模具反装方案在冲压覆盖件生产过程中的应用探索
2023-07-03李乃朴玄士安李鹤一汽大众汽车有限公司
文/李乃朴,玄士安,李鹤·一汽-大众汽车有限公司
汽车侧围外板零件普遍在D 柱三角窗区域设计有拉延工艺孔,保证拉延走料过程稳定且可控。但是由于清洗机纺锤体的结构特性,造成板料在工艺孔周边沿着物流方向存在残留的清洗油。模具和设备的特性决定了残油问题无法完全消除。本文创新性提出了一种模具反装的生产方案,该方案直接消除了残油造成的油坑返修问题,同时为由设备和模具结构特点造成的零件质量问题提供了创新的解决方案。
汽车覆盖件形状复杂,表面质量要求高。车身覆盖件多数由内外板组成,外板通常为A 面,对表面质量要求高。在冲压件生产过程中,板料成形过程复杂,微小的杂质或者油污会造成表面暗坑或者棱子缺陷。
冲压件疑难表面缺陷——油坑
在伺服压机线连续生产过程中,为了保证零件表面质量,需要在板料进入第一序压机之前,通过清洗机均匀喷洒清洗油对板料进行表面清洗,将表面杂质和灰尘洗掉,之后通过挤干辊将杂质挤出板料,从而确保在拉延生产过程中减少坑、包、压痕类缺陷。
但是清洗机挤干辊为紧密缠绕式无纺布,且形状为纺锤体,其结构的特性造成板料边缘10mm 范围内无法将残留在表面的清洗油完全挤干。图1 为一种伺服压机线的湿式清洗机结构图,图2 为板料清洗机的正视图。
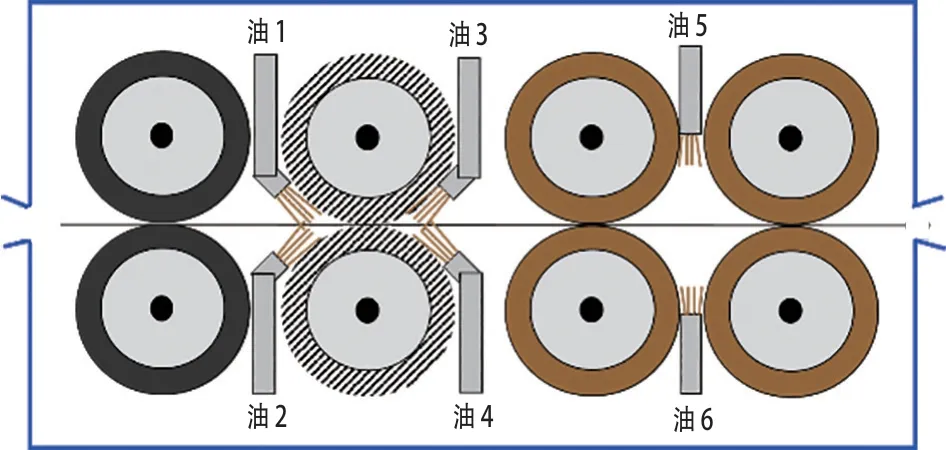
图1 板料清洗机截面图

图2 板料清洗机正视图
如果板料本身带有工艺孔(图3),板料表面工艺孔的位置就会有清洗油残留(图4),进入拉延压机成形的过程中产生表面油坑。
