漆机器人干涉等。6)汽车涂装辅助工装应尽可能避免油漆缺陷,要求其在应用过程中不会触碰漆膜,且不产生铁屑、油漆颗粒,增加后道处理工作。7)汽车涂装辅助工装的设计应尽可能避免设计成螺纹结构,其可多次重复使用,且表面附着漆膜后容易卡死,导致工装失效。8)汽车涂装辅助工装需要具备相当程度的柔性,以方便混线生产中,相同位置不同车型可以实现辅助工装共用,降低成本。9)汽车涂装辅助工装的设计要考虑现场防错。10)汽车涂装辅助工装的材料选择要综合考虑涂装工序中的环境,如需要考虑前处理工艺、电泳工艺中的腐蚀性环境以及烘烤工序的高温环境等。
1.4 汽车涂装辅助工装的日常维护
汽车涂装辅助工装的日常维护包括涂装辅助工装的清洗和易损结构的补充更换,具体分析如下:1)涂装辅助工装的清洗。涂装辅助工装的清洗有物理清洗和化学清洗两种方式,常见的有三种方法,即机械清洗法、高温清洗法和溶剂清洗法[3],机械清洗法是指通过敲打、摩擦等的物理方式进行清洗;高温清洗法是指通过高温加热的方式使漆膜熔化燃烧进而达到清洗的效果;溶剂清洗法是指利用清洗剂与漆膜发生化学反应,破坏漆膜结构中的化学键和结合力达到清洗效果。清洗方法的选择需要综合考虑环保、成本、处理效果、后处理方式、辅助工装的材料和结构特点等多方面因素,选取最符合现场实际情况的方法。辅助工装清洗不可避免地要产生大量的废水、废渣等废弃物,其处置需要综合考虑后进行妥善处理。2)易损结构的补充更换。易损结构的补充更换有益于辅助工装保持在一个较好地稳定条件下,以防止生产过程中出现辅助工装失效,辅助工装的易损结构主要有螺栓螺纹结构、定位销轴结构、弹簧、垫片、防流挂片等。
1.5 汽车涂装辅助工装的开发步骤
汽车涂装辅助工装的开发步骤一般按照如下顺序:1)辅助工装开发需求分析,即在新车型项目开发早期,根据产品端的新车型信息输入分析需要开发的辅助工装,需要特别关注是否新车型需要应用到结构较复杂的辅助工装,如果有,应该提前启动相关工装的开发。2)辅助工装安装可行性分析,即在项目开发前期,根据产品端的新车型信息输入进行夹具可安装性虚拟评估,在该阶段需要确定辅助工装的安装固定点和受力点,并评估辅助工装的受力变形风险。