核电站海水循环水泵部件腐蚀原因分析及处理
2023-06-02张云乾马向阳高倩钰张晓虎
张云乾 马向阳 高倩钰 张晓虎
(1. 江苏核电有限公司,江苏 连云港 222024;2. 中冶检测认证有限公司,北京 100088)
0 引言
田湾核电站海水循环采用的是俄罗斯OB2-185E型泵,立式安装,下部是工作叶轮,海水通过泵管由-10M提升到+2M,进入凝汽器水室,海水循环水泵长期处于苛刻的海水腐蚀环境中,OB2-185E泵的初始防腐设计是通过材料自身的耐海水腐蚀特性来实现的,主要部件都选用不锈钢材料,部件材料见表1所示,在泵的入口及出口处分别设置了一段A3钢材料的管段,此两段管道各安装6块牺牲阳极,阳极尺寸为(350+300)×(140+100)×65mm,铁脚尺寸30×30×3mm,重7.5Kg,泵体结构示意图及牺牲阳极布置图见分别如图1、图2所示。循泵由多种材质构成,内部防腐的好坏取决于阳极保护的效果,不当的阴极保护会带来腐蚀问题甚至影响设备的正常运行[1-4]。
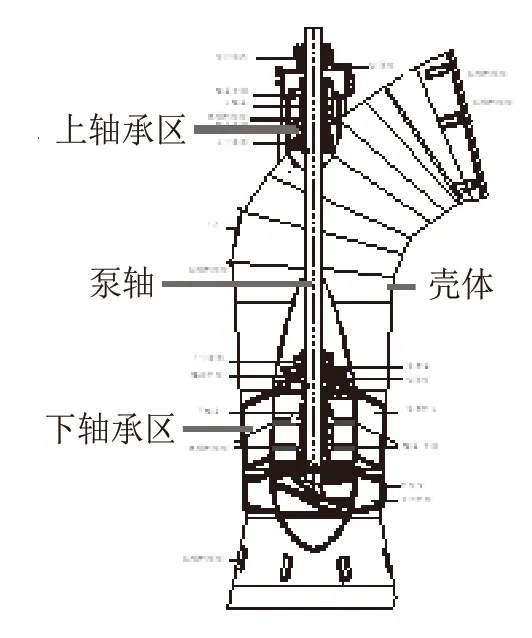
图1 泵体结构示意图
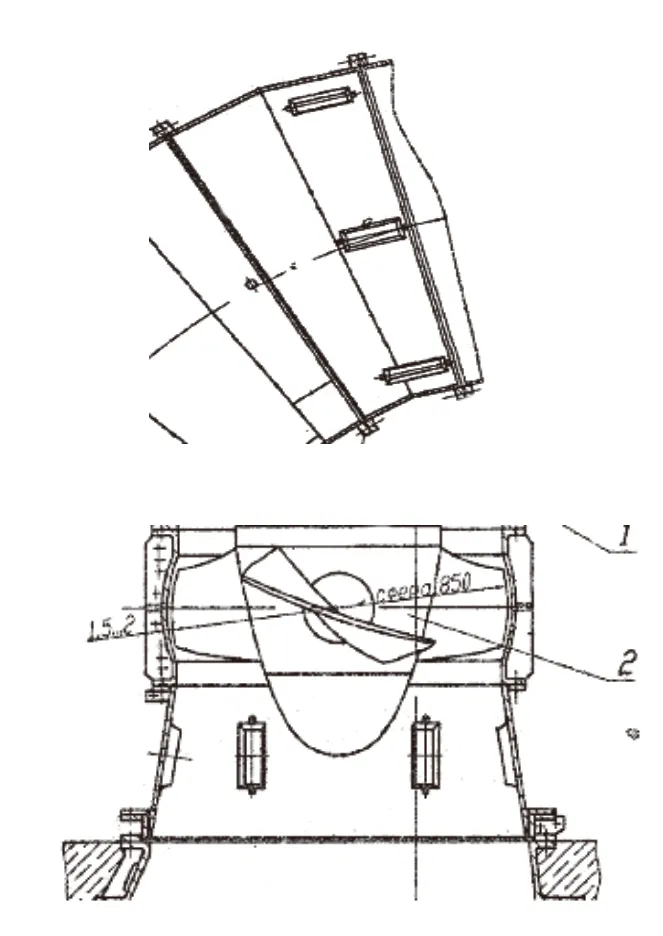
图2 进出口牺牲阳极
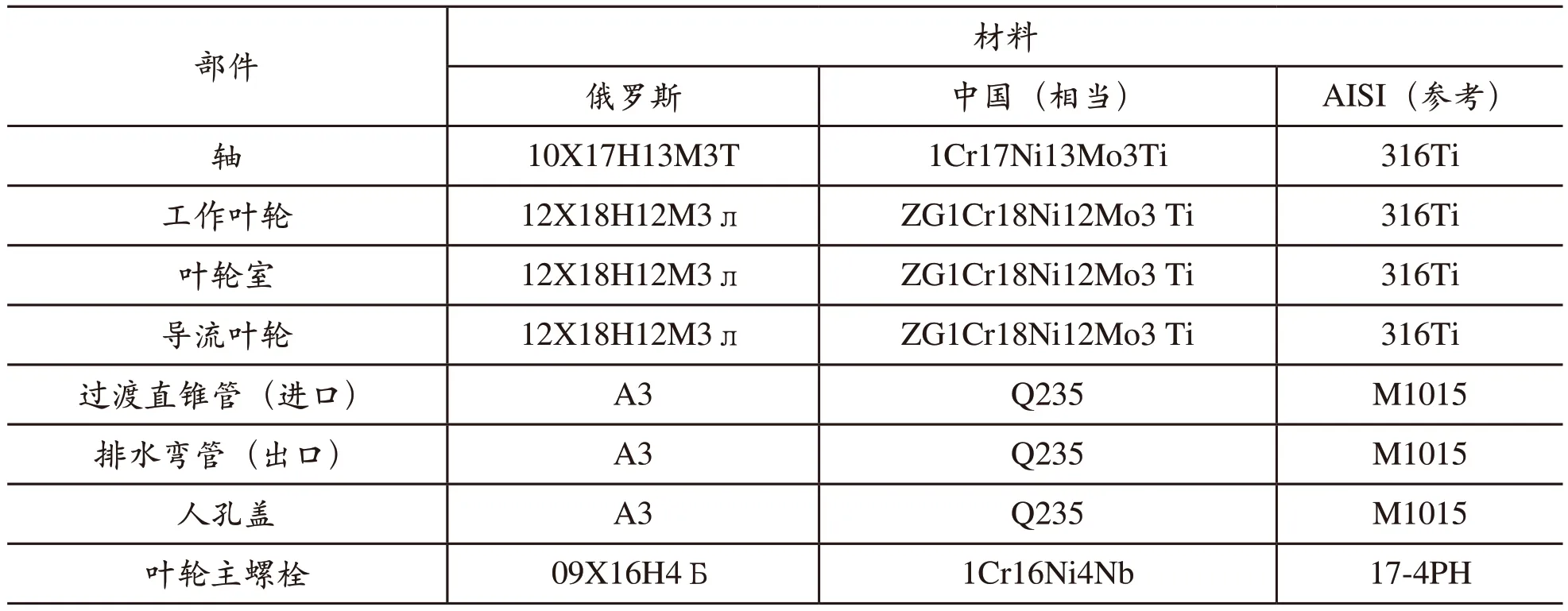
表1 PAC循泵主要零部件材料表
循泵的冷却介质都是黄海连云港市高公岛乡海域的海水,地处季风气候的海滨地区,地理坐标119°27′33″E,34°41′09″N。海水表层平均温度14.8℃,夏季25.6℃,冬季3.8℃,最高31.5℃,最低-2.0℃,海水成分如表2所示。

