雪尼尔纱形态结构的调控机理及其纺制工艺设计
2023-05-30林维薛元金淑兰罗军柳群豪
林维 薛元 金淑兰 罗军 柳群豪

摘 要:雪尼尔纱的形态结构参数包括雪尼尔纱的线密度,饰纱的排列密度,雪尼尔纱的直径和雪尼尔纱的捻度等。为了探讨雪尼尔纱形态结构的调控机理,以前罗拉的线速度,饰纱的卷绕速度和隔距片的宽度作为设计参数,研究了基于雪尼尔纺纱机改变雪尼尔纱饰纱排列密度和饰纱宽度,实现调控雪尼尔纱形态结构的纺纱工艺,设计并纺制了不同规格的雪尼尔纱。结果表明:通过改变前罗拉线速度和饰纱卷绕速度,可以在纺制同一根雪尼尔纱时连续变化饰纱的排列密度,呈现出不同的形态结构。其中,改变前罗拉线速度时,同一雪尼尔纱中饰纱的排列密度倍率最高可达3.3倍;改变饰纱卷绕速度时,同一雪尼尔纱中饰纱的排列密度倍率可达到4倍;通过改变隔距片宽度,可以纺制不同直径宽度的雪尼尔纱。本文研究了雪尼尔纱形态结构参数的调控机理,实现拓宽雪尼尔纱的纺制工艺从而提高雪尼尔产品的市场竞争力。
关键词:雪尼尔纱;形态结构参数;线密度;饰纱排列密度;调控机理;工艺设计
中图分类号:TS154.7
文獻标志码:A
文章编号:1009-265X(2023)03-0036-09
基金项目:金华市级技术创新项目(金经信投资[2021]47号)
作者简介:林维(1999—),女,福建莆田人,硕士研究生,主要从事纺织品数字化设计与加工技术方面的研究。
通信作者:薛元,E-mail:fzxueyuan@qq.com
雪尼尔纱又称绳绒,是一种新型花式纱线,是用两根长丝(或股线)做芯纱,通过加捻将饰纱以螺旋状夹持在两根芯纱中间纺制而成[1]。雪尼尔纱因其羽绒丰满、手感柔软、织物厚实而质地轻盈的特点,被广泛地应用于家纺,如沙发布、地毯、窗帘布及针织服装等领域[2-3]。目前,雪尼尔纱的加工技术改进主要集中在设备研发,意大利集团GIESSE提出了连续蒸纱机用于雪尼尔纱的后整理技术,基于雪尼尔纱的加工流程提出了全电脑控制的雪尼尔纺纱机和质量检测系统[4]。当今雪尼尔纱市场特点为全球范围内生产能力过剩,价格大幅度下降,对雪尼尔纱的要求不断提高。为了提高雪尼尔纱的市场竞争力,雪尼尔纱的加工工艺技术亟待改进[5-6]。
相较雪尼尔纺纱设备的推陈出新,雪尼尔纱的纺制工艺还停滞不前,与研发或者购置新设备相比,对纺纱工艺进行改进能够节约成本,提供更多的可行性。其中,雪尼尔纱的形态结构参数与调控机理对研究雪尼尔纱的纺制工艺具有重要意义。因此本文重点研究基于雪尼尔纺纱机隔距片缠绕速度、前罗拉喂入芯纱的线速度、隔距片宽度等工艺参数的变化调控雪尼尔纱形态结构的机理,以拓宽雪尼尔纺纱机的工艺及品种的适应性。
1 雪尼尔纱的纺纱工艺参数及其成纱原理
1.1 雪尼尔纱的形态特征与结构参数