3)辅助工装的装配影响分析,即在项目开发前期进行新车型产品虚拟评估、排气/沥液仿真、电泳膜厚仿真和烘烤仿真时考虑辅助工装的影响,同时要求在进行相关仿真时增加辅助工装,并对仿真结果进行评估。4)辅助工装样件实车验证,即根据新车型产品需求设计辅助工装并将其装配到实车上进行验证,同时要求验证辅助工装跟随白车身经过各个涂装工序时的稳定性和可行性。5)辅助工装批量验证,即在新车型批量生产时进行辅助工装的批量验证,以评估辅助工装的设计合理性。
2 汽车涂装辅助工装的实际应用
2.1 侧门辅助工装
2.1.1侧门电泳辅助工装
侧门电泳辅助工装的设计需要考虑侧门开度满足要求,以方便排气沥液,同时也有助于钣金附着漆膜,按照其安装位置的不同主要有两种形式,即安装于侧门的窗框位置和侧门右下方边缘的孔中。侧门电泳辅助工装一般在车身车间安装,同时在电泳打磨工位拆卸。
侧门电泳辅助工装安装于侧门的窗框位置如图2所示,其设计思路为利用螺栓固定在门窗框位置,通过齿状结果的卡槽卡接于门框实现侧门固定。螺栓上方的挡板设计用于防止螺栓结构附着漆膜导致紧固时卡死失效。齿状卡槽用于实现门不同的开启角度,增加辅助工装的灵活性。该工装的优点是可以实现侧门多角度开启,灵活度高,可共用性强,能更好地满足电泳工艺需求,缺点是应用了螺栓结构有积漆卡死的风险。

图2 侧门电泳辅助工装安装的侧门窗框位置
侧门电泳辅助工装安装于侧门右下方边缘的孔中,如图3所示[4],其设计思路为利用工装的一端勾住侧门右下方边缘的钣金孔,然后用螺柱紧固,另一端用螺栓固定在对应的门框钣金上实现侧门固定。该工装的缺点是安装位置低、操作不方便,同时应用螺母、螺栓结构容易积漆卡死,且侧门开启角度单一。
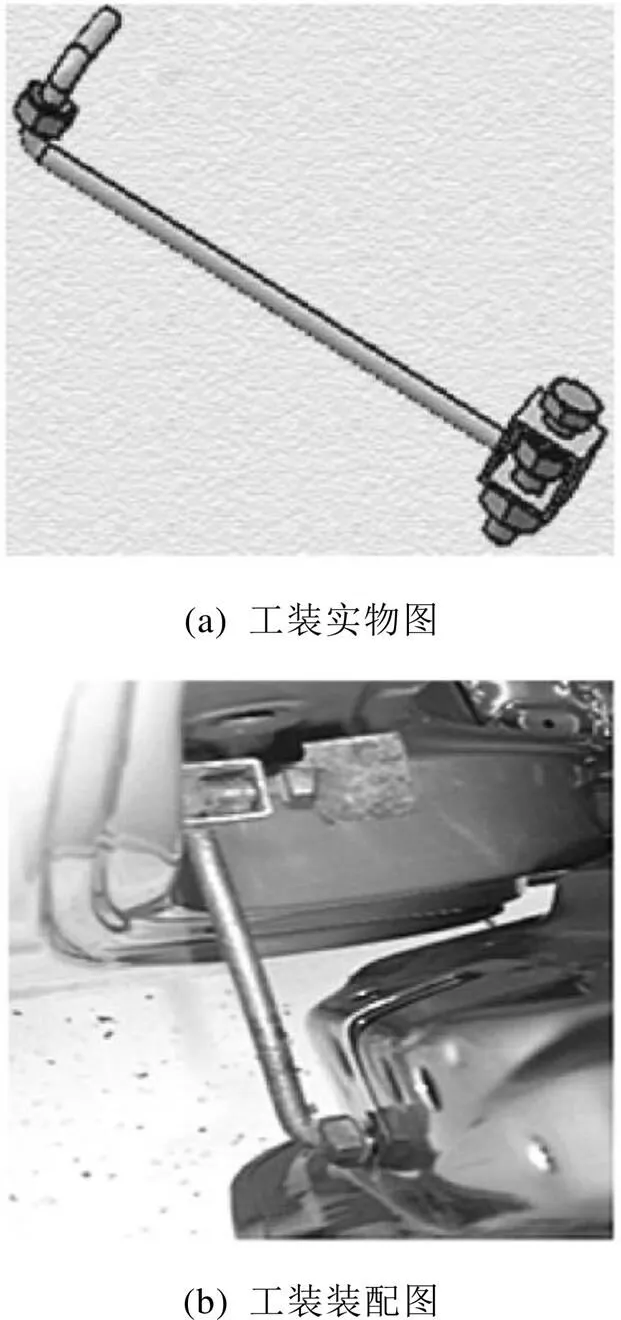
图3 侧门电泳辅助工装安装位置
2.1.2侧门喷漆辅助工装
侧门喷漆辅助工装要求其安装后侧门喷涂表面尽可能平整,以获得高外观质量的表面。一般情况下,有以下三种类型:防漆黏粘辅助挡块、固定隔离一体化辅助工装、磁性喷漆辅助工装,其一般在电泳打磨工位安装,并在总装车间拆卸。
