基于价值工程方法的刀具降本管理
2023-06-28商成超郑文清
商成超 郑文清
摘要:本文从价值工程角度出发,以发动机工厂数控刀具管理为案例,对价值工程方法的基本原理、价值工程的应用程序以及价值工程方法指导下的刀具降本方案与应用成果等进行了介绍与总结。在数控刀具管理中,通过应用价值工程方法,可以减少工程技术人员对工作经验的依赖,更好地基于成本投入、功能产出的价值视角,系统及有针对性地开展工作。由此也实现刀具的降本管理由基于成本的角度向基于价值的角度转变。
关键词:价值工程;刀具管理;降本;加工精度;加工效率
中图分类号: TG5 文献标识码:A
0 引言
在加工制造行业中,切削刀具是构成加工要素中的重要组成部分,切削刀具对零件加工质量和生产效率至关重要。以最经济的投入满足生产需求,获得最大的收益,是企业刀具从业人员及管理者追求的目标。随着我国加工制造业的转型升级以及市场竞争日趋激烈,刀具降本管理已经成为考验管理者水平、提升企业收益能力的重要方面[1]。
现有关于刀具降本方面的研究,多数从某个角度进行。吴抗美结合发动机加工案例,从提高刀具效率角度,认为提高刀具的切削效率的意义远大于刀具费用节省[2]。戴荣兵提出刀具的技术管理是促进企业降低成本、增加效益的基本措施[3]。刘丰文等从刀具管理流程角度出发,认为实时采集刀具过程信息,对刀具进行全生命周期状态信息追踪管理,实现各环节数据高度集成与高效流通至关重要[4]。杨金晖等则从刀具采购管理角度,阐述了国内制造业企业刀具采购管理中如何减少资金、人力及管理成本的浪费[5]。
实际生产中,系统的降本思路和方法往往比較缺乏,有很多企业在刀具降本工作中缺少章法,只凭经验开展,如不断压低刀具的采购价格。这样看似成本降低了,但有可能因刀具品质、供应商服务水平下降导致其他成本的增加。为此,本研究提出了基于价值工程方法的刀具降本管理措施。该方法通过在刀具管理中进行实践与应用,为刀具降本工作提供系统的指导。
1 价值工程的介绍
1.1 价值工程的概述
价值工程方法是以价值为引导,从目标出发,既全面考虑,也突出重点,可以在技术研发、产品设计和生产制造等领域广泛应用。价值工程简称VE,又称价值分析,是通过对所研究对象的功能与成本进行系统分析,旨在提高研究对象价值的思想方法和管理技术[6]。价值工程可使用公式展示如下:
V =F /C
式中:V 为价值,F 为功能,C 为生命周期的成本。价值工程的核心是强调改革与创新以及组织策划能力,实践中要求多部门持续的参与。价值工程自诞生以来,已经在各行各业广泛应用,并取得了较好的效益。
1.2 提升价值的途径
价值工程中,价值是功能与成本之比,是相对的价值,因此价值V 的增加,需要关注功能F 与成本C 的相对关系。因此,价值工程应该聚焦于F 和C 之间关系的系统研究,其时间跨度则是C 消耗的整个寿命周期。按照F 和C 的相对变化关系,提升价值的途径有5 种方法(表1)。
1.3 价值工程的一般工作程序
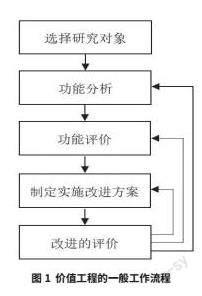
价值工程的工作程序一般可以分为5 个步骤,包括选择研究对象、功能分析、功能评价、实施改进方案和改进的评价(图1)。下面对工作流程及流程开展中常用的方法及关键点进行概述。
(1)选择研究对象:研究对象既可以是产品,也可以是流程,还可以是服务。
(2)功能分析:对功能进行定义、分析和整理,以明确功能之间的关系,分清功能类别。在应用价值工程进行分析的过程中,功能分析是关键 [7]。
(3)功能评价:通过一定的方法,评价获得功能的成本是否是最优的。
(4)实施改进方案:基于功能分析和功能评价,结合功能改进的目标,确定实施方案并组织实施。
(5)改进的评价:对改进的方案、改进的过程、以及获得的结果进行分析评价。