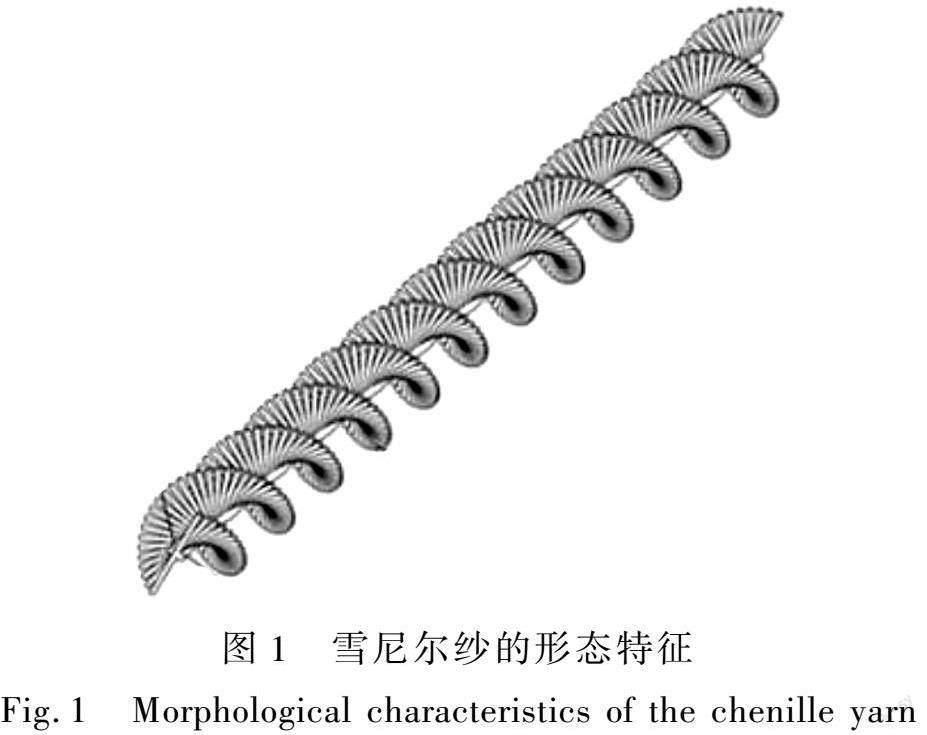
雪尼尔纱是通过被环锭加捻的芯纱夹持垂直喂入的饰纱,在捻回力的作用下饰纱呈螺旋状分散开来形成雪尼尔纱独特的外观,因此雪尼尔纱是一种呈螺旋状的纱线,如图1所示。雪尼尔纱的形态结构对于所纺制的织物的风格、结构与性能具有重要的影响。通常用于表达雪尼尔纱形态结构的参数包括:雪尼尔纱的线密度、雪尼尔纱的直径、雪尼尔纱的捻度和饰纱的排列密度。雪尼尔纱的纺制过程就是通过原料的配置、纺纱工艺参数的配置、雪尼尔纺纱机运动参数的配置来调控雪尼尔纱的形态结构参数,实现特定雪尼尔纱的纺制。
1.2 雪尼尔纺纱机的组成
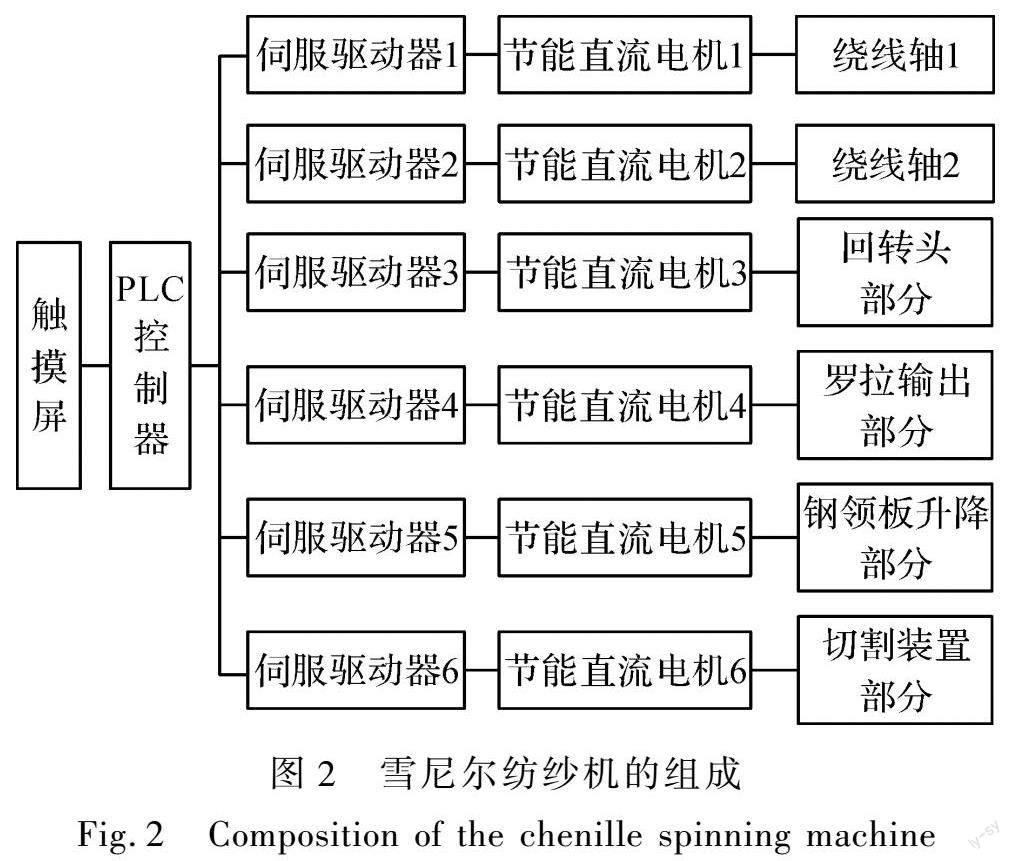
不同形态结构的雪尼尔纱需通过可数控的雪尼尔纺纱机纺制而成。数控雪尼尔纺纱机包含控制系统、伺服驱动系统和机械系统,如图2所示。控制系统由上位机触摸屏、下位机PLC和控制程序软件等组成;伺服驱动系统由伺服驱动器、变频器、伺服电机等组成[7];机械系统由饰纱的隔距片缠绕与饰纱切断系统、芯纱喂入系统、切断的饰纱与芯纱垂直相交并由加捻芯纱握持的加捻系统、雪尼尔纱的卷绕系统组成。其中饰纱的隔距片缠绕与饰纱切断系统由回转头部分和切割装置部分组成,芯纱喂入系统由罗拉输出部分组成,切断的饰纱与芯纱垂直相交并由加捻芯纱握持的加捻系统和雪尼尔纱的卷绕系统由钢领板升降部分和绕线轴组成。通过控制系统,伺服驱动系统和机械系统的协同运作,实现雪尼尔纱的纺制。
1.3 雪尼尔纱的成纱过程
如图3、图4所示,饰纱1通过回转头部分缠绕在隔距片6上,隔距片上的饰纱在前罗拉4的带动下推向切割装置7,切割装置上的刀片将缠绕在隔距片上的绒线圈切割为两段,分别夹持在绕过前罗拉4的上下芯线2和3之间,在环锭加捻的作用下一方面使得芯纱握持夹紧饰纱,另一方面使得饰纱螺旋状散开形成雪尼尔纱8[8]。
1.4 雪尼尔纱纺纱工艺
雪尼尔纱的成纱线密度由芯纱的线密度和饰纱的线密度两部分组成,其平面结构如图5所示[9]。
隔距片的宽度决定饰纱的宽度,范围在0.8~3.6 mm,饰纱的宽度即雪尼尔纱的直径,雪尼尔纱的直径由隔距片宽度决定。但在实际纺纱中,雪尼尔纱的直径与捻度具有一定关系,由于芯纱的加捻使得绒纱发生弯曲,实际直径将小于隔距片的宽度1~2 mm[10-11]。
2 雪尼尔纱形态结构的调控机理
雪尼尔纱的形态结构参数包括:线密度、直径和捻度。影响雪尼尔纱线密度的主要因素为饰纱的排列密度,影响雪尼尔纱直径的主要因素为饰纱的宽度,即隔距片的宽度,影响雪尼尔纱捻度的因素为前罗拉的线速度和锭子的转速。因此可以推算出调控雪尼尔纱形态结构的方法主要有改变饰纱的排列密度以及改变饰纱的宽度。其中,改变饰纱排列密度的方法包括改变前罗拉的线速度或改变饰纱的卷绕速度[12],改变饰纱宽度的方法包括改变隔距片的宽度。本文重点研究通过变化雪尼尔纱线密度和雪尼尔纱的直径调控雪尼尔纱形态结构的机理。