防漆黏粘辅助挡块如图4所示,按照材料分为金属型工装和耐高温塑料工装两种,金属型工装的设计思路为通过螺栓将工装固定在侧门窗框位置,关门时,通过另一头的挡片抵住门框实现侧门与车身隔离;耐高温塑料工装的设计思路为通过将工装卡接于侧门锁孔和门锁安装槽位置,关门时工装上的挡片抵住门框实现侧门与车身隔离。该种类型工装设计简单,其缺点是对侧门仅起到隔离作用避免漆膜碰伤,但未起到固定车门的作用,因此,必须结合侧门限位工装实现辅助喷漆功能。

图4 防漆黏粘辅助挡块
固定隔离一体化辅助工装如图5所示,其设计思路是通过扭簧结构将工装固定于门锁安装槽,利用弹性力抵住门锁安装两端实现固定,工装上设有挡片可以实现侧门与车身隔离,同时该工装与门框的卡接嘴上也设计了扭簧结构,开关门时,通过卡接嘴与门框的作用力与反作用力实现侧门固定。该工装安装操作简单,其优点是起到了侧门的隔离与固定作用,对于机器人喷涂内表面的工艺可以取消侧门限位工装,节省工装成本与安装时间,其缺点是工装结构相对比较复杂,且设计难度高。

图5 固定隔离一体化辅助工装
磁性喷漆辅助工装如图6所示[5],其设计思路是利用螺栓将工装固定在门框上,依靠辅助工装上的磁性装置磁力吸住侧门内板实现侧门的固定。该工装结构简单,可以同时起到侧门的隔离与固定作用,对于机器人喷涂内表面的工艺可以取消侧门限位工装,节省成本和时间,其缺点是工装存在消磁的隐患,且需要定期检查更换。
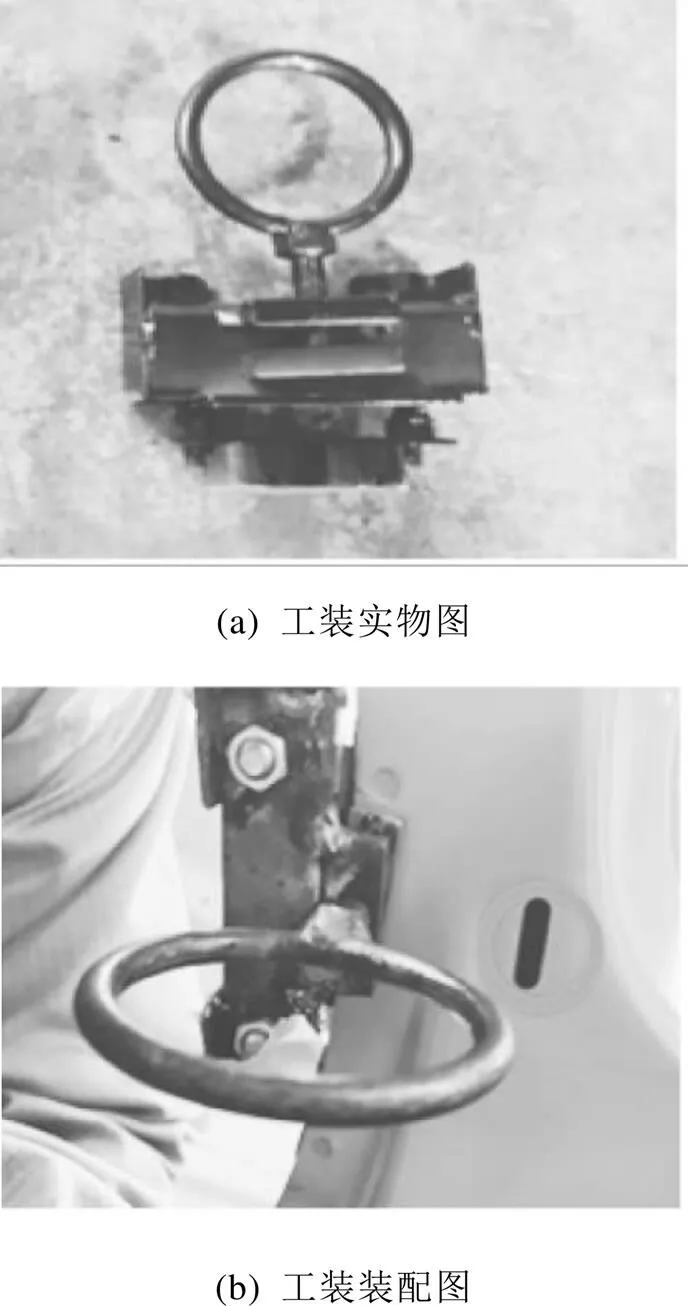
图6 磁性喷漆辅助工装
2.1.3侧门限位辅助工装
侧门限位辅助工装安装在白车身上起到侧门限位的作用,且可以防止整车行进过程中可能发生的突然开启现象,同时侧门限制在一定的角度处于稳定状态,有助于现场操作人员手工喷涂内表面[6]。侧门限位辅助工装一般都安装于门铰链孔位置,主要有单挡限位辅助工装和多档限位辅助工装两种,其一般在车身车间安装,在油漆车间报交工位拆卸。
单挡限位辅助工装如图7(a)所示,其设计思路是将限位辅助工装从侧门铰链孔穿过,利用螺栓将工装的一端固定在门框铰链螺纹安装孔上,且通过工装与侧门铰链孔的摩擦力实现限位功能,其优点是结构简单,缺点是侧门限位状态单一,且灵活性较差。