上述过程中,功能的分析及评价是价值工程工作程序的基础和关键。在完成这2 项流程的工作后,改进方案则需要结合具体的业务,利用已有理论及实践知识体系制定改进方案并实施验证。对验证结果进行评估并与预期目标对比分析后,往往还需要进一步进行价值工程优化工作。该程序是一种基于PDCA 思维的持续改进工作程序。
2 基于价值工程的刀具降本方案
结合汽车制造行业发动机加工刀具的实际应用情况,对基于价值工程理论指导下的刀具降本工作,进行分类论述。
2.1 BJ 发动机工厂刀具降本情况介绍
BJ 发动机厂生产某款用于商用车和乘用车的小排量发动机,年产量为35 万台,机加工件为铸铁缸体、铝合金缸盖、铸铁及锻钢曲轴,加工设备有数控加工中心、高精度磨床等。该发动机加工刀具主要包括硬质合金钻头、铰刀、丝锥、铣刀、车刀、砂轮和抛光带等,每年的刀具消耗金额约为1 200 万元。近几年随着内外部生产经营环境的变化,工厂降本增效的要求日益提升,刀具降本压力及难度逐渐提高。在此背景下,工厂以价值工程方法作为刀具降本的主要方法,以价值输出为导向,深入挖掘降本空间,3 年间实现了刀具加工成本降幅30%,取得了较好的降本成效。
2.2 基于价值工程的刀具降本方案
刀具切削要实现的功能可分为满足工艺节拍要求和满足产品质量要求这2 类。根据表1 可知,实现成本降低有5 种方式,而结合工厂刀具降本工作的实际情况,降本方法可以概括为3 类。
2.2.1 降低刀具采购以及使用成本
在满足相同功能需求的前提下,降低刀具采购以及使用成本。
2.2.1.1 降低刀具采购成本
降低刀具采购成本是刀具管理降本中较为常用的手段,包括刀具不变的前提下降低采购价格,或引入替代型号的刀具并降低采购成本,这2 种情况侧重点有所不同。降低采购价格需要培养优质刀具供应商,通过扩大采购量等方式,实现互利共赢。引入替代刀片可采取引入适当的采购竞争以及开展刀具国产化等措施,其中,刀具国产化是近几年重要的降本手段。
BJ 发动机工厂近些年来结合国内刀具行业发展情况,分阶段实施国产化,先后实施了砂条、砂轮和刀片等超硬刀具国产化,之后又进行了合金钻头、铰刀、丝锥以及硬质合金刀片类的国产化。目前工厂的刀具国产化率已经达到95% 以上,实现了刀具成本10% ~ 20% 的降幅。
2.2.1.2 降低刀具使用成本
降低刀具使用成本主要通过开展刀具優化实现。刀具优化的本质是在满足功能需求的前提下,提升刀具寿命。降低刀具使用成本的主要措施有:开展刀具寿命管理,并在刀具管理过程中,建立刀具管理数据系统,对刀具更换的原因、使用的寿命等信息进行收集,便于通过数据分析找到刀具未到寿命的原因,针对性地寻找改进机会。例如,通过技术手段进行报废刀具二次利用、刀具修磨等。
工厂将使用至寿命的精加工刀片用到粗加工刀具上,或者将使用后的刀具通过切割、焊接等方式改制,重新发挥其作用,从而达到报废刀具二次利用的目的。刀具修磨则是刀具管理中重要的降本方式,通过对钻头、铰刀、铣刀、丝锥和刀片类的修磨,可以极大提升刀具的寿命周期。刀具修磨的关键是控制好单次使用寿命与修磨量的关系,确定最佳的匹配关系,避免因单次过度使用造成刃口磨损量过大问题。
2.2.2 减少刀具消耗实现降本
工厂可以通过功能的降低,减少刀具消耗以实现成本的降低。具体措施可以从产品设计、过程控制和切削效率3 个方面考虑。
2.2.2.1 减少非必要的设计要求
对产品的设计输出,即产品图纸上所要求的尺寸公差等开展评审和分析,取消不必要的加工特征,修改产品设计中过于严格的尺寸公差,以减少不必要的加工浪费。以发动机缸体加工为例,通过生产部门与设计部门的联合评审、加工验证,取消了缸体某机型机油滤清器内孔加工,实现加工成本的降低。
2.2.2.2 减少非必要的过程要求及过程控制