表2 田湾核电海水成分表
1 腐蚀缺陷及原因分析
2005年设备普查时在循泵泵体上发现过一些腐蚀问题,这些腐蚀问题主要是由于设备调试期间,泵进海水试转后,长时间没有运行,滞留海水和泥沙沉积造成的不锈钢部件的局部腐蚀,表象多为缝隙腐蚀和点蚀,采取了一些措施如加装淡水冲洗管线,泵壳外增加电连接,对泥沙分离器扩孔等,这些措施在一定程度上解决了或者缓解了一些腐蚀问题。在后期解体检修时,主要发现下面几个显著的腐蚀问题。
1.1 循泵进出口阳极脱落
在前几次大修中,多次发现有牺牲阳极脱落或半脱落,脱落的阳极在泵的涡流作用下与叶轮间歇性碰触,会造成泵入口异音、循泵停泵、机组降功率运行。脱落的部位都是在牺牲阳极铁脚与碳钢管道的结合处。
此类阳极是俄罗斯供货,外形近似我国A11E-8型号阳极,阳极脱落后,取样进行了化学成分和电化学指标的实验,结果显示如表3所示。

表3 样品化学成分
目前,Al-Zn-In系合金是国内外公认的铝牺牲阳极系列,化学成分如表4所示。其中铝是自钝化金属,活性强,表面极易钝化,若要作为牺牲阳极材料,只能通过合金化限制和阻止表面形成连续性氧化膜,促进表面活性,使合金具有较负的电位和较高的电流效率。作为牺牲阳极用的铝合金,一般会填加5%左右的锌,Zn 锌作为铝阳极的合金元素有如下特点:

表4 Al-Zn-In系合金阳极的化学成分
(1)有助于铝的合金化,成分均匀;
(2)使铝的电位负向移动0.1~0.3V;
(3)易活化,产物易脱落。为使阳极的腐蚀产物更易脱落,在Al-Zn两元合金基础上填加In,这样阳极表面生成一层胶状的腐蚀产物,较为松软,易被水冲掉,Al-Zn-In系合金的腐蚀形态不够均匀,有蚀坑,为了进一步改善阳极性能,现在又在Al-Zn-In中填加Cd、Sn、Si及Mg等元素。
分析俄罗斯供的阳极化学成分,未检测到In和Cd等有益的合金元素,因此表面腐蚀产物不容易溶掉,从而积聚结壳,将阳极包裹,如图3所示,这种包裹使阳极钝化,进而加速阳极的极化,降低甚至丧失原有的保护功能,失效而脱落的阳极如图4所示。

图3 阳极腐蚀产物包裹示意图

图4 实际脱落的阳极形貌
阳极在安装前,没有采取重防腐涂料保护阳极背面,阳极工作后,阳极背面和被保护体之间缝隙中腐蚀产物体积扩张且又难以溶于海水,使阳极铁脚承受巨大的拉应力;另一方面,由于俄供阳极成分单一,腐蚀产物溶解性极差,造成阳极外表面结壳,阻止阳极连续反应,无法释放保护电流,使碳钢铁脚失去保护,直接暴露在海水中迅速发生腐蚀,在拉应力的联合作用下,最终断裂。
1.2 循泵叶轮主螺栓局部腐蚀
叶轮连接主螺栓材料为07X14H4Б,是一种低碳马氏体不锈钢,是非常优良的水轮机、水泵零件用材料,其有着优异的机械性能,屈服强度达到800MPa,主螺栓安装后,位于导流罩内,安装的位置如图5、图6所示。在泵运行期间,导流罩内海水属于非流动海水,并且会有淤泥沉积下来,腐蚀环境比较苛刻,而螺母材料为高温变形不锈钢,由于螺栓材料(马氏体不锈钢)在海水中的抗蚀性低于部件基材和螺母材料,所以被腐蚀的都是螺栓,相当于牺牲了螺栓,保护了螺母和其他附近部件。
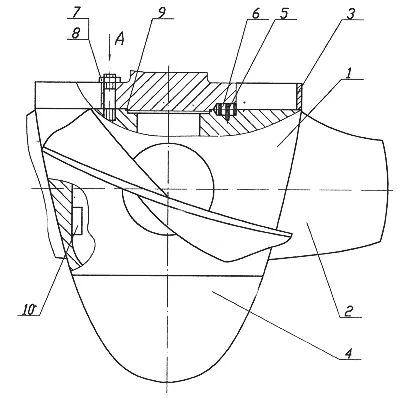
图5 叶轮主螺栓的装配图