多挡限位辅助工装如图7(b)所示,其设计思路与单挡限位辅助工装相似,差异点在于多挡限位辅助工装增加了弹簧结构设计,以利用弹性力实现多挡限位切换,即开关门时,连杆带动滚轮在不同挡位上滚动,弹簧弹性力通过支撑板固定住滚轮实现挡位切换,使侧门固定在不同的开启角度,其优点是拥有多种挡位,且灵活度高,缺点是结构复杂,且工装成本较高。
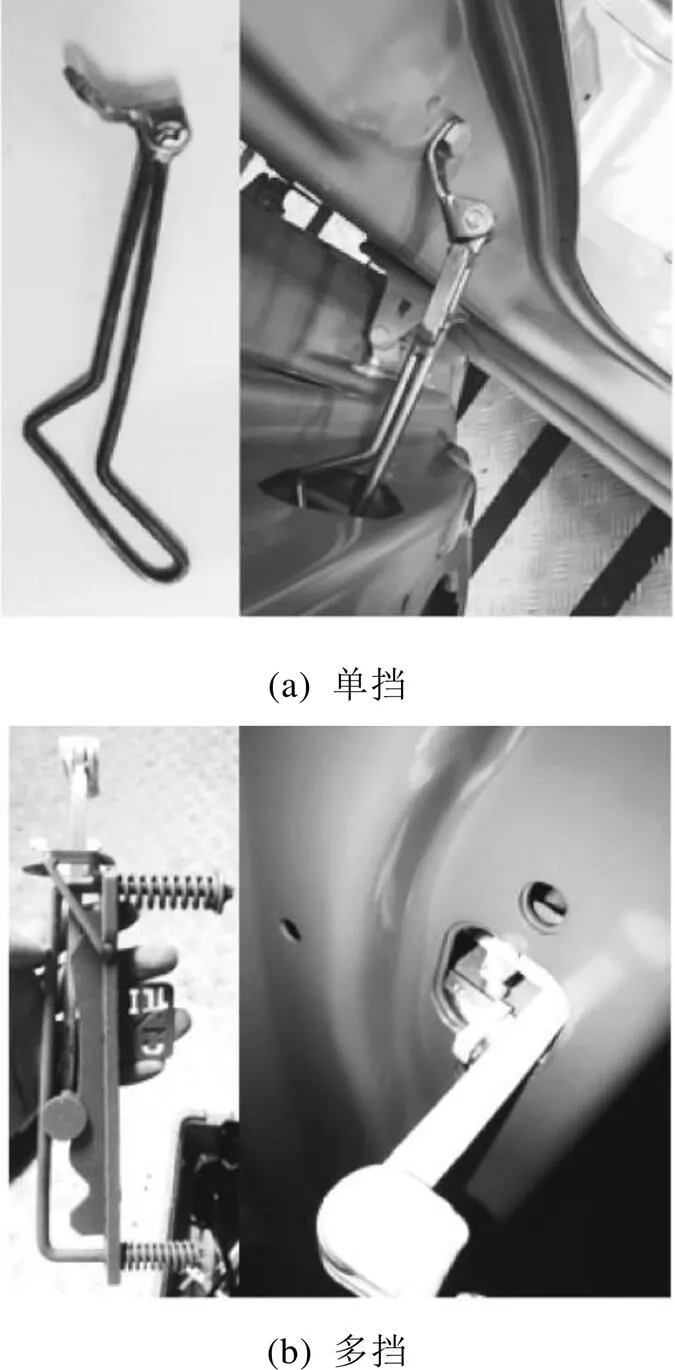
图7 侧门限位辅助工装
2.2 前盖辅助工装
2.2.1前盖拉手辅助工装
前盖拉手辅助工装安装在白车身上主要起到前盖隔离的作用以及方便现场操作人员和机器人开启前盖完成相关油漆工艺,在白车身行进过程中可以防止前盖接触发动机舱钣金,造成漆膜碰伤等缺陷。前盖拉手辅助工装一般都安装于前盖锁扣U形环位置,根据发动机舱前横杆与前盖锁扣环的相对位置不同可以分为上支撑前盖拉手辅助工装和下支撑前盖拉手辅助工装两种类型。
上支撑前盖拉手辅助工装如图8所示,其设计思路是工装上设计与前盖锁扣环大小相匹配的方形盒,其侧门开孔并设计弹簧结构,安装时拉动侧边弹簧结构将方形盒套到环上,装好后松开弹簧结构使其穿过U形环实现固定。上支撑前盖拉手辅助工装适用于发动机舱前横杆所在位置在前盖锁扣环之前,同时将支撑点设计在上部避免工装放置时与发动机舱前横杆干涉。
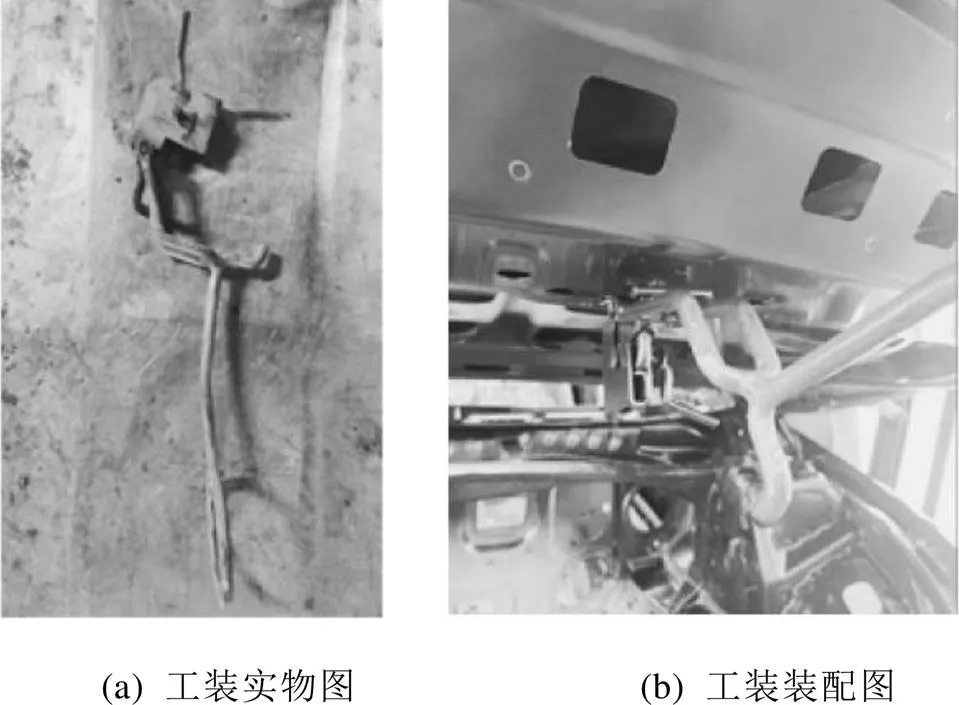
图8 上支撑前盖拉手辅助工装
下支撑前盖拉手辅助工装如图9所示,其设计思路与上支撑前盖拉手辅助工装相似,即相似的方形盒结构和弹簧结构用以将工装固定在前盖锁扣环上,其区别在于下支撑前盖拉手辅助工装的支撑点设置在下部,而发动机舱前横杆所在位置在锁扣环后面,因此,不存在干涉现象。前盖拉手辅助工装结构简单易于安装,对白车身完成涂装工艺,起到了重要的作用,其一般在车身车间安装,并在总装车间拆卸。
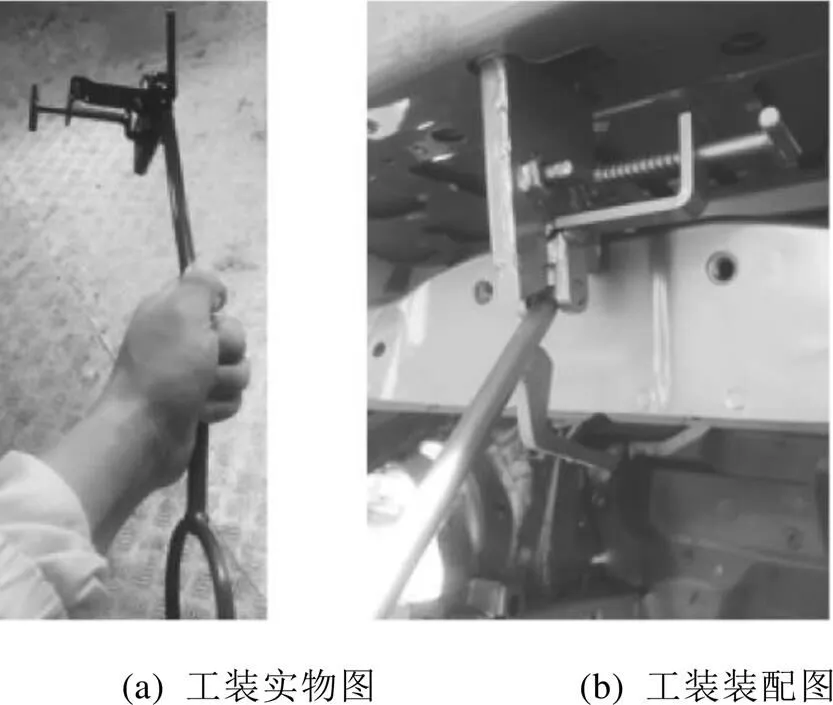
图9 下支撑前盖拉手辅助工装
2.2.2前盖托架辅助工装