对产品的工艺过程开展分析,实施生产过程的精益化。如实现曲轴油封工艺优化,减少粗抛过程。曲轴油封目前的工艺过程为粗车、精车、磨削、粗抛光和精抛光( 粗糙度为Ra0.2 ~ 0.6),经过评估和数据分析发现,曲轴油封磨削后的粗糙度可以达到Ra0.8,已经可以满足精抛光的基础要求,可以取消粗抛过程减少加工浪费。因此在经过产品验证后,曲轴油封的加工工艺取消了粗抛过程。
2.2.2.3 减少切削效率浪费
在生产加工中,经常存在一些刀具切削参数过高导致的加工浪费。因此在生产过程中,通过建立刀具参数管理形成工艺规范,对刀具参数的合理性进行评价和优化,通过工艺图纸、变更管理进行继续改进和受控管理。
2.2.3 提升功能实现收益大于成本
通过提升功能(产品质量和加工效率),实现收益大于刀具成本的增加。
2.2.3.1 提升产品质量
对产品的加工特征进行深入的评估,评估其功能的合理性、功能指标以及尺寸公差的合理性和经济性,并进行优化改进。此外,对加工质量的结果及过程进行监控与分析,以寻求质量改进的机会。加工过程中,可以通过统计过程控制(SPC)找出生产加工中质量不足的过程及主要问题进行攻关。尤其是在解决加工质量不足而导致的刀具换刀和工时增加等成本损失时,需要以数据为出发点,对换刀数据和质量数据进行常规化的改进和攻关。
2.2.3.2 提升加工效率
生产中通过切削参数优化、工艺平衡、刀具结构优化以及刀
3 基于价值工程的刀具应用案例
以BJ 发动机工厂中缸体加工刀具成本优化为例,按照价值工程的工作程序,选择具体的刀具为研究对象,对其进行功能分析与评价,并采取一些技术措施达到刀具价值的提升。
3.1 选择研究对象
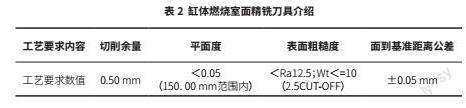
BJ 发动加工中,刀具成本最高的为缸体燃烧室面精铣刀具,选择该刀具做为研究对象进行价值分析(表2)。因其要实现较高的加工精度和加工效率,采用的是直径200.00 mm 刀盘、18 个刀片布局的高速切削铣刀,刀片材质为立方淡化硼。18 个刀片中半精铣刀片15 个,精铣刀片3 个,通过刀具的调整机构实现精刀片与半精刀片有0.02 mm 的刃高差值,以提升加工精度。刀具的切削转速为1 300 r/min,进给速度为3 360.00 mm/min。
3.2 功能分析与功能评价
综合加工工艺情况,分析并确定该刀具需要满足的5 个功能:实现一定的切削速度、满足加工尺寸、满足平面度、满足粗糙度和控制刀具调整等辅助时间。
3.2.1 功能数据的建立
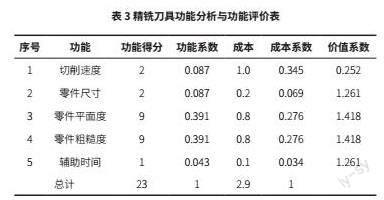
组织工艺人员、质量人员和刀具人员对其功能进行打分,并计算出各功能的功能系数,对各功能的成本进行核算,并计算出成本系数(表3)。由于加工尺寸、平面度和粗糙度是产品的特性要求,生产过程中会使用失效模式分析工具(FEMA 工具)对其风险顺序数RPN 值(重要程度、频度和失效探测度三者的乘积)进行评价。RPN 值在一定程度上反映了功能得分,故在满足这3项功能时以RPN 值为参考,切削速度、辅助时间的功能评分也以此为参考。功能得分范围为1 ~ 10 分,功能的重要性越高分数越高,多人打分后平均值四舍五入取整数。功能系数为单项功能得分与功能总分的比值;成本数值为获得该功能的刀具单件消耗成本;成本系数为单项成本与总成本的比值;价值系数为功能系数与成本系数的比值[8]。
3.2.2 功能的评价
价值系数等于1,说明针对该项功能的投入比较均衡;价值系数大于1 或者小于1,说明该功能的实现与功能的成本投入不相匹配。从表3 的数据可以看出:切削速度的价值系数(0.252)远小于1,说明为了满足该功能所消耗的成本过高;而其他四项功能的价值系数大于1,则说明这些功能使用的成本大于所消耗的成本[9]。
3.3 制定与实施改进方案