图6 叶轮主螺栓安装位置图
而对于进口段的碳钢管段及牺牲阳极所产生的保护阴极电流,由于导流罩的强大的电流屏蔽作用,根本到达不了主螺栓部位,所以此处螺栓完全处于非保护状态。淤泥的沉积及电化学的双重作用,产生的特征明显的沉积腐蚀形貌[1],如图7所示,螺栓拆除清洗后的形貌如图8所示。

图7 主螺栓在安装位置的腐蚀形貌

图8 主螺栓清洗后的腐蚀形貌
2 处理方案及效果验证
2.1 PAC循泵进出口阳极处理及效果验证
根据阳极的脱落原因,采取了如下几项措施:(1)提出物项替代,将原俄供阳极更换为国产的双铁脚铝锌铟三元合金阳极;(2)编制阳极更换程序,程序中作出明确规定,在阳极安装前,阳极背面必须涂装重防腐涂料;(3)在阳极安装后,将所有外露的阳极铁脚,采取重防腐涂料涂装保护。安装后的阳极状态如图9所示。

图9 阳极安装后的形貌
阳极安装后经过几个大修周期的验证,阳极消耗均匀,腐蚀产物脱落正常,阳极铁脚连接紧固,如图10所示。被保护体处于阴极保护状态未见腐蚀,未再发生阳极脱落导致机组停泵降功率事件。

图10 阳极使用10个月后的形貌
2.2 循泵叶轮主螺栓处理及效果验证
主螺栓安装位于导流罩内部,由于电流屏蔽效应,外部的牺牲阳极的保护电流难以到达,所以现场采取两项措施进行了改进:
(1)在叶轮主螺栓外围一周加装环形铁牺牲阳极,对其进行补充阴极保护,如图11、图12所示;

图11 环形铁阳极

图12 叶轮的主螺栓安装位置的实物照片
(2)对所有螺栓的外露部分加装保护罩,并采取密封胶密封,防止海水进入内部,达到隔绝电解质的目的,安装后如图13所示。

图13 主螺栓加保护罩后的形貌
经过几个大修周期,拆除保护罩后,螺栓头部未见腐蚀,保护良好,如图14所示。

图14 使用一个大修周期后的形貌
3 结语
核电站的海水系统的腐蚀问题根据各个电站所处的海域,设备材料等级,运行工况等有所不同,海水的腐蚀性较强,同时构成海水系统的材料种类繁多,极易构成电偶腐蚀电池,导致局部腐蚀的发生,如果由于阳极材料与环境不匹配,阴极保护电流屏蔽等原因导致阴极保护效果较差,将无法抑制腐蚀的发生,本文所述的几个腐蚀问题也多为不锈钢材料的局部腐蚀(如点蚀,缝隙腐蚀等),根据腐蚀类型采取相应的防腐工艺措施,经过验证是能够很好的抑制腐蚀的发生的,进而保证机组安全可靠运行,以海水主循环泵的腐蚀原因分析与良好应对措施为例,对于核电站海水系统腐蚀与防护工作有以下几点建议:
(1)加强交流,借鉴同行的成功经验;
(2)灵活运用各种防腐蚀工艺,如热喷涂,涂装,阴极保护,衬里等技术,调查引起腐蚀的主要原因后,需要针对性的调整防腐措施;
(3)建立设备腐蚀档案,对腐蚀进行预测和监督,以“防”为主。