由于前盖拉手辅助工装在应用时,会与发动机舱前横杆不可避免地有所接触,当前盖关闭用力较大时,有可能会造成发动机舱前横杆与辅助工装磕碰漆损,为了解决该问题开发了前盖托架辅助工装,其设计目的是给前盖拉手辅助工装提供一个支撑,避免前盖拉手辅助工装直接接触发动机舱前横杆,且一般在车身车间安装,并在总装车间拆卸。
2.2.3前盖撑杆辅助工装
前盖撑杆辅助工装指安装于发动机舱内,用以将前盖支撑到合适的角度方便现场操作人员完成涂胶、喷漆等涂装工艺,并将前盖支撑在较大的开度,以处于稳定状态可以获得较好的视野,方便检查发动机舱内的涂胶质量、喷漆质量状态。支撑杆上可以同时具备多个柱状小结构,因此,该辅助工装的可共用性较强,一般情况下可以跨车型共用,且柔性较高。
2.3 尾门辅助工装
2.3.1尾门拉手辅助工装
尾门拉手辅助工装一般安装于尾门锁安装位置,其可以起到尾门隔离的作用以及方便现场操作人员和机器人开启尾门完成相关油漆工艺,在白车身行进过程中可以防止尾门接触后地板钣金,造成漆膜碰伤等缺陷。两厢车和三厢车尾门锁设计差异较大,因此,其辅助工装的设计差异也比较大。
两厢车的尾门拉手辅助工装如图10(a)所示,其设计思路是利用辅助工装上的定位销将工装定位到安装位置,转动转轴使得转轴连接的卡片水平进行安装后,再依靠重力作用转轴带动卡片垂直稳定,该种辅助工装结构简单,且安装方便。
三厢车的尾门拉手辅助工装如图10(b)所示,其设计思路是利用辅助工装上的定位销将工装定位到安装位置,工装上设有夹头结构,在完成定位步骤后可以将工装夹紧固定在尾门内板的定位孔上。该种辅助工装安装方便,但是结构相对比较复杂。
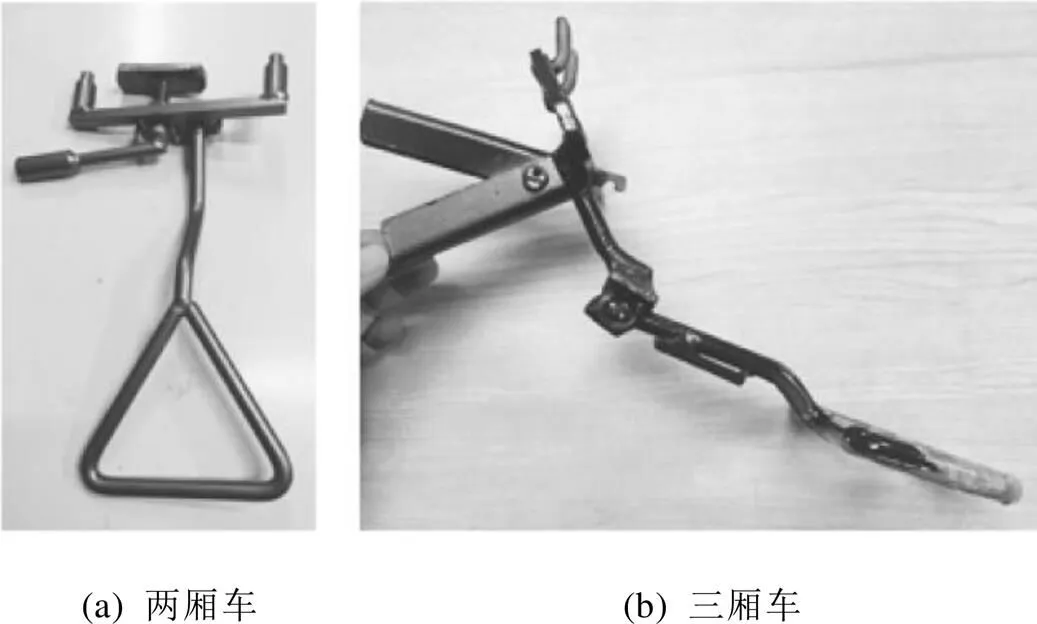
图10 尾门拉手辅助工装
2.3.2尾门撑杆辅助工装
尾门撑杆辅助工装指安装于尾门,用以将尾门支撑到合适的角度方便现场操作人员完成涂胶、喷漆等涂装工艺。其设计思路与前盖撑杆辅助工装相似,区别是安装位置不一样,这里不再进行赘述。
2.4 充电/加油塑料门辅助工装