3.3.1 通过平衡工艺、优化刀具以平衡切削速度该刀具在实现切削速度的功能方面,投入存在明显的失衡,即投入过多。经过调查发现,前期工艺设计时,该工位为了满足生产节拍要求,采用了18 齿的高速切削方案,该方案成本高。为降低成本,通过整线工艺优化,把该工位的部分加工特征转移至其他工位后,该工位的节拍有较大的空余,为该刀具切削速度调整创造了条件。基于以上,在不增加刀盘投入的情况下,将原刀盘减齿处理,同时进行了参数优化。通过上述措施,刀具的加工成本降低了0.7 元/ 件。
3.3.2 通过调整工艺顺序提升工件平面度
改进前的工艺是先铣面,后镗缸孔。通过测量发现,由于镗孔过程中孔边缘存在一定的微小变形,会影响零件的整体平面度,导致其过程能力不足。优化后的工艺为先镗孔、再铣面,工艺调整后工件平面度的过程能力有了明显提升。
3.3.3 优化刀具设计及调整方式,改善工件表面粗糙度
刀具寿命低的主要原因是产品粗糙度达不到要求。通过分析发现,刀具修光刃采用全长刃口,如果通过调整刀片实现刀刃角度要求,调整难度大,角度一致性不足,刀尖磨损后,工件表面纹路较粗糙。为此,取消了调整机构并对刀片结构进行优化。通过上述改进,刀片实现了同一刃口兼具切削及再次修光功能,提升了工件表面质量,刀具寿命提升了2 倍[10]。
3.4 改进的评价
通过优化刀片布局和参数优化,对该刀具的切削效率进行了平衡。通过实施切削工艺优化、刀具设计改进,实现了产品平面度提升、粗糙度等功能改善。上述改进措施进一步提升了该刀具功能与成本的匹配程度,产品质量提升的同时,也减少了刀具消耗。
4 结束语
在机加工行业竞争激烈、整体利润微薄的背景下,结合机加工刀具降本案例分析,本文对价值工程方法的基本原理、应用程序、价值工程方法指导下的降本方案以及应用成果等进行了介绍和总结,得出如下结论。
(1)价值工程可以将刀具管理降本置于整个生产系统,以及基于成本投入和功能产出的价值视角中,不仅可以聚焦到个体刀具、具体工位上,还可以着眼整个刀具的生命周期及整个生产系统以开展降本工作。
(2)本论文在功能确认及功能评价中,引入FEMA 工具,將FEMA 中RPN 值转化为功能得分,提升了功能评分的准确性。
(3)机加工刀具降本应在技术研究及应用的基础上,通过价值工程方法,实现降本管理由基于成本的角度,向基于价值的角度转变。
(4)本论文将价值工程方法引入刀具降本管理中,有助于指导生产从业人员系统地开展降本工作,有利于提升企业的刀具管理水平和盈利能力。
【参考文献】
[1] 周翔. 数控刀具成本控制与管理分析[D]. 重庆: 重庆大学,2007.
[2] 吴抗美. 发动机加工的刀具规划与管理[J]. 汽车与配件,2010(10):16-18.
[3] 戴荣兵. 注重刀具技术管理, 促进企业降本增效[J]. 企业技术开发,2014,33(30):20-22.
[4] 刘丰文, 董惠敏, 钱峰. 刀具全生命周期智能管理系统开发[J]. 组合机床与自动化加工技术,2015(11):137-140.
[5] 杨金晖, 王玉刚. 国内制造业企业刀具采购管理模式创新研究[J]. 铁路采购与物流,2020,15(12):43-44.
[6] 汪丽. 基于价值工程的项目成本控制研究[J]. 建筑经济,2018,39(09):48-51.
[7] 刘木子云, 周子哲. 价值工程方法在研发成本管控中的应用[J]. 财会通讯,2019(05):106-108.
[8] 叶敏娣, 程仲鸣. 价值分析视角下企业产品成本控制探讨[J]. 财会通讯,2012(11):101-102.
[9] 杨勤, 石若好, 熊文彬, 等. 基于价值工程的产品优化设计研究[J]. 包装工程,2019,40(12):279-282.
[10] 商成超. 一种复合铣削修光刀片的制作方法:202022755229.X[P].2021-09-03.
作者简介:
商成超,硕士,高级工程师,研究方向为机加工工艺开发及刀具管理。