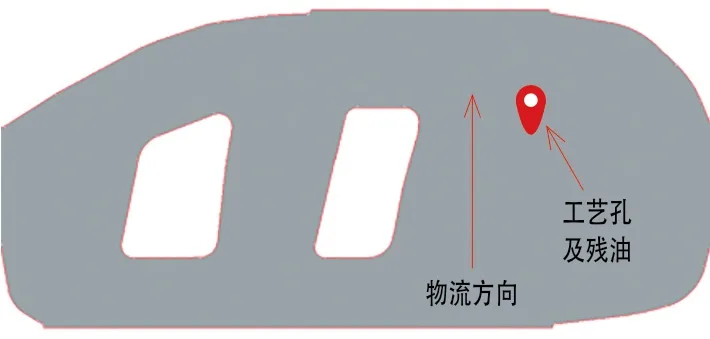
图3 一种带工艺孔的侧围板料
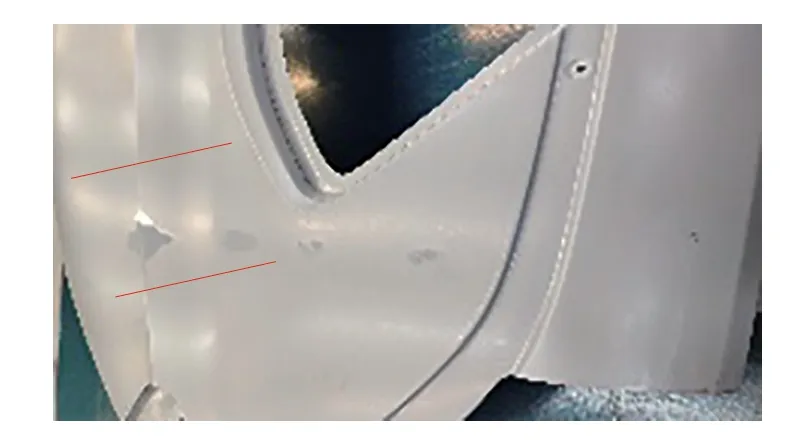
图4 带有残油的板料及零件缺陷
在该车型侧围零件生产的过程中,在D 柱三角窗下方棱线区域的油坑、油棱子缺陷带来的返修高达21%,严重打乱了车间的正常生产秩序。针对清洗机构造特性产生的油坑问题,组织尝试开展清洗机外增加油刷减少油液堆积、取消板料工艺孔、模具工艺补充变更等方案,均造成其他次生缺陷(缩颈开裂等),而无法消除该问题。
模具反装生产方案
模具反装方案评估
模具在D 柱棱线区域和上横梁区域属于两种不同成形方式。在棱线区域,模具型面为上模反凸成形区域。板料上表面存油之后,在成形过程中残油被上模反凸成形挤压,造成零件表面油坑。而在上横梁区域,模具型面为下模凸模成形区,板料包紧下模成形,如图5 所示。
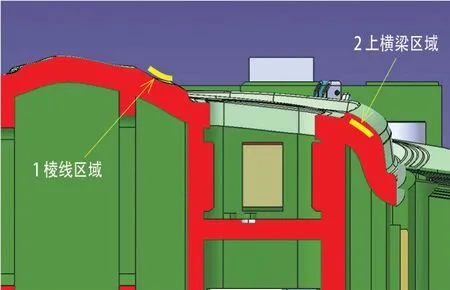
图5 模具凸凹模成形结构剖面图
如果板料可以实现物流反方向进入拉延压机,则其工艺孔的残油将会改变方向,流向D柱上横梁一侧,如图6 所示。由于板料包下模成形,且凸凹模之间存在0.5 倍料厚的间隙,上表面的残油不会直接压在零件表面上,则会消除该油坑缺陷。
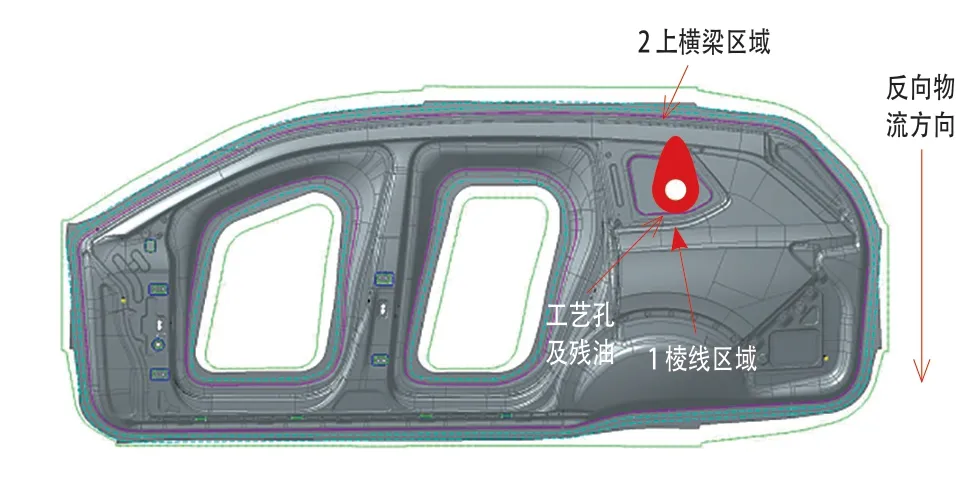
图6 模具反装解决方案简图
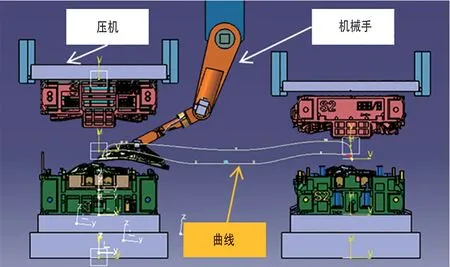
图7 模具通过性曲线软件模拟图
模具反装方案实施