充电/加油塑料门辅助工装指可以将充电/加油塑料门固定在外表面辅助其完成涂装工艺的工装,其紧固方式可以是夹紧和螺栓紧固等,安装的位置可以是侧门窗框位置、尾门窗框位置和前挡风玻璃位置等方便进行喷漆工艺区域。塑料门厂内喷涂工艺有利于节省整车成本,已成为各主机厂争相发展的新工艺。根据产品的实际需要,可以在塑料门辅助工装上设计一圈防静电环,以防止油漆在塑料门边缘集聚造成缺陷。塑料门辅助工装一般在手工涂胶工位安装,且在总装车间拆卸。
2.5 保险杠挡板防流挂辅助工装
保险杠挡板防流挂辅助工装可以用来防止前盖边缘等区域因为静电效应产生油漆集聚,其设计思路是工装的一端固定在保险杠挡板上,根据前盖边缘的钣金特征设计与连接杆相匹配的结构,因此,在喷涂边缘区域时,油漆粒子会被分散吸附到工装上,防止出现油漆集聚,同时增加后处理。保险杠挡板防流挂辅助工装一般在手工涂胶工位安装,且在精饰打磨工位拆卸。
2.6 喷漆机器人辅助工装
喷漆机器人需要开关门来完成内表面喷漆工艺,该过程需要借助辅助工装。机器人操作的灵活度比人工操作低,因此,该类辅助工装的设计要尽可能简单,为有效匹配开门、开盖机器人的L形拉钩完成开关门盖的操作,一般需要在辅助工装上设计环状结构,如上述的前盖拉手辅助工装和尾门拉手辅助工装,通过机器人的L形拉钩钩住辅助工装的环状结构实现开关门盖。
3 汽车涂装辅助工装的发展方向
结合行业内涂装辅助工装的发展现状以及未来对辅助工装不断提升的要求,汽车涂装辅助工装今后的发展有以下几个方向:柔性化、结构简单化、轻量化和一体化。
柔性化可以提高辅助工装的灵活度,并实现辅助工装跨车型共用,特别适用于混线生产的主机厂,其可以有效减少工装的种类和开发成本、管理运营成本。因为工装的设计需要满足产品的需求,不同的产品和钣金结构设计使得工装的柔性化难度大大增加。比较好的方法是从产品的设计端考虑来提高工装的柔性,同时通过规范工装安装位置的钣金设计也可以提高工装的柔性,即要求将不同车型中辅助工装安装位置的钣金设计相同,来实现工装共用。
结构简单化可以方便操作人员进行安装操作,且结构简单的工装在其正常使用过程中一般不容易损坏,即在保障工装性能的基础上无需过多进行冗余设计,并尽可能用简单的设计代替复杂的设计以实现相同的功能。