对于雪尼尔纱,通过饰纱排列密度(m+Δm)的变化,或饰纱宽度(h+Δh)的变化,可实现雪尼尔纱线密度(ρt+Δρt)的变化。
则雪尼尔的线密度为:
2.1 基于前罗拉线速度调控雪尼尔纱形态结构参数的机理
通过改变前罗拉的线速度调整芯纱的速度,从而变化隔距片上饰纱的堆积密度,改变饰纱的排列密度。通过饰纱排列密度(m+Δm)的变化,可实现雪尼尔纱线密度(ρt+Δρt)的变化,调控雪尼尔纱的形态结构。其中饰纱宽度(h+Δh)保持不变,即Δh=0,则式(8)可简化为:
2.2 基于饰纱卷绕速度调控雪尼尔纱形态结构参数的机理
改变饰纱的排列密度可以通过改变回转头的转速,从而改变隔距片上饰纱的卷绕速度。改变饰纱卷绕速度也是通过变化饰纱排列密度(m+Δm),调控雪尼尔纱线密度(ρt+Δρt)的变化。饰纱宽度(h+Δh)保持不变,则基于饰纱卷绕速度调控雪尼尔纱形态结构参数的机理同式(9),饰纱排列密度的变化(m+Δm)同式(11)。
保持前罗拉速度恒定,即Δω≠0,Δvq=0,则式(11)可简化为:
2.3 基于隔距片宽度调控雪尼尔纱形态结构参数的机理
改变饰纱的宽度可以通过改变隔距片的宽度来实现。通过饰纱宽度(h+Δh)的变化,既实现雪尼尔纱线密度(ρt+Δρt)的变化,又实现了雪尼尔纱直径的变化,调控了雪尼尔纱的形态结构。其中饰纱的排列密度(m+Δm)保持不变,即Δm=0,则式(8)可简化为:
3 不同规格雪尼尔纱的纺纱工艺设计
通过分析雪尼尔纱形态结构的调控机理,可以纺制出不同规格的雪尼尔纱。本次将通过以下3种方法进行试验:a)保持饰纱卷绕速度和隔距片宽度恒定、变化前罗拉线速度;b)保持前罗拉线速度和隔距片宽度恒定,变化饰纱的卷绕速度;c)保持饰纱的卷绕速度和前罗拉线速度恒定,变化隔距片宽度。
3.1 基于前罗拉线速度的变化纺制雪尼尔纱的工艺设计
当前罗拉转速降低时,隔距片上饰纱的堆积密度增加,则饰纱的排列密度增加,雪尼尔纱的成纱线密度增大;当前罗拉的转速增加时,隔距片上饰纱的堆积密度降低,则饰纱的排列密度降低,雪尼尔纱的成纱线密度减小。
在XXNE-200型雪尼尔纺纱机上,选择2根33.3 tex的果绿色原液着色长丝(浙江华欣新材料有限公司)为饰纱,2根83.3 tex的涤纶(常山县中迪制线有限公司)为芯线纺制雪尼尔纱。其中,雪尼尔纺纱机的隔距片宽度为1.2 cm,前罗拉的直径为3 cm,前罗拉的转速为102 r/min,锭子的转速为3500 r/min,回转头的转速为9700 r/min,计算得到前罗拉的线速度为8.3 m/min,单位捻回夹持的饰纱根数为6根。雪尼尔纱的成纱线密度可由式(3)计算得出,饰纱的排列密度和前罗拉的线速度可由式(4)和式(5)计算得到。其中,实验的工艺设计参数如表1所示,实际测量参数如表2所示。