⑴组建模具反装试验团队。组织模修、设备维修和生产线员工搭建反装方案团队,开展方案可行性研讨、人员、板料、模具连接线以及其他辅助装置的准备工作。模具反装前期准备信息见表1。
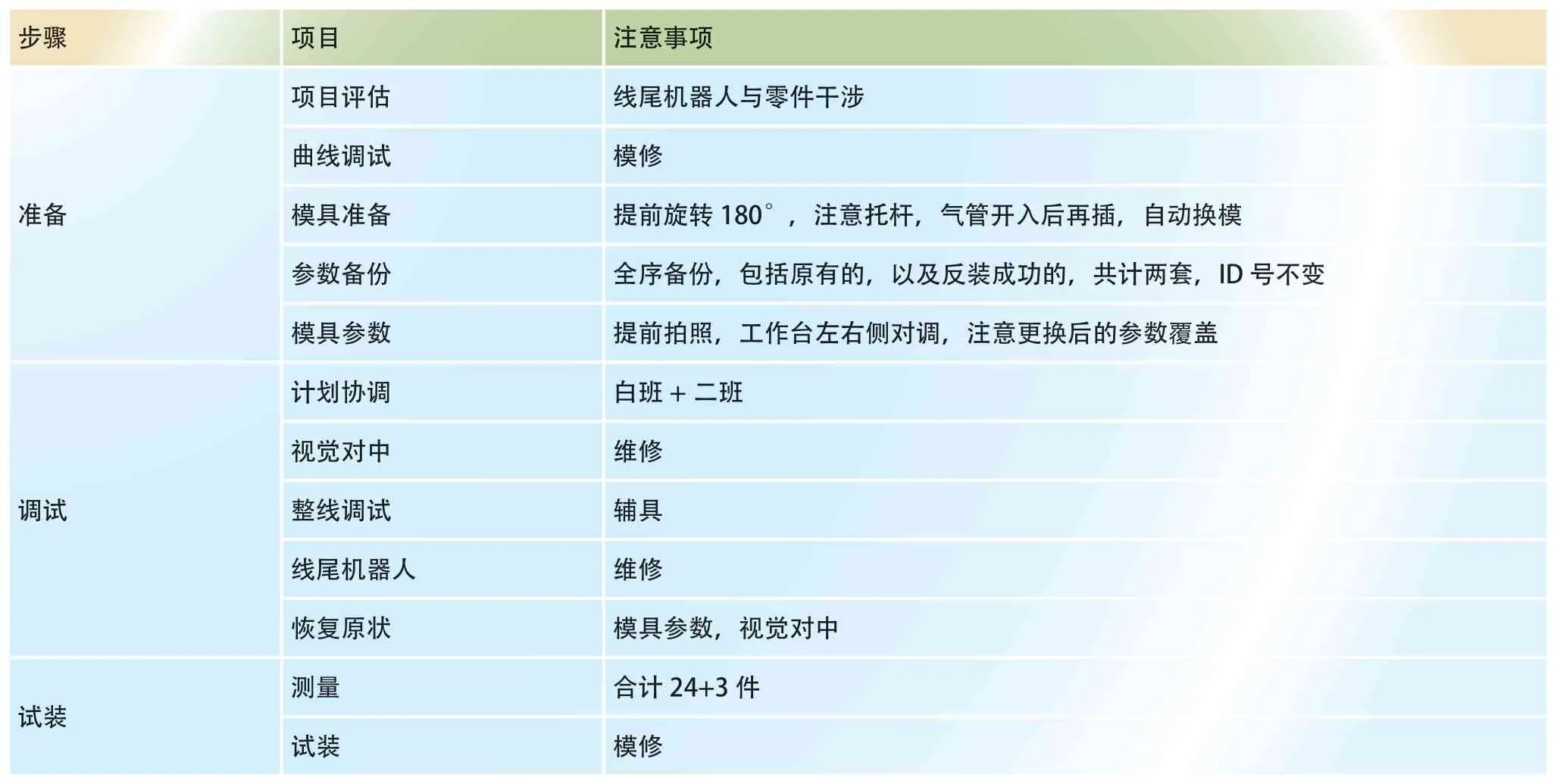
表1 模具反装前期准备信息
⑵零件通过性曲线模拟。伺服压机冲压线有高效、高精度、高柔性、低噪声、节能环保等优点,同时伺服压机线可根据不同的生产需要设定不同的行程和成形速度,提高产品质量、提高模具寿命。高速伺服压机线除了速度快的特点外,上滑块在运动过程中各阶段的速度均可以使用特定的模拟软件进行全动态仿真和调节,从而实现软件和生产线实际匹配。
因此,在线下针对反装模具的静态和动态通过性开展零件曲线模拟,确保在生产过程中不会造成零件和模具的碰撞损伤。
⑶端拾器调整。模具翻转180°之后,在线将端拾器进行对称调整,对吸盘、连杆和真空连接气管进行重新匹配,保证调整后零件可实现整线自动化生产。
⑷零件表面、尺寸验证与评价,针对翻转生产后的零件开展三坐标尺寸测量、车辆试装,确保整车质量无异常。
结束语
侧围外板零件为了保证拉延成形过程的稳定,避免出现开裂缩颈、无法返修的暗坑等等A 类缺陷,普遍在D 柱三角窗区域设计有拉延工艺孔,保证拉延走料过程稳定且可控。由于,该清洗机纺锤体的结构特性,造成板料在工艺孔周边沿着物流方向存在残留的清洗油。模具和设备的特性决定了残油问题无法完全消除。
而模具反装方案的应用直接消除了零件的油坑、油棱子返修问题,同时为设备和模具结构特点造成的零件质量问题提供了创新的解决方案。该反装方案目前已成功应用于一款大众品牌大型SUV 车型的左侧围外板的生产过程,且正在对右侧围和同类型车型开展推广工作。