轻量化即开发塑料辅助工装等质量轻的工装[7],应用塑料辅助工装的必要性在于传统的铁质辅助工装有其固有的局限性,如铁质辅助工装与车身接触易导致表面油漆脱落,形成漆片,影响外观以及铁质辅助工装需要定期进行清洗,且清洗成本不断增加,但是塑料辅助工装可以规避铁质辅助工装自带的这些问题。
一体化是指工装与产品设计一体化,即将涂装辅助工装融合到产品设计中,其优点是无需额外开发涂装辅助工装,以减少工装成本、人工成本和管理成本等。
4 结语
本文对汽车涂装辅助工装的种类、样式、作用、要求、日常维护、开发步骤、设计思路以及未来发展方向等进行了介绍和分析,旨在给工装开发人员在设计涂装辅助工装时提供相关参考资料。汽车涂装工艺复杂多样,所需要用到的辅助工装更是种类繁多,未来随着行业的发展,还会有更多的新工艺产生,如新车型增加套色工艺后需要开发套色工艺相关的辅助工装,同时面对不断变化的需求,需要工装设计人员在开发辅助工装时,综合考虑柔性化、结构简单化、轻量化和一体化等多方面的因素,避免因工装设计不合适导致对涂装工艺的生产节拍,漆膜外观质量、制造成本等多个方面产生影响。
[1] 张充,魏新战.车门涂装限位工装的设计制作与应用[J].汽车实用技术,2017,42(11):61-62.
[2] 童珊,卢灿明,陈广坤.浅述一种汽车涂装用车门固定工装的开发[J].现代涂料与涂装,2022,25(5):34-36.
[3] 张长命.涂装工装夹具脱漆工艺探讨[J].现代涂装, 2018,21(2):37-39.
[4] 徐跃宏.浅谈汽车涂装车身辅助工装的设计与应用[J].生产装备,2017(4):64-67.
[5] 任孝静,刘晋,郭瑜.汽车涂装新型通用工装辅具的开发、应用与管控[J].现代涂装,2019,22(3):62-66.
[6] 徐鹏,李胜.汽车涂装用通用限位器夹具设计与应用[J].技术与经验交流,2017,20(8):23-37.
[7] 王能,华冰.新车型涂装塑料工装的开发与应用[J].技术与经验交流,2019,22(4):27-31.
Research Status and Prospect of Automobile Painting Auxiliary Tooling
CHEN Weiya, WU Xin, YANG Haiyi, HUANG Hui, RAN Minghao
( SAIC General Motors Corporation Limited, Shanghai 200120, China )
In order to effectively reduce costs and improve production efficiency, the paper introduces the types, styles, functions, requirements, daily maintenance and development steps of automobile painting auxiliary tooling,and the design ideas of painting auxiliary tooling is analyzed by studying the practical application of coating auxiliary tooling in vehicle plants and considering the requirements of future industry on tooling, the paper describes the development direction of flexible, simple structure, lightweight and integration of painting auxiliary tooling in the future.
Auxiliary tooling; Automobile painting; Flexible; Lightweight
U455.58+5
A
1671-7988(2023)12-136-08
陈威涯(1991-),男,硕士,工程师,研究方向为整车油漆工艺,E-mail:Weiya_Chen@saic-gm.com。
10.16638/j.cnki.1671-7988.2023.012.026