在纺纱过程中,雪尼尔纺纱机保持锭子转速不变,当前罗拉转速降低时,雪尼尔纱的捻度会相应增加,因此在纺制雪尼尔纱的过程中依靠改变前罗拉的转速来调节捻度。由式(6)可以得到,在保持回转头转速和锭子转速不变的情况下,单位捻回夹持的饰纱根数保持不变。因此,当前罗拉速度降低,而回转头速度恒定时,隔距片上饰纱的排列密度会随着前罗拉转速的降低而增加,相应地需要增加捻回数以夹持密度增加的饰纱,由于饰纱局部的高密度堆积形成局部捻回数的增加,从而增加了单位长度饰纱的排列密度以及雪尼尔纱的线密度。
在实际纺纱过程中,由于局部捻度的快速和大量增加,高捻度区的捻度会向低捻度区转移,捻度的增加也具有一定的限度。因此,实验表明在实际生产中密度比的实际倍率无法达到4倍,最高可达到3.3倍。
3.2 基于饰纱卷绕速度的变化纺制雪尼尔纱的工艺设计
回转头的转速控制饰纱卷绕在隔距片上的速度,回转头的转速越快,饰纱卷绕在隔距片上的速度
就越快,芯纱单位捻回夹持的饰纱根数就越多,雪尼尔纱的线密度就越大。回转头的转速越慢,饰纱卷绕在隔距片上的速度就越慢,芯纱单位捻回夹持的饰纱根数就越少,雪尼尔纱的线密度就越小。
基于饰纱卷绕速度的变化纺制捻度为420的不同规格雪尼尔纱,雪尼尔纺纱机的参数、饰纱线密度和芯纱线密度同3.1。前罗拉的线速度为102 r/min保持不变,回转头的初始转速为9700 r/min。雪尼尔纱的成纱线密度、饰纱的排列密度和前罗拉的线速度可由1.4中的公式计算得到。其中,实验的工艺设计参数如表3所示,实际测量参数如表4所示。
在保持前罗拉转速和锭子转速恒定的情况下,雪尼尔纱的捻度保持不变。因此在改变回转头转速的情况下是通过改变单位捻回夹持的饰纱数量来改变雪尼尔纱的饰纱排列密度,回转头的转速越快,单位捻回夹持的饰纱数量就越多;回转头的转速越慢,单位捻回夹持的饰纱数量就越少。因捻度恒定,在改变前罗拉转速时不存在捻度的转移,但单位捻回夹持的饰纱数量也具有一定的限度,当单位捻回夹持的饰纱數量增加,捻系数会相应地发生变化。
3.3 基于隔距片宽度变化纺制雪尼尔纱的工艺设计
隔距片的宽度即决定了雪尼尔纱的直径。隔距片的宽度越大,雪尼尔纱的直径越长,雪尼尔纱的线密度越大。隔距片的宽度越小,雪尼尔纱的直径越短,雪尼尔纱的线密度越小。
选择6根16.7 tex的涤纶丝(浙江华欣新材料有限公司)做饰纱,2根62.5 tex的涤纶(常山县中迪制线有限公司)为芯线,纺制捻度为520的雪尼尔纱。其中,初始隔距片宽度为6 mm,锭子的转速为
4850 r/min,回转头的初始转速为10792 r/min,计算得到前罗拉的线速度为9.3 m/min,单位捻回夹持的饰纱根数为13根,饰纱的排列密度为70根/cm。其中,实验的工艺设计参数和测试参数如表5所示。
在保持前罗拉与回转头速度恒定的状态下,雪尼尔纱的锭子转速与捻度也保持恒定。因此饰纱排列密度和单位捻回夹持的饰纱根数也保持不变。通过改变隔距片的宽度以改变饰纱的宽度,即改变雪尼尔纱的直径,能够有效且直观地改变雪尼尔纱的粗细度。
4 不同规格雪尼尔纱纺制的雪尼尔产品
根据上述工艺可在雪尼尔纺纱机上通过3种方法纺制出不同规格的雪尼尔纱,基于前罗拉线速度的变化纺制的雪尼尔纱如图6所示,基于饰纱卷绕速度变化纺制的雪尼尔纱如图7所示,基于隔距片宽度变化所纺制的雪尼尔纱如图8所示。
为了展示不同规格雪尼尔纱在雪尼尔织物上的
风格特征,通过簇绒织机将以上3种方法纺制的不同规格的雪尼尔纱织制成雪尼尔簇绒地毯。在簇绒织机上将图6的雪尼尔纱织制为簇绒地毯,其中雪尼尔地毯的毛高为2.7 cm,针距为1.5 cm,针密为1.2 cm,经过后整理得到样品图如图9所示。在簇绒织机上将图7的雪尼尔纱织制为簇绒地毯,其中雪尼尔地毯的毛高为2.0 cm,针距为1.5 cm,针密为1.2 cm,经过后整理得到样品图如图10所示。采用图8中编号6和编号2的雪尼尔纱通过簇绒织
机织制为雪尼尔簇绒地毯,其中,矮毛处绒高为1.0 cm,针距为0.7 cm,针密为0.9 cm,高毛处绒高为1.2 cm,针距为,1.2 cm,针密为0.9 cm,经过染色及后整理后织得的样品如图11所示。
5 结 语
本文主要介绍了通过变化饰纱的排列密度和饰纱的宽度来调控雪尼尔纱的形态结构参数,并采用雪尼尔纺纱机通过3种不同的方法调控雪尼尔纱的形态结构,分别进行上机实验纺制出不同规格的雪尼尔纱。通过调控雪尼尔纱的形态结构,可增加雪尼尔纱的工艺多样性,但仍存在诸多限制,对此总结了如下几点不足与展望:
a)目前可数控纺纱机还无法支持在同次纺纱中连续自动更换隔距片,因此无法实现在同一根雪尼尔纱上变化直径,雪尼尔纺纱机的改进可在自动更换隔距片上进行进一步的研究。
b)通过改变前罗拉线速度来纺制雪尼尔纱,饰纱的排列密度和捻度都会发生变化。若通过控制系统规律性地变化饰纱的排列密度,则在雪尼尔纱上会形成高密度区与低密度区,高密度区和低密度区的捻系数各不相同,同时高密度区的捻度会向低密度区转移,捻度的转移与饰纱排列密度的疏密以及纺纱时间具有一定的关系,但未对捻度转移的影响因素进行探讨。
c)通过变化回转头的转速纺制雪尼尔纱时,单位捻回所夹持的饰纱根数会发生变化,由于受到设备限制,未对单位捻回所夹持的饰纱根数上限进行研究,若设备支持,可进一步深入研究。
参考文献:
[1]何俊,马顺彬.雪尼尔变经密交织物的生产[J].棉纺织技术,2019,47(7):72-74.
HE Jun, MA Shunbin. Production of chenille warp density change interweave fabric[J]. Cotton Textile Technology, 2019,47(7):72-74.
[2]殷翠红,陈峰,刘洋洋,等.雪尼尔交织物的织造工艺研究[J].棉纺织技术,2021,49(7):56-59.
YIN Cuihong, CHEN Feng, LIU Yangyang, et al. Research on weaving process of chenille union fabric[J]. Cotton Textile Technology,2021,49(7):56-59.
[3]吕彦静,申婷,薛文良.花式纱线在面料创意设计中的应用及其面料风格[J].国际纺织导报,2016,44(7):54-56,58.
Lü Yanjing, SHEN Ting, XUE Wenliang. Fabric styles of fancy yarn and its application in the creative design of fabric[J]. Melliand China,2016, 44(7): 54-56, 58.
[4]李文雅.花式纱线产品及其设备最新发展动态[J].纺织导报,2019(6):26-28,30.
LI Wenya. Latest developments of fancy yarns and their equipment[J]. China Textile Leader, 2019(6):26-28, 30.
[5]任学勤,邱燕茹,蔡彩虹.花式纱线的开发现状和发展趋势[J].纺织导报,2019(6):18,20,22,24.
REN Xueqin, QIU Yanru, CAI Caihong. Current situation and development trend of fancy yarns[J]. China Textile Leader, 2019(6):18,20,22,24.
[6]王依凡,任学勤.雪尼尔纱与灯笼纱復合花式纱线的开发[J].纺织科技进展,2017(4):31-34.
WANG Yifan, REN Xueqin. Development of composite fancy yarn of chenille yarn and lantern yarn[J]. Progress in Textile Science & Technology, 2017(4):31-34.
[7]薛元,高卫东,李杨,等.三通道数码纺纱传动系统构建及数控纺纱成形机理分析[J].纺织导报,2018(10):108-112.
XUE Yuan, GAO Weidong, LI Yang, et al. Construction of three-channel digital spinning transmission system and analysis on forming mechanism of NC spinning[J]. China Textile Leader,2018(10):108-112.
[8]周惠煜,曾保寧,刘树梅.花式纱线开发与应用[M].北京:中国纺织出版社,2002.
ZHOU Huiyu, ZENG Baoning, LIU Shumei. Development and Application of Fancy Yarn[M]. Beijing: China Textile & Apparel Press, 2002.
[9]史晶晶,杨恩龙.雪尼尔纱线密度设计的机理[J].嘉兴学院学报,2012,24(6):106-109.
SHI Jingjing, YANG Enlong. A theoretical approach to linear density design of chenille yarn[J]. Journal of Jiaxing University, 2012, 24(6):106-109.
[10]I·LHAN I·, YARAR A Y. Predicting twist contraction in chenille yarn using mathematical and statistical approaches[J]. The Journal of The Textile Institute, 2016, 107(9): 1185-1192.
[11]SULE I·. The determination of the twist level of the Chenille yarn using novel image processing methods: Extraction of axial grey-level characteristic and multi-step gradient based thresholding[J]. Digital Signal Processing, 2014, 29: 78-99.
[12]谭宝莲,张道德.几种花式纱线的开发与生产[J].棉纺织技术,2015,43(10):41-44.
TAN Baolian, ZHANG Daode. Development and produc-tion of several kinds of fancy yarn[J]. Cotton Textile Technology, 2015, 43(10): 41-44.
Abstract: The chenille yarn is widely used in textiles, decorative fabrics and so on. It is popular among consumers for its unique style and comfort. But currently the products of chenille yarns in our country are mainly conventional varieties, and as the market competition increases, the industry profit decreases sharply. Meanwhile, the textile industry is in a critical period of structural adjustment and transformation and upgrading. Chenille yarn products need to be innovated in order to improve their market competitiveness. Compared with the progress of chenille spinning machinery, its spinning process has received less attention. However, the improvement cost is relatively low, so the processing technology should be improved in order to control the innovation cost and enrich the product types.
By analyzing the forming mechanism ofchenille yarns, the parameters of its shape structure mainly include the linear density, the arrangement density, the diameter and the twist. In the actual production process, the linear density of chenille yarns is mainly determined by the arrangement density of the yarns. Therefore, the study focuses on the change of chenille yarn arrangement density and width of the yarns. The former is realized by adjusting the linear speed of the front roller or the rotational speed of the rotary head, while the latter depends on the width of the spacer. Based on the control of the process parameters of the above three chenille spinning machines, the spinning process of regulating the morphology and structure of chenille yarns was realized, and chenille yarns of different specifications was designed and spun. The results show that by changing the speed of the front roller and the winding speed of the yarn, the arrangement density of the yarn can be changed continuously when the same chenille yarn is spun, showing different morphological structures. When the speed of the front roller is changed, the density ratio of the yarns in the same chenille yarn can be up to 3.3 times. When the winding speed is changed, the arrangement density ratio of chenille yarns can reach 4 times. By changing the width of the spacer, chenille yarns of different diameters and widths can be spun. At the same time, all the three methods are worthy of further discussion. The change of the speed of the front roller line forms different density zones, the twist is different and shift occurs. The influencing factors need to be further studied. The change of the rotation speed of the rotating head leads to the change of the number of yarns held by the unit twist back. Due to the limitation of the equipment, the upper limit of the number of yarns held by the unit twist back is not studied. Because the existing chenille spinning equipment cannot automatically change the spacer during the spinning process, it is impossible to change the diameter on the same chenille yarn.
Through three different methods to achieve the control ofchenille yarn shape structure, we increase the diversity of the process and product adaptability of chenille yarns. This provides inspiration and reference for traditional chenille yarn product innovation, and further studies on its forming mechanism and production process, so as to improve the market competitiveness of chenille yarns with innovative products.
Keywords: chenille yarn; morphological structure parameter; density of yarn; density of yarn arrangement; mechanism of regulation; design